
一种基于PLC+HMI控制的新型称重系统设计
2014-11-22 02:10冯杰杨志
机械工程师 2014年1期
冯杰,杨志
(浙江伟星实业发展股份有限公司 临海拉链分公司,浙江 临海 317000)
0 引言
随着服装产业规模的不断发展,拉链行业规模也在不断的壮大,拉链成品发货数量庞大,要快速准确点数包装成为行业的一大难题。目前企业现有的操作模式多是先人工对拉链点数后再通过台秤对拉链条数进行复核后包装,由于拉链存在重量偏差,所以易造成复核不准,常因为每包拉链的数量问题而遭到客户的投诉,从而影响到企业的声誉。
目前国内外拉链企业对解决此问题研究很多,但既要保证拉链数量准确、摆放整齐,又要效率高仍是一大难题。总结目前的研究现状大致有两种:1)为了保证数量准确采用人工点数装置,虽然数量准确、摆放整齐,但存在效率低的问题;2)采用输送带运输拉链自动点数的方式,虽然效率高,但由于拉链较软容易重叠,导致拉链摆放不整齐、数量偶尔不准确等现象。
本文针对目前国内外拉链行业的研究现状,设计了一套以PLC为核心、具有人机界面的称重控制系统,该称重系统采用分批直接称重、计数、累加重量和数量的方式,使每包拉链计数准确、摆放整齐、效率高。
1 设计要求与设计难点
1.1 设计要求
该称重系统应具备以下几个功能:1)称重的每包拉链条数必须准确;2)称重过程中保证每批拉链整齐;3)称重过程要简单、高效。
1.2 设计难点
难点一:在采用分批模式进行称重过程中,由于拉链的柔软性,拉链掉到称重平面上会出现混乱,不整齐,导致在包装过程中,给员工带来麻烦,需要重新整理,既浪费时间,又降低了生产效率。如何使拉链掉到称重平面上不混乱,我们采用什么样的机械系统模式成为了一个难题。
难点二:在拉链存在重量偏差的前提下,如何保证每包拉链条数的准确?有些拉链由于布带经过多遍染色、布带带经的粗细不均或者拉链表面抛光等原因,造成每条拉链存在着一定的重量偏差,并且偏差幅度较大,通常在±1%~±3%,如果一条一条的称重效率太低,如果一百条直接称重时,每包拉链就会出现1~3 条的偏差,导致每包拉链条数不准确。
因此我们需要另辟蹊径,开发一种新型的称重模式,分批快速称重模式来保证每包拉链条数的准确性,根据不同拉链型号计算出多少数量范围来分批称重成为了一个难题。
2 硬件系统设计
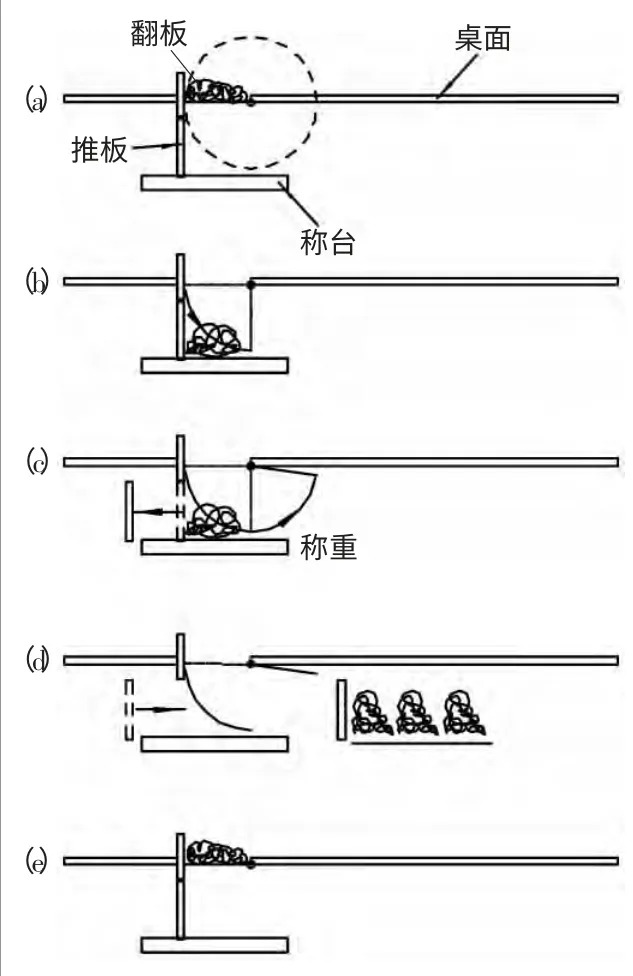
图1 操作模型
针对难点一,在机械结构设计过程中,我们采用挡板翻转模式,保证拉链掉到称重平面上不会出现混乱,保持不变。我们建立了操作模型(如图1 所示)。
首先翻板与桌面保持平衡,将分批的拉链推到翻板上面,接着翻板旋转90°,将拉链掉到称重平面上,这样就可以有效地保证拉链落下来时不会出现混乱的现象,为下步拉链包装提供了很好的保障。
设备的工作流程如下:设备启动时,翻板电机及推板电机工作,设备首先复位,如图1(a)所示的位置停止,接着将一批拉链推至翻板上;按下启动按钮,翻板电机工作使翻板翻转90°,拉链掉至称重平面上,如图1(b)所示的位置;接着翻板电机工作,翻板再翻转80°,并且推板电机开始工作,将推板向后退至设定的步数,这个时候保持1 s 并且称重系统开始称重,并将称重得到的数据传输至触摸屏和PLC 进行显示及计算,如图1(c)所示的位置;接着推板电机工作将推板向前推,直到设定的步数,如图1(d)所示的位置;接着推板电机工作使推板复位,然后翻板电机工作,使翻板复位,接着下一批称重,直到一百条,提示音响应,并且开始包装,并进入下一个循环。
