
计算机辅助飞机制造协调路线图设计研究
2014-07-18 11:57黄巍李泷杲黄翔
机械制造与自动化 2014年2期
黄巍,李泷杲,黄翔
(南京航空航天大学 机电学院,江苏 南京 210016)
计算机辅助飞机制造协调路线图设计研究
黄巍,李泷杲,黄翔
(南京航空航天大学 机电学院,江苏 南京 210016)
为了实现飞机制造协调路线的数字化表达,建立飞机制造协调路线规划和容差设计之间的数字化桥梁,对计算机辅助飞机制造协调路线图设计进行研究。通过对飞机制造协调过程进行分析,定义了协调路线图图符,并将计算机辅助飞机制造协调路线图设计流程简化为4个部分:确定协调类型、添加协调图符、确定协调关系、图符自动布局。以此为基础,建立基于UML的协调路线图设计方案,采用树结构对协调路线图进行存储,并提出了图符自动布局算法。据此开发了计算机辅助飞机制造协调路线图设计系统,在实用中取得了良好的效果。
计算机辅助;飞机制造协调;协调路线图;UML;图符布局
互换协调图表作为一种重要的工艺文件,反映了零件制造工艺装备、装配工艺装备和标准工艺装备之间的制造关系、从属关系及协调关系[1],但是不包含尺寸和形状的传递过程中的容差信息,从而导致协调路线规划和容差分配工作成为设计孤岛,不能满足数字化并行设计的需要。因此,定义一种制造协调路线图,该图可以准确描述协调中各工艺移形环节所涉及的产品零部件、工艺装备的尺寸、形状传递过程,以及尺寸链相关的容差信息。
张平生[2]研究了基于实例和知识的互换协调图表生成,该方法通过启发式知识引导工艺人员进行互换协调图表的编制。王爽[3]构建了计算机辅助飞机装配协调工艺设计系统,实现了基于规则推理的互换协调图表创建。上述研究是针对传统互换协调图表的创建,与本文定义的制造协调路线图不同,但其设计思想对本文有参考价值。王恒[4]用邻接矩阵创建了协调路线的数据结构,可清楚地表示各工装之间的协调关系。姚鹏涛[5]提出了一种基于尺寸协调关系定义的飞机制造协调路线图的自动生成方法,实现了飞机制造协调路线图的自动生成,其中采用的尺寸协调工艺文件较为复杂,工艺人员在制定过程中易发生错误。
本文研究了计算机辅助协调路线图设计技术,首先对飞机制造协调路线图图符进行建模,并将计算机辅助飞机制造协调路线图设计过程进行简化,运用UML详细描述了图形绘制方案,采用树结构对协调路线图信息进行存储,最终提出了飞机制造协调路线图的自动布局算法,自动高效的实现飞机制造协调路线的图形化显示。
1 飞机制造协调路线图图符
1.1 飞机制造协调路线图
在飞机制造过程中,将产品理论的尺寸传递到产品上一般需要经过很多个传递环节和反复多次的移形过程。所以要慎重选择合适的尺寸传递体系,确保各类工艺装备相互协调,通常将该尺寸传递体系称之为协调路线[6]。
为了便于进行计算机辅助容差分析工作,需要将协调路线绘制成图,作为协调容差分析的信息输入文件。因此,定义一种飞机制造协调路线图,该图可以准确描述协调中各工艺移形环节所涉及的产品零部件、工艺装备的尺寸、形状传递过程,以及尺寸链相关的容差信息。一方面,飞机制造协调路线图是容差分析的数据源,另一方面,制造协调路线图上的容差分配结果,可以作为工艺人员校核、修改互换协调方法的重要依据和参考。飞机制造协调路线图是协调路线的图形化表示。
1.2 协调路线图图符定义
图符是图表的基本组成单位,分为参数化图符和固定图符。协调路线图中用到的图形种类比较少,因此把图形定义成固定图符,在调用时再根据不同的协调环节或连接线加入文本信息。对固定图符定义和操作都比较简便。
