
大直径机夹扁钻的研制
2014-11-22 02:11车延超
机械工程师 2014年3期
车延超
(哈尔滨汽轮机厂有限责任公司,哈尔滨 150046)
0 引言
随着国内电站设备制造行业的迅猛发展,产品的升级和更新换代非常快,汽轮机也逐渐向大型化发展。高压内、外缸水平法兰的连接孔直径越来越大,加工难度也随之提高。如何合理选择加工刀具成了一个新课题,通过近几年实践经验的积累,针对高压内、外缸水平法兰孔的特点,我们研发出大直径机夹扁钻,生产应用中取得了较好效果。
1 大孔加工的工艺方案
大直径孔加工刀具各不同,大孔加工的工艺方案大致有以下几种:
1)麻花钻预钻孔,整体镶焊式扩孔钻扩孔。首先用φ65 mm 钻头钻底孔,然后采用镶焊式扩孔钻每隔10 mm为一挡,逐次扩孔至所需尺寸。该工艺加工效率低、加工质量不稳定、工具费用高、工人的劳动强度大。
2)麻花钻预钻孔,机夹装配式扩孔钻扩孔。首先用φ65 mm 钻头钻底孔,然后采用机夹装配式扩孔钻逐次扩孔至所需尺寸。该工艺的加工效率、加工质量、工具费用、工人的劳动强度等都有所改善,但仍然满足不了生产需要。
3)采用硬质合金复合钻。硬质合金复合钻是当今世界大孔加工效率最高的切削刀具之一,它可以一次性完成所需孔径的加工,在我公司大孔加工中,效果显著。但该刀具只适用于数控龙门铣、数控落地镗等功率大、刚性好的设备,不适合在刚性较差的摇臂钻床上使用。
4)采用机夹扁钻。由于机夹扁钻刀片是高速钢材质,针对刀具的结构、几何参数以及切削用量都进行了优化,它可以一次完成所需孔径的加工,所以特别适用于刚性较差的摇臂钻床对大孔的加工,效果非常显著。
2 机夹扁钻的研发
根据哈尔滨汽轮机厂有限责任公司的设备分布及生产平衡情况,大部分汽缸大螺孔的加工均在大型摇臂钻床上进行。为了提高摇臂钻的切削效率,课题组根据我公司实际情况综合考虑,决定对大直径机夹扁钻进行研制。大直径机夹扁钻主要由:刀片、钻杆、定位销及螺钉组成(如图1 所示)。
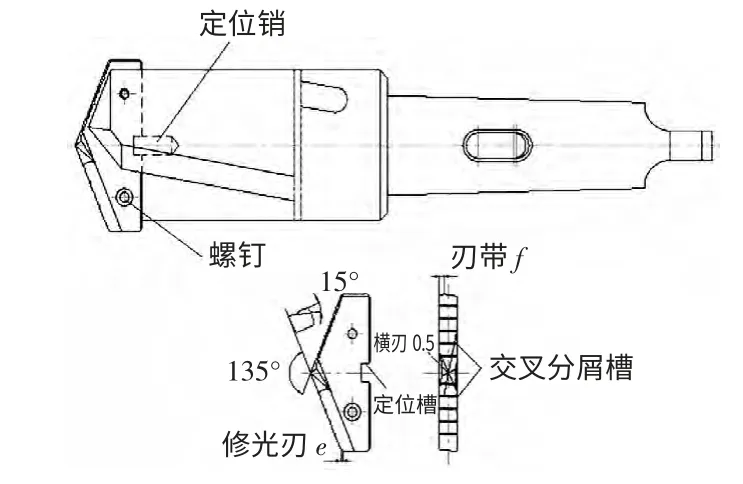
图1 机夹扁钻结构
1)刀片。刀片材质选用高性能高速钢(M42),经表面TiAlN 涂层处理。既有高硬度的表面,又有综合性能较好的基体,适合在刚性较差的摇臂钻床上使用。根据被加工零件材质、机床刚性等因素综合考虑,刀片的锋角选择为135°~140°,该锋角比普通钻头锋角(120°)大,试验表明有很好的定心导向作用。刀片横刃选择较小0.5~1 mm,轴向力小,定心效果好。刀片采用15°大前角,切削刃对称,并开有交叉分屑槽,两侧有修光刃及刃带,这样可使切削轻快、平稳、排屑顺畅,直线性好,表面粗糙度较低。
2)钻杆。钻杆的柄部采用莫氏6 号锥柄,摇臂钻通用。螺旋排屑槽贯通钻杆,排屑流畅(如图2 所示)。
3)定位销。刀片的径向定位靠定位销定位,刀片与钻杆靠螺钉夹紧。

图2 铅杆
3 经济效益
大直径机夹扁钻经过在哈尔滨汽轮机厂有限责任公司的半年多的推广应用表明,在摇臂钻上加工汽缸大螺孔,可一次完成所需孔径的加工,加工效率提高3~4 倍,年节约工具费用、机床费用、工时费用在50 万元以上,大大地减轻了工人的劳动强度,加工质量完全满足图纸要求。
4 结语
常言道:工欲善其事,必先利其器。随着产品的提升,刀具与之相适应地提升也势在必行,刀具的研发必须避免盲目追求高效率,也要兼顾成本控制,要对性价比最高的方案进行合理选择,总之就是我们生产过程中的工作效率和成本控制的最高性价比的合理匹配。
猜你喜欢
当代陕西(2022年5期)2022-04-19
陶瓷学报(2020年6期)2021-01-26
重型机械(2020年3期)2020-08-24
河南科学(2020年3期)2020-06-02
金融法苑(2018年2期)2018-12-07
制造技术与机床(2018年10期)2018-10-13
制造技术与机床(2018年10期)2018-10-13
工业设计(2016年4期)2016-05-04
工程建设与设计(2016年4期)2016-02-27
浙江人大(2014年1期)2014-03-20