3 软件系统的设计
软件系统包含两部分,PLC 程序设计[1]和人机界面设计[2]。
3.1 PLC 程序设计
PLC 控制系统设计了一个复位按钮,按下按钮可以使系统自动的回到原点。满足PLC 控制的条件如下:翻板初始化到位感应开关必须感应到翻板;推板初始化到位感应开关必须感应到推板;力值显示控制仪显示的数字必须为0,保证称重时称重的数据准确无误。
在称重过程中,需要对数据不断地进行采集处理,每次采集到的数据由力值显示控制仪通过RS485 串口发送给人机界面,再由人机界面通过RS232 串口传给PLC,由PLC 系统对其进行条数计算。计算的条数再通过RS232串口传给人机界面显示。系统构成如图2。
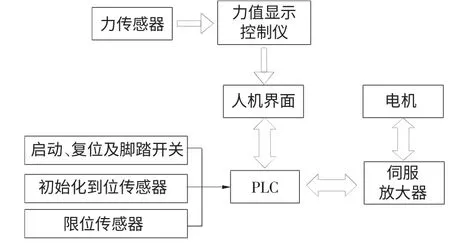
图2 系统构成图
针对难点二,我们经过反复测算,相同型号拉链的误差大概在±1%~±3%之间,因此16 条拉链的误差为±15%~±48%之间,如果误差大于等于50%的话,程序计算时就会出现误差,导致拉链条数不准确,因此每批拉链的条数必须小于等于16 条,如果称重时显示大于16 条需重新称重,如果称重时小于等于16 条,则继续称重累加,直到100 条。
为保证条数的准确性,称重系统程序设计如下:1)数n条 拉 链,5 ≤n;2)计算单条拉链的重量a=b(n 条拉链得到的重量)/n;3)假设一把拉链为m 条(1≤m≤16),将m 放在称量系统上称,得到的重量为c;4)m=int[(c+a*0.49)/a];5)假设m>16,则重新称重。
PLC 程序控制流程图如图3。
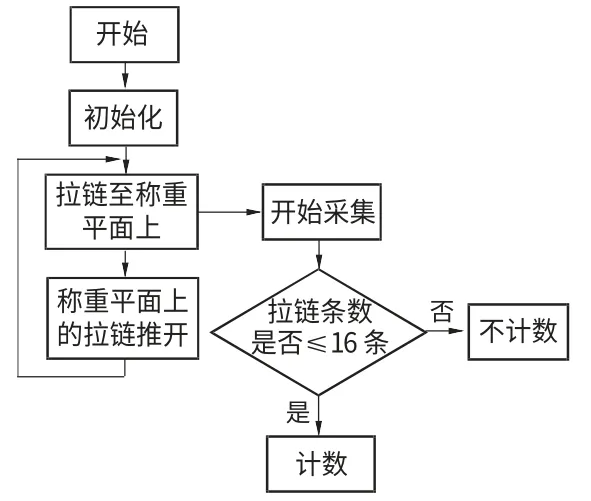
图3 程序控制流程图
3.2 人机界面的设计
采用人机界面控制,使企业员工操作、查找及读取数据时非常地方便,该系统采用的是MCGS 组态人机界面,具有以下几点功能:1)与力值显示控制仪通讯时,可以很精确的将采集到的数据显示在人机界面上;2)通过人机界面计算单条拉链的重量;3)方便员工知道目前拉链的总条数;4)通过数据库,可以监控一天或者一个月生产拉链的产量。
4 结论
此款新型控制模式的称重系统,采用分批直接称重、计数、累加的方式,达到计数准确,操作简单及效率高,在产品存在重量偏差又需准确计数的行业中值得推广。
[1]黄永红.电气控制与PLC 应用技术[M].北京:机械工业出版社,2011.
[2]张文明,刘志军,曹丽霞.组态软件控制技术[M].北京:北方交通大学出版社,2006.
猜你喜欢
发明与创新(2022年27期)2022-09-16
知识就是力量(2021年9期)2021-09-18
橡塑技术与装备(2021年16期)2021-08-27
探索科学(学术版)(2021年7期)2021-08-05
建材发展导向(2021年10期)2021-07-16
起重运输机械(2021年4期)2021-03-26
锻压装备与制造技术(2019年4期)2019-08-28
数学小灵通(1-2年级)(2017年12期)2018-01-23
水利技术监督(2016年6期)2017-01-15
非公有制企业党建(2016年1期)2016-07-19