飞机制造协调过程,指飞机结构元件及其各类工艺装备的尺寸、形状的传递过程,飞机制造中的协调包括零件之间的协调以及零件与工装之间的协调[1]。将飞机制造协调过程中涉及到的零件和工装统称为协调环节,其中最终的协调元件称为最终协调环节,原始的协调环节称为原始协调环节,其他协调环节成为传递协调环节。总结归纳后,协调路线图符有如下两种:1) 协调环节图符;2) 连接图符。其中协调环节图符可以根据协调过程中协调环节的分类方法再细分为原始协调环节图符、传递协调环节图符、最终协调环节图符;连接图符可分为单线连接图符和双向连接图符。不同的协调准确度求解问题下对应的容差信息不同,因此,不同的协调准确度求解问题对应的协调图符形状和大小不同。具体划分如图1所示,每一种协调类型下都包含原始协调环节图符、传递协调环节图符、最终协调环节图符和单向连接图符和双向连接图符。
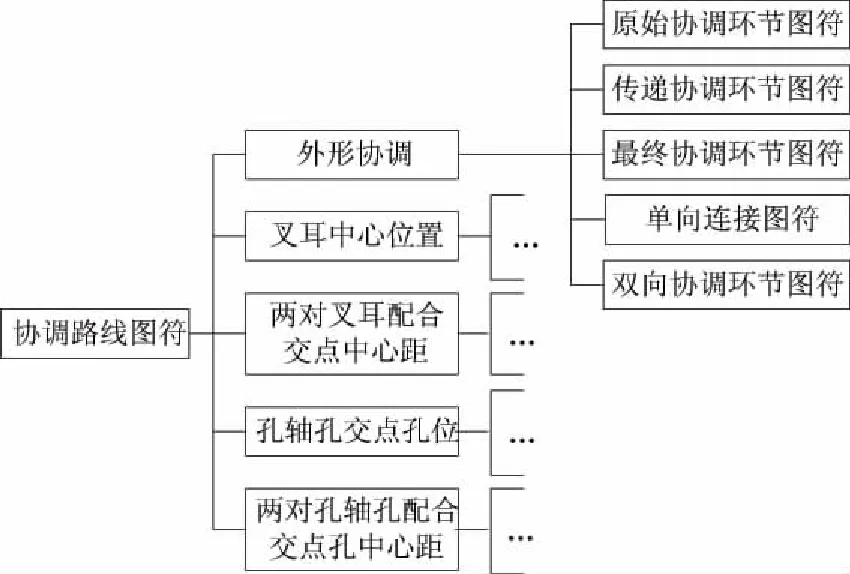
图1 协调路线图图符分类
为了便于将协调路线图里的信息在计算机内部表示并且便于协调路线图的自动布局,对协调路线图图符进行建模,图符由图形信息和文本信息组成,因此可以将图符模型表示为:
I=Shape∪Text
(1)
式中:Shape为图符中的图形信息,包括图符的形状、线型,同一类型图符的图形信息相同;Text为图符中的文本信息,包含了图符上所有需要显示的文本信息。
式(1)中文本信息Text又可以表示为:
(2)
式中:ID表示图符的标识,是该图符在整个协调路线图中的唯一标识,由图符类别标识与排列序号组成;Pi为图符的属性信息,如协调环节名称,协调尺寸名称;Rj表示该图符与其他图符的关系,R1、R2分别表示相邻前、后图符的图符标识(ID);Tk表示该图符代表的协调环节中的容差信息。
容差是用于描述几何特征的尺寸和形状变动基准、方向和变动量的精度信息[8]。容差信息包含与容差有关的几何特征集合、容差类型、容差值和容差方向等,因此容差模型T可表示为:
(3)
式中:Fi表示与容差有关的几何特征;t表示容差类型,包括尺寸容差、形状容差、位置容差和装配配合容差;V表示的是容差值,包括:公称尺寸、上偏差和下偏差;D表示容差方向,指容差约束几何特征的变动方向。
2 计算机辅助飞机制造协调路线图设计总体思想
采用计算机辅助飞机制造协调路线设计时,需将协调路线设计过程进行合理地简化和分解,使分解后的每一部分问题定义明确,各设计阶段决策思想清晰,易于用计算机解决。现将计算机辅助飞机制造协调路线设计工作分为四个部分:
1) 确定协调类型 确定所绘制的飞机制造协调路线图求解的协调准确度问题。
2) 添加协调图符 添加协调路线中所有涉及的图符(协调环节的图符以及连接协调环节的连接图符),并完成协调环节涉及的协调特征、协调容差信息的输入。
3) 确定协调关系 确定协调图符之间的关系,即尺寸传递关系。
4) 图符自动布局 根据定义好的协调图符及它们之间的协调关系,自动布局,生成协调路线图。
计算机辅助飞机协调路线图设计过程如图2。
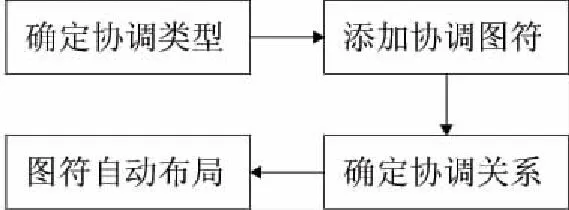
图2 计算机辅助飞机制造协调路线图设计过程
3 计算机辅助飞机协调路线图设计关键技术
3.1 基于UML表示的协调路线图设计方案
协调路线设计方案的类图如图3所示。首先建立两个抽象类,即路线图基类与图符基类,各种路线图类都是继承于路线图基类,各种图符类都继承与图符基类;每个路线图类由一组图符类聚合而成,包括原始图符类、传递图符类、最终图符类、单向图符类、双向图符类。每个具体的图符类和路线图类都依赖于各个具体属性窗口类,属性窗口类用于图符属性参数的输入。

