
孔组作为基准的三坐标测量机测量方法
2014-10-10 09:45高金刚
制造业自动化 2014年14期
张 爽,高金刚,王 华
ZHANG Shuang, GAO Jin-gang, WANG Hua
(长春工程学院,长春 130012)
0 引言
形位公差是用来规定零件尺寸和公差的操作标准。形位公差的目的是保证零件与其配合件顺利安装并给出零件的几何形状从而体现设计意图。根据零件的功能,很多情况都需要将孔组定义为一个单一的基准。尤其是两个零件都有螺栓孔需要使用螺栓与螺母联接的结构。
通常,图纸上建立基准的传统的方法是以零件的安装平面为第一基准,一个孔作为第二基准,再选取另外一个孔作为第三基准。这种方法可能会将可以安装的零件的误判为不合格。因为根据零件的设计功能,孔组与基准参考框之间允许存在一定的位移,如图2所示。在实际的装配过程中,孔组允许移动,这是应用孔组作为基准的目的。然而,不同于传统的基准建立方法,孔组作为基准在实际应用中很长采用,其中主要的一个原因就是测量上很困难。
采用凸轮轴罩盖为例,介绍了三坐标测量机以孔组为基准测量孔的位置度的方法。传统的基准建立方法与孔组基准方法得到的孔位置度以图表的方法做对比分析。详细的结果见下面的章节分析。
1 凸轮轴罩盖的孔位置度测量
凸轮轴罩盖的孔位置度作为研究对象,使用三坐标测量机,介绍以孔组作为基准的操作方法。孔组作为基准的简介如下:当一个零件以一个平面和一组孔作为定位时,这个平面与孔组应被指定为基准元素。如果没有导向销的结构,根据功能要求孔组将被指定为单一的第二基准,平面将被指定为第一基准。由于第二基准是孔组,它已经与第一基准一起建立了基准参考框限制了所有剩余的自由度。最大实体要求会应用在孔组中以便建立基准参考框。
通常,孔组作为基准的零件会使用功能检具定性测量。功能检具根据被测元素的实效条件设计,检查零件是否违反了要求的实效边界。可是对于定量测量,使用三坐标测量机进行测量时会进行复杂的数学运算。以凸轮轴罩盖安装孔位置度测量为例,介绍孔组作为基准的三坐标测量机测量的过程及数学运算过程。
图1是凸轮轴罩盖的图纸,其中有10个安装孔其轴心垂直于安装平面。此零件需要螺栓穿过这些孔与其相配合的零件相联接。这些孔相互之间的定位约束是一个位置度控制框,图纸上还有一个基准元素符号与位置度控制框连接。这说明10个孔作为一个孔组被指定为第二基准元素B。当基准A作为一个平面固定,基准B则建立第二个与第三个平面构建出一个基准参考框。其中,基准B应用最大实体要求,如果基准元素偏离最大实体尺寸,则在实际孔组与基准参考框之间允许存在一定的位移。此位移是由10个孔的直径及10个孔之间的相互位置决定的。
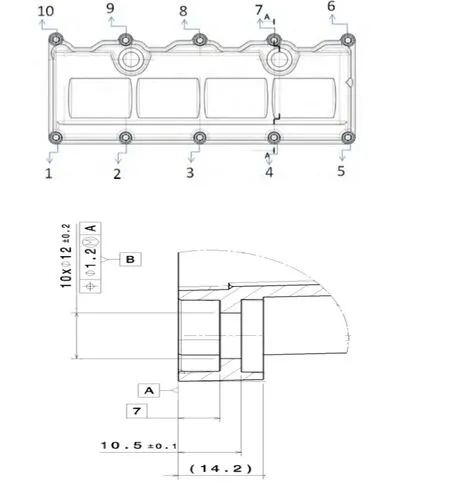
图1 凸轮轴罩盖图纸
