
振动监测在转动设备维护中的应用分析
2014-12-11 05:46钱俊峰张金箭雷普瑾长庆油田公司第二采气厂陕西榆林719000
化工管理 2014年9期
钱俊峰 张金箭 雷普瑾(长庆油田公司第二采气厂 陕西榆林719000)
一、概况
转动设备在运转过程中,机械本身的旋转运动和机械部件之间的往复运动都会产生机械振动,超过允许范围的机械振动的危害都是比较大的,导致机械振动的主要原因是反复力、松动和共振,而其中反复力的危害是最大的。长北天然气处理厂共有转动设备100余台,其中导热油循环泵P0301A(离心泵)的本体有较长时间的过大振动,污水回注泵P4004C(往复式泵)进口管线振动较大。根据振动情况对这些设备进行分析,并采取相应的解决措施。
二、振动监测简介
1.振动简介
振动是指物体或质点在其平衡位置附近所作的往复运动,振动值一般通过位移、速度、加速度来表示。
振动位移:x(t)=A s i n ωt,单位:mm,μm;
振动速度:d x/d t=ωA s i n(ωt+π/2),单位:mm/s;
振动加速度:d2x/d t2=ω2A s i n(ωt+π),单位:mm/s2。
2.常见典型振动
机械振动的直接原因一般有如下几种:转子的不平衡,对中不好,基础松动,轴承故障等原因。
3.振动故障分析诊断的任务
振动频谱图:复杂振动可以分解为许多不同频率和不同振幅的谐振,这些谐振的幅值按频率排列的图形。
振动故障分析的任务就是通过读谱图,把频谱上的每个频谱分量与监测的机器的零部件对照联系,给每条频谱以物理解释,从而由此分析出设备的状态,并由此给出设备最好的保养运行方案。
4.振动故障分析仪器
我们在日常工作中,是通过简单的测振仪来进行振动数据的录取,该设备只能简单录取振动值,不能够导出频谱等数据,对分析故障原因有一定难度。
振动监测需要能够采集各类数据,导出故障频谱图,让我们便于通过频谱图来进行分析,所以我们采用了双通道振动采集器。
5.设备振动区域分类
根据I SO10816-1,通用设备分为以下四类:
I类——发动机和机器的单独部件(典型为15K W以下的电机);
II类——无专用基础的中型机器(15-75K W);专用刚性基础上300 K W以下中型机器;
III类——刚性基础上的大型机器;
IV类——柔性基础上的大型机器;
相应的振动烈度等级为:
以上的A、B、C、D区域分别代表:
区 域 A:新交付的机器的振动通常属于该区域。
区 域 B:机器振动处在该区域通常可长期运行。
区 域C:机器振动处在该区域一般不适宜作长时间连续运行,通常机器可在此状态下运行有限时间 ,直 到有采取补救措施的合适时机为止。
区域 D:机器振动处在该区域其振动烈度足以导致机器损坏。
三、现场设备振动分析及故障诊断
我们通过对该天然气处理厂现场2类典型设备进行分析,并给出合理的故障解决方案。
1.导热油循环泵P0301A-离心泵
(1)历史振动

表1 通用设备振动区域分类
P0301A热油泵功率为75K W,转速为2975R PM;历史振动一直较大,并曾经对整个基础进行了扎筋加固,该泵的振动略降低,但幅度不大;随后更换了备用泵的电机、泵壳和泵轴,振动值均没有发生明显变化。
(2)振动分析
下图为各测试位置的振动采集数值清单:

图1 实际测得振动值现场分布图
下面为各测点的振动频谱图:

图2 电机非驱动端垂直方向

图3 电机驱动端轴向方向

图4 泵端滚动轴承处水平方向

图5 泵端滑动轴承处
从以上振动总值及频谱图可以看出:
此泵的振动总值最大在泵端滚动轴承位水平方向,达到了12.15mm/s,属于I SO10816界定的“D级区域,振动过大足以损坏设备”。
此泵的频谱图几乎都是1倍转速频率,没有其它的故障频率,从这可以判断此泵没有其它机械磨损,以及电机轴承、电机转子条,泵端轴承都没有损伤。

表2 故障分析
(3)维修措施
基础加固;
联轴器做动平衡。
(4)维修后效果分析
以上措施完成后泵运行相关数据如下:

表3 振动分析诊断前后数据对比表
由以上数据可知,联轴器做了动平衡之后,振动明显减小,减小范围在50%以上;基础加固之后,振动也有相应的减小,减小范围在20%左右。
2.污水回注泵P4004C-往复泵
(1)历史振动
P4004C回注污水三柱塞泵功率为55K W,电机转速为1480 R PM,电机频率为24.6 H z,柱塞泵的转速为164 r/mi n;此泵安装后进口管道振动很大,后加了2处支撑后,振动有了一定的下降,但是仍属于振动过大状态。
(2)振动分析
该泵进口管线振动值最大处已达35mm/s,已远远超出了可接受范围。
首先,由于此泵的主要振动来自于进口管道,因此对进口管道各处进行了共振敲击测试,各测试点振动频率如下图所示。

图6 P4004C进口管线共振分布图
其次,从该泵进口管线共振分布图可知,进口管线的多个位置共振频率非常接近于电机的转速频率,产生了共振。由于共振频率接近电机转速频率,对电机的振动频谱测试和振动值如下所示:

图7 电机非驱动端水平方向

图8 电机驱动端垂直方向
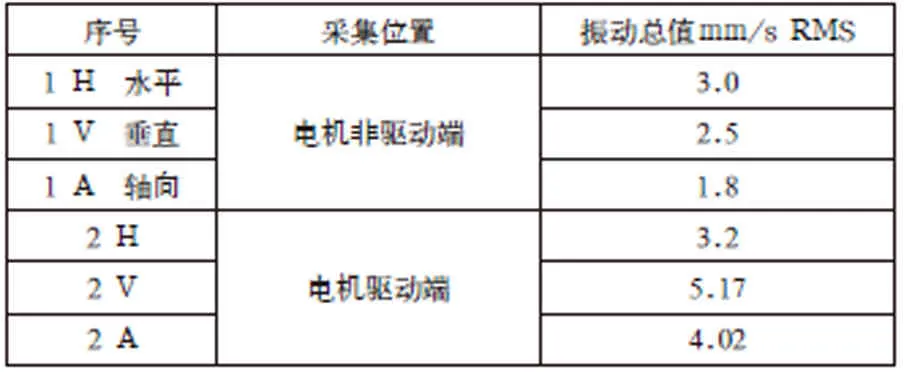
表4 P4004C电机端振动值
由上可知,P4004C泵本体的最大振动来自于电机驱动端垂直方向,最大振动值为从频谱图看出以1XR PM为主,其它频率均较低;通过检测基础及底座钢板与电机的相位差,可以确定此电机底板的刚性不良。且由此导致的偏大振动导致了管线共振大加大。
(3)维修措施
根据图示,需在图中4处共振明显点增加固定支撑,同时为了避免多台泵同时开动时的振动互相叠加放大,建议在每个泵的进口处加装弹性软接;并且需将P4004C泵的电机的底板做支撑进行加固。
(4)维修后效果分析
通过在上图所示4处共振明显点增加固定支撑,并对电机底板进行加固后,该泵进口管线的最大振动值已由35mm/s降低至5mm/s,已属于可以安全使用的范围。
结论
由上分析可知,以上三类设备:离心泵、往复式柱塞泵、螺杆压缩机均通过振动分析解决了历史故障。导热油循环泵P0301A过大振动的主要原因是由于联轴器的动不平衡和基础的不稳定,通过做动平衡和基础的加固,将振动值降至良好范围内;回注泵P4004C入口管线振动过大的主要原因是电机频率与管线共振频率一致,通过对电机基础加固和管线共振严重点进行加固,有效地降低了有害共振。
普通测振仪虽然可以测出振动的大小,但是并不能准确地分析出产生振动的根本原因,由此将会导致频繁的拆修,且不能从根本上解决振动故障;而通过运用双通道振动采集器,准确读取振动频谱图,不仅能够有效的读出振动值和位置,并能够准确发现振动方向和振动根本原因,并有效彻底的解决了故障。
[1]姜云峰等.挠性转子机械平衡的方法和准则.北京.国家质量技术监督局.1999年11月.
[2]李录平等.从振动频谱中提取旋转机械故障特征的方法.武汉.汽轮机技术.1998年2月.
[3]党捷等.振动分析技术在轴承故障检测中的应用北京.中国设备工程.2012年4月.
猜你喜欢
环球时报(2022-07-13)2022-07-13
环球时报(2022-03-14)2022-03-14
空间科学学报(2021年6期)2021-03-09
装备制造技术(2020年4期)2020-12-25
知识经济·中国直销(2018年12期)2018-12-29
测控技术(2018年7期)2018-12-09
电影(2018年8期)2018-09-21
当代陕西(2018年12期)2018-08-04
中国卫生(2014年9期)2014-11-12
电子设计工程(2014年19期)2014-02-27