图3 系统类图
3.2 协调路线图数据的存储
采用树状结构表示协调路线图,从协调路线图本身出发,将协调路线图上的图符(除双向连接图符)定义为树结构的结点,结点包含数据域和关系域两部分,数据域用来存储结点的信息,包括结点类别、协调路线图图符的形状基本信息和与结点相关的工艺容差值、协调特征等;关系域则存储该结点与其他结点之间的关系。双向连接图符信息单独存储。
存储树的方法有多种,本文采用的是带双亲的孩子链表表示方法。带双亲的孩子表示法是将双亲表示法和孩子表示法两种方法结合起来进行表示,利用了每个结点(除根结点以外)具有为唯一双亲的特点,在结点中附设一个指示器用来指示其唯一的双亲结点在链表中的位置,并将每个结点的孩子结点都排列起来,采用单链表进行存储,并以顺序存储结构来存储线性表的头指针,从而建立树的数据结构。结合飞机制造协调的过程,依据带双亲孩子链表结构的特点,对树进行遍历。首先将树进行顺序分解,分解为若干个从根到叶子的过程链表Ri,这里每个过程Ri都代表一个协调过程,而用于计算的协调路线图只包含两个协调过程,因此其树状存储结构只有两条分支,只包含两个过程链表Ri。为了提高树的遍历速度,对每一个过程单链表Ri都增加头指针标志,因此给链表内每个结点都增加一个存放标志的域,这样可以更方便的进行树中每一个结点的访问。图4给出了树的存储结构及遍历结果。
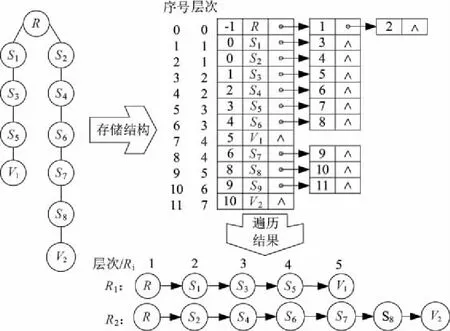
图4 树的存储结构及遍历结果
3.3 飞机制造协调路线图的自动布局
在计算机辅助飞机制造协调路线图设计过程中,最关键的就是合理布局各结点的位置,使得图表既满足功能要求,又能清楚地表示协调过程和关系,本文将协调路线图绘图区划分为网格,每个图符结点占据一个单位网格,图符的位置由图符所在单位网格的水平和竖直方向上的位置决定,因此图符位置由两个特征参数决定,定义Pij(x,y),x为水平方向的位置参数,y为竖直方向上的位置参数,i表示第i个结点,j为结点在树中的层次,且结点层次为奇数的结点是协调环节图符结点,层次为偶数的结点为连接图符结点。
飞机制造协调路线图图符的自动布局算法如下:
步骤1:确定根结点位置,即原始协调环节图符位置,如图5实例中确定根结点R位置为Pij(1,1);
步骤2:取树上结点少的分支,即协调过程较短的分支,如两分支节点数相同则任选一支,将该分支上的所有结点根据遍历结果顺序在水平方向上紧挨根结点位置依次排列,图5实例中确定结点S1,S3,S5,V1位置为P1,2(2,1)、P3,3(3,1)、P5,4(4,1)、P7,5(5,1);
步骤3:将另一分支上除根结点以外的前两个结点按遍历结果顺序在竖直方向上紧挨根结点位置依次排列,图5实例中确定结点S2,S4位置为P2,2(1,2),P4,3(1,3);剩余结点按遍历顺序在水平方向紧挨前一个结点位置依次排列,图5实例中确定结点S6,S7,S8,S9,S10,V2位置为P6,4(2,3),P8,5(3,3),P9,6(4,3),P10,7(5,3),P11,8(6,3);
步骤4:比较两分支末端结点在水平方向的位置,若相同则跳至步骤5。如不相同,则通过修改其中水平位置参数(x)小的末端结点的水平位置参数(x)达到两分支末端结点在水平方向的位置相同,即将水平位置参数(x)大的末端结点及它前一个结点的水平位置参数(x)赋给水平位置参数(x)小的末端结点及他的前一个结点的水平位置参数(x),图5实例中确定结点S5,V1位置为P5,4(6,1),P7,5(7,1);并用无箭头的直线段连接该分支被分开的图符;