在三坐标测量机测量凸轮轴罩盖之前应编制相应的测量程序。首先,应在软件中建立初始坐标系。基准元素A作为一个平面指定为第一基准。1号孔指定为第二基准,10号孔指定为第三基准。基准平面A的矢量方向指定为Z轴方向,1号孔与10号孔轴心与基准平面A的交点连线为Y轴方向,垂直于Z轴与Y轴的方向为X轴的方向。其次,将所有孔的直径与坐标值输入到软件中。最后设置探头运行的路径,就可以开始运行程序。运行之后就可以获得所有孔的直径及初始的坐标值。
以下章节将介绍根据最小二乘法三坐标测量机软件关于孔组与基准参考框之间的平移与旋转的数学算法。


所有孔中心的平均坐标偏差为:
平移的值确定后,再需要计算孔组旋转的角度就可以确定孔组作为基准的具体位移量。
首先,计算经上述平移后孔组中所有孔中心的数学质心如式(3)所示。
如将数学质心的坐标平移到坐标原点,则其他点的坐标变为xi变为(xi−−xm, yi变为(yi−−ym。
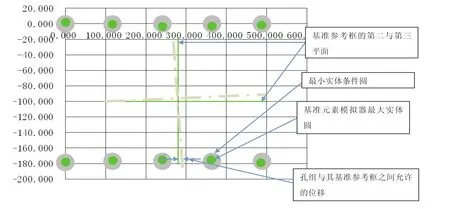
图2 基准参考框
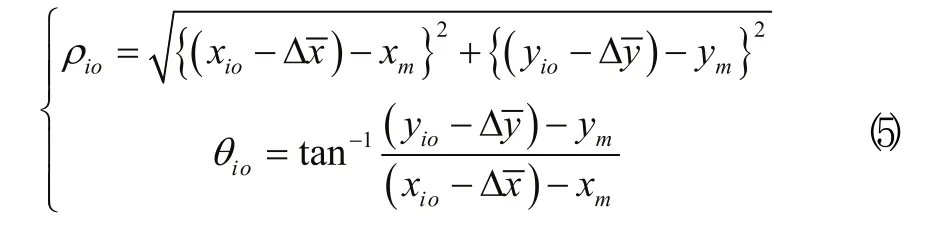
将直角坐标系变为极坐标系:
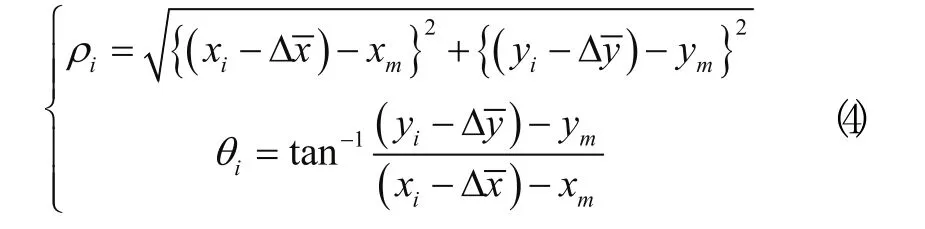
则任意孔i中心极坐标坐标值为:
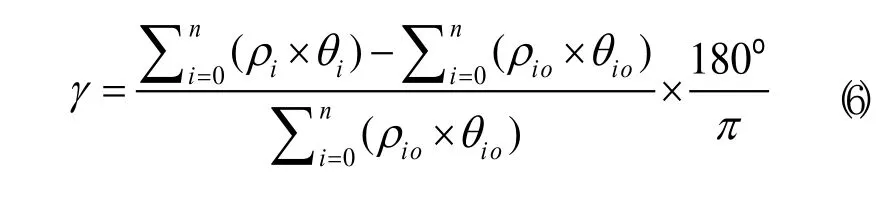
需要旋转的角度γ可以求得:
2 计算结果分析
经上述测量与计算,结果见下表:
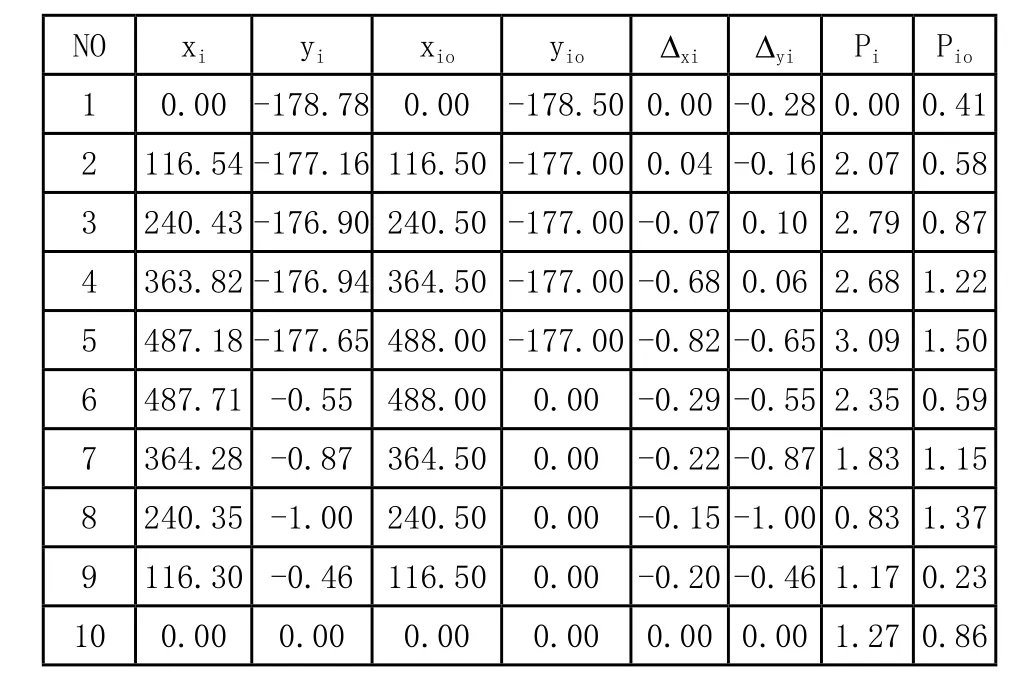
表1 位置度对比数据
在实际的装配过程中,孔组允许“移动”是孔组作为单一基准的设计目的。经平移与旋转,孔组的位置达到了设计功能认为的最佳效果,即找到将凸轮轴罩盖与及相配合件的最佳安装条件。在表1中,Pio是经平移与旋转之后任意孔i的位置度值。
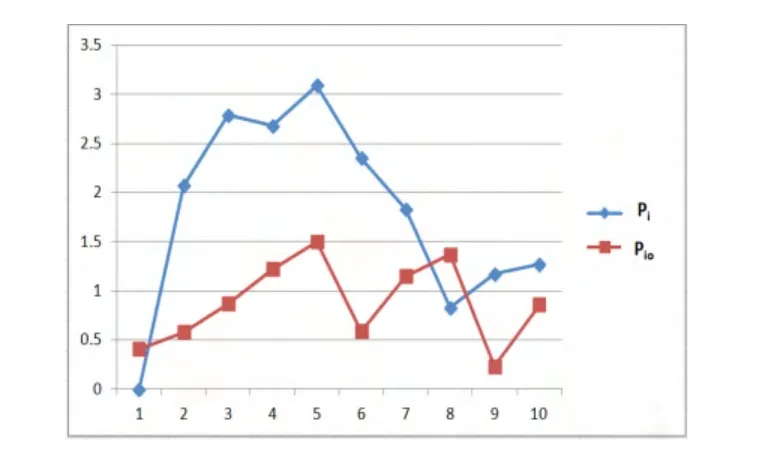
图3 位置度对比曲线
经平移与旋转之后,凸轮轴安装孔的位置度结果与初始坐标系下的相比变得更平均。这意味着孔组作为单一基准的方法可以通过平均的功能减少偏差大的孔的位置度偏差以降低工艺要求。在图3中,Pi为传统的基准建立方法所有孔的位置度偏差的连线,Pio为孔组作为单一基准的方法所有孔的位置度偏差的连线。Pio曲线比Pi曲线平滑,这表示孔组作为单一基准的方法可以减少孔之间的位置度偏差。经过“位移”,孔组作为单一基准的方法可以接收所有满足功能要求的零件。
3 结论
孔组作为单一基准的方法在很多应用用正确反映了装配的设计要求,同时也可以在三坐标测量机软件中定量测量。对于复杂的几何结构或功能设计要求中应用孔组作为基准的设计,都可以通过三坐标测量机软件的算法进行评价。孔组作为基准的方法对于装配工艺有很重要的应用性与技术经济性。
[1]杜西宝,荣娣.位置度的三坐标测量方法[J].中国电子商务,2012(18):188-188.
[2]李梅.三坐标测量孔系位置度方法的实践[J].计量与测试技术,2008,35(12):27-30.
