
多R砂轮的修磨
2014-10-12 05:55山东光岳转向节有限责任公司聊城252000杨宝亮吕建魁
金属加工(冷加工) 2014年1期
山东光岳转向节有限责任公司 (聊城 252000) 杨宝亮 吕建魁
我公司接到某型转向节的试制任务,要求大径与盘面为双R相切过渡。由于车间磨床为普通外圆磨床,于是如何实现双R砂轮的修磨成为主要难题。通过查阅,数控磨床可解决该难题,但价格不菲。为了顺利完成任务,同时兼顾加工成本,车间生产小组积极研讨、集思广益终于完成多R砂轮刃磨机的研发试制工作。
1.工件图样分析
(1)工件局部图样如图1所示,由图可知,盘面与R8mm、R8mm与R20mm、R20mm与轴颈依次相切过渡。
(2)经研究,修磨双R砂轮可采用仿形的原理实现。如图2所示。
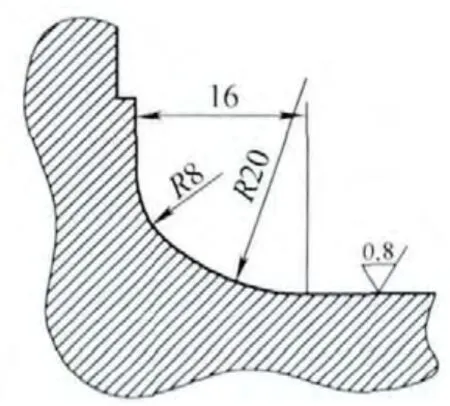
图1 零件局部

图2 原理结构简图
砂轮和模型块固定在床身上,金刚石笔总成随滑台移动。当滚轮沿模型块表面滚动时,金刚石笔总成做仿形运动。
2.技术攻关阶段
试制中发现,实际刀尖轨迹与理论刀尖轨迹不符。由于金刚石笔刀尖点到滚轮顶点的距离为定值,于是刀尖点的轨迹可用滚轮顶点的轨迹间接描述。如图3所示。
初步分析,一是由于滚轮自身直径,导致理论刀尖轨迹与标准模型外形线存在滚轮直径偏差;二是实际刀尖点始终为滚轮最高点,导致理论刀尖轨迹与实际刀尖轨迹分别在 X、Y方向存在刀尖偏移偏差。刀尖偏移偏差分析如图4所示。
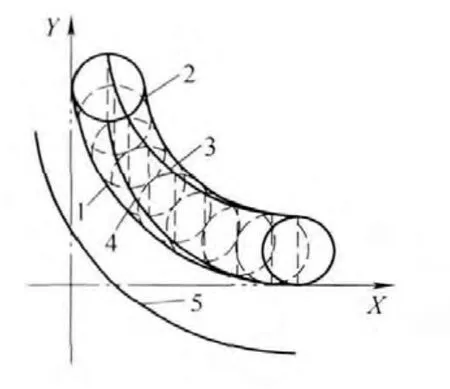
图3 刀尖轨迹图
当滚轮沿模型块表面滚动时,两者接触点O将从A点向B点连续变动,理论刀尖点O'应从E点向F点同步移动。由于结构特点实际刀尖点一直固定在E点不动,导致实际刀尖点与理论刀尖点在X、Y方向存在偏差L、H。经推导,L、H与夹角a存在如下函数关系
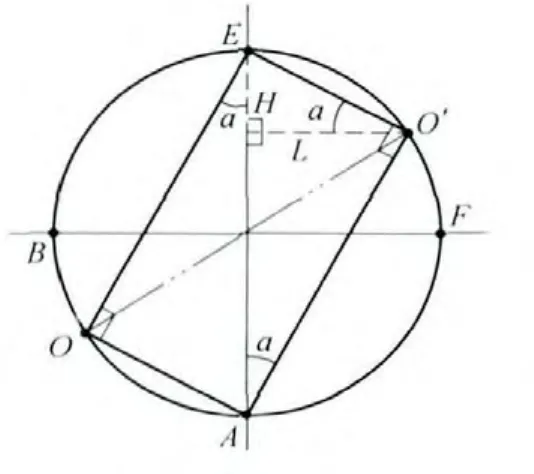
图4 刀尖点变化图

式中,D为滚轮直径。
针对L、H,拟采取对应补偿的方式弥补偏差。由于所有轨迹线均依附于模型块产生,为了弥补滚轮直径偏差和刀尖偏移偏差,可通过修改模型块间接补偿偏差问题。坐标关系如下:

3.模型块加工阶段
由于双R曲线无唯一数学模型可表达,拟采用微分方法,把双R曲线细分成N段直线,然后采用数控设备逐段拟合加工。由图5可知,∠a=2∠b,双R曲线坐标如图6所示。

图5 角度分析图
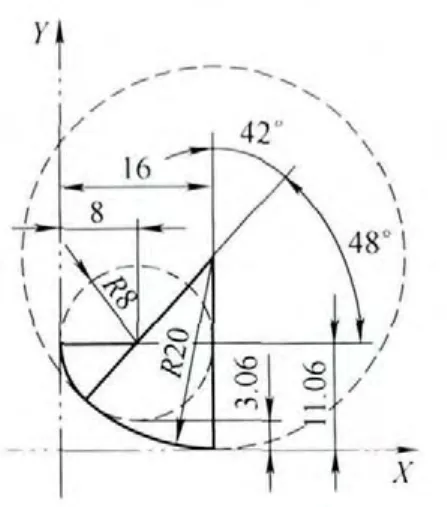
图6
由于曲线自身特点,易采用宏程序进行编程。宏程序如下:
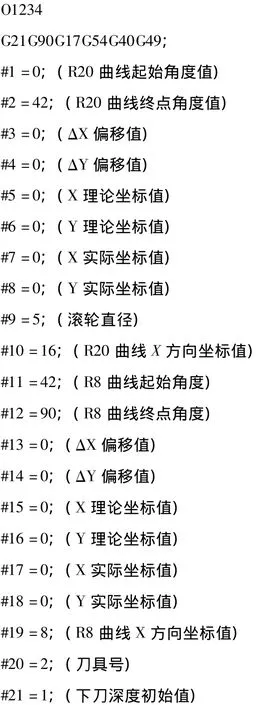
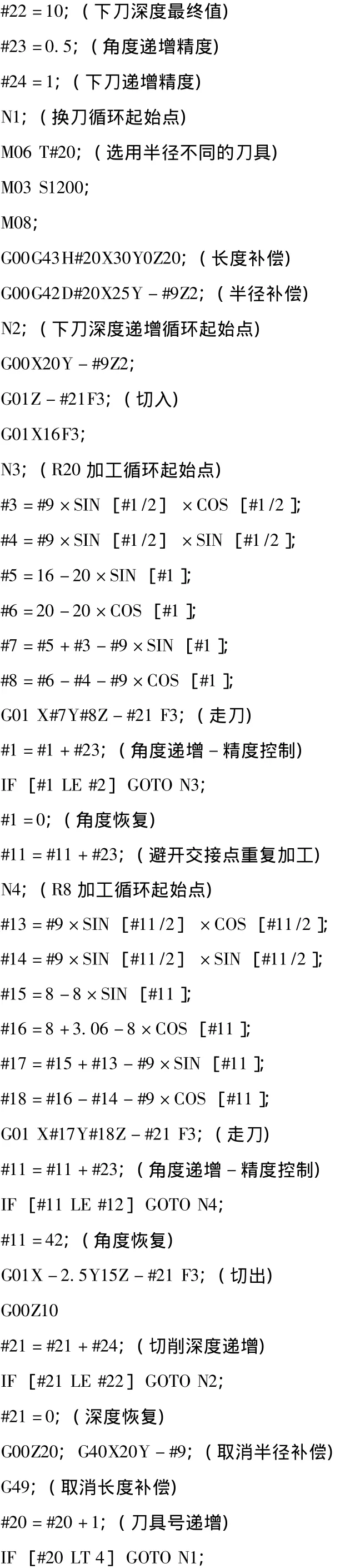
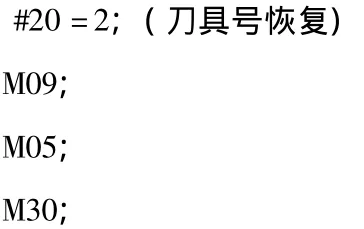
以上程序仅用于加工双R的模型,可通过多次增加循环体N3或N4,来完成多R模型块的加工。
猜你喜欢
CHINA TODAY(2022年4期)2022-11-22
现代机械(2021年4期)2021-09-03
小哥白尼(野生动物)(2021年5期)2021-08-30
哈尔滨轴承(2020年3期)2021-01-26
装备制造技术(2019年12期)2019-12-25
冰雪运动(2019年2期)2019-09-02
制造技术与机床(2018年11期)2018-11-23
解放军健康(2017年5期)2017-08-01
制造技术与机床(2017年4期)2017-06-22
阅读(中年级)(2016年11期)2017-01-23