步骤5:确定双向连接图符位置,为两个分支的末端结点位置之间的单位网格绘制。
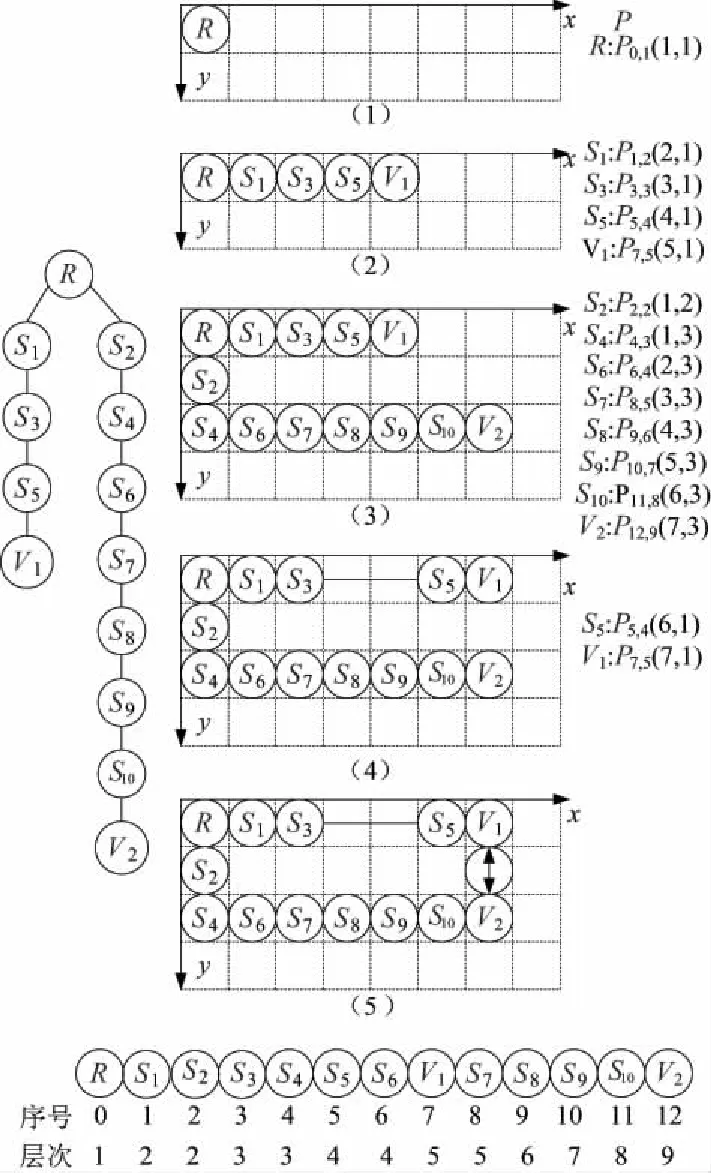
图5 飞机制造协调路线图图符的自动布局算法应用实例
4 实例分析
以某型机的左、右水平安定面围框式对接问题对本文的方法进行了验证,安定面围框式对接问题属于交点协调,接头上有108个D10H9和4个D20H9的螺栓孔,分别用D10f9和D10f9的螺栓连接,由于D20孔处孔-轴配合间隙比D10孔处大,交点对合时以19个D10的孔插销定位,只要D10孔的孔位协调,那么D20孔的孔位也能协调,因此只考虑D10的孔、轴协调孔位。有两个协调过程:
R1:左平尾精加工型架的钻模→左平尾的围框接头;
R2:左平尾精加工型架的钻模→右平尾精加工型架的钻模→右平尾的围框接头。
采用计算机辅助飞机制造协调路线图设计系统进行协调路线图设计的流程与界面如图6所示。左、右水平安定面围框式对接交点制造协调路线图能够将工艺移形过程清楚地表示出来,并详细标注了每个协调过程所涉及的产品零部件、工艺装备类型及相关尺寸、容差信息。工艺人员可在此基础上进行累积误差分析、容差再分配等工作,进而完善互换协调方案,大大提高了装配成功率。由此可验证采用的本文方法可以自动高效的生成飞机制造协调路线图,并且该飞机制造协调路线图符合计算机辅助容差设计和协调路线规划的要求。
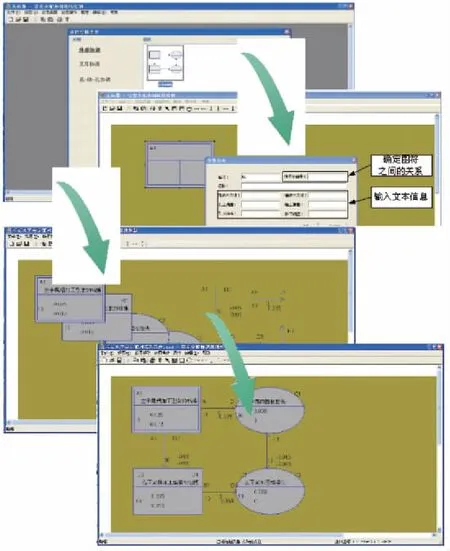
图6 飞机制造协调路线图设计流程与系统界面
5 结语
在飞机制造协调路线规划和容差设计中引入飞机制造协调路线图的概念,研究了计算机辅助协调路线图设计技术,一方面实现了协调路线的图形化显示,能够直观、清楚的表达协调过程;另一方面,采用带孩子的双亲链表存储相关数据,便于计算机运算和处理。在此基础上,应用自动布局算法,能够实现协调路线图的快速自动绘制。另外,飞机制造协调路线图是容差分析的数据源,制造协调路线图上的容差分配结果,可以作为工艺人员校核、修改互换协调方法的重要依据和参考,提高了飞机制造协调路线规划的效率与容差设计的质量。随着数字化设计制造不断深入发展,基于协调路线图的容差设计是下一步的研究重点和方向。
[1] 《航空制造工程手册》总编委会. 航空制造工程手册(飞机工艺装备)[M]. 北京: 航空工业出版社. 1993. 12.
[2] 张平生. 计算机辅助飞机协调图表设计技术研究[D]. 西安:西北工业大学, 2007.
[3] 王爽, 张振明, 田锡天,等. 计算机辅助飞机装配协调工艺设计系统研究[J]. 机械设计与制造, 2006, 10: 43-44.
[4] 王恒, 宁汝新, 唐承统. 三维装配尺寸链的自动生成[J]. 机械工程学报, 2005,41(6): 181-187.
[5] 姚澎涛, 谭昌柏, 周来水. 基于尺寸协调关系定义的飞机制造协调路线图的自动生成[J]. 机械科学与技术. 2011,30(1): 16-22.
[6] 应维云, 周儒荣, 程宝集. 计算机辅助飞机制造协调问题求解机制的研究[J]. 南京航空航天大学学报, 1997, 20 (1): 57-62.
[7] 程宝蕖. 飞机制造协调准确度与容差分配[M]. 北京: 航空工业出版社. 1987. 3.