[3]宫美望. 基于不同基准圆周均布孔组位置度的三坐标测量法[J],计量技术,2007(6):16-19.
[4]Dimensioning and Tolerancing,ASME Y14.5-2009:67-70.
[5]S. C. Diplaris,M. M. Sfantsikopoulos Production Planning&Control,2006,Vol.17(3).
[6]Kenneth.W.Chase, Jinsong. Gao,Spencer.P.Magleby,Carl.D. Sorensen,2005,Including Geometric Feature Variations in Tolerance Analysis of Mechanical Assemblies,IIE Transactions,16.2005.
[7]S.C. Diplaris and M.M.Sfantsikopoulos, 2006,Maximum Material Condition in Process Planning, Production Planning and Control,17,293-300.
[8]S.Hossein.Cheraghi,Wei.Liu,Gamal. Weheba,2005,An Examination of the Effect of Variation in Datum Targets on Part Acceptance, International Journal of Machine Tools and Manufacture,45(9)1037-1046.
[9]Cogorno, Gene R.,2011,Geometric Dimensioning and Tolerancing for Mechanical Design, Second Edition,McGraw-Hill, New York, Chapter 13.
[10]H. Wang, U. Roy, R. Sudarsan, R.D. Sriram, K.W. Lyons,2003,Funtional Tolerancing of a Gearbox,31st North American Manufacturing Research Conference (NAMRC),523-530.
猜你喜欢
内燃机与配件(2022年2期)2022-01-17
化工设计(2020年6期)2020-01-13
制造技术与机床(2019年6期)2019-06-25
汽车维修技师(2018年6期)2018-11-06
劳动保护(2018年8期)2018-09-12
新商务周刊(2017年6期)2017-12-27
中国设备工程(2017年10期)2017-01-20
中国机械工程(2015年13期)2015-12-16
读者·校园版(2015年7期)2015-05-14
燃气轮机技术(2014年4期)2014-04-16