Research on Computer Aided Design of Aircraft Manufacturing Coordination Route Diagram
HUANG Wei, LI Shuang-gao, HUANG Xiang
(College of Mechanical and Electrical Engineering, Nanjing University of Aeronautics and Astronautics, Nanjing 210016, China)
In order to solve the problem that there is no digital document between coordination route planning and tolerance design,this paper studies the computer aided design of aircraft manufacturing coordination route diagram to realize digitalized expression of this route and based on the analysis of process, defines the icons of this diagram. then divides the its design flow into four parts: coordination type selection, icons adding, coordination relations adding and automatic layout of icons. Then based on these, the drawing scheme is described in detail by UML and the information of route diagram is stored efficiently by tree structure. Finally, the coordination route diagram for aircraft manufacturing is built automatically based on layout algorithm. The above system is developed and the perfect result is achieved in the practice.
aid of computer;aircraft manufacturing; coordination route diagram; UML; automatic layout of Icons
黄巍(1988-),女,江苏南通人,硕士研究生。主要研究方向为飞机数字化设计制造。
TH12;TP391.72
B
1671-5276(2014)02-0121-05
2013-01-21
猜你喜欢
中国科技纵横(2022年3期)2022-11-15
小学生学习指导(中年级)(2022年5期)2022-06-01
小学生学习指导(高年级)(2021年6期)2021-06-19
数学物理学报(2018年1期)2018-03-26
山东工业技术(2017年12期)2017-07-06
科技创新与应用(2017年16期)2017-06-10
科技创新与应用(2017年9期)2017-04-26
电子设计工程(2014年12期)2014-02-27
苏州市职业大学学报(2010年1期)2010-01-29
