
PASSIM卷烟机组供胶系统改进
2015-01-01 02:18黄仕强
设备管理与维修 2015年11期
黄仕强 丰 林
(贵州中烟工业有限责任公司铜仁卷烟厂 贵州铜仁)
一、存在的问题
PASSIM 8K型卷烟机组供胶系统采用伺服控制供胶泵,使用过程中台达ASD-AD421-AB伺服控制器故障频繁,供胶不稳定,容易产生气泡,生产残次品烟支,而且易造成卷烟机跑条;停机率较高。伺服电机编码器精度较高,加之卷烟机生产产生的烟沫、粉尘较多,不易保养,伺服供胶泵在停产期间保养麻烦,保养不到位容易出现干胶、堵塞胶泵等问题,严重影响生产。
二、改进
1.新的供胶系统
(1)组成。针对PASSIM卷烟机组卷烟机的供胶,其目的主要是保证设备正常稳定供胶,不产生气泡,减少残次品烟的产生,而且便于维护、保养和操作。为此,自主设计、研发PASSIM卷烟机自动供胶系统,将原有伺服供胶改成重力自流式供胶,采用SMC气动隔膜泵对上胶桶进行供胶。供胶系统结构和原理见图1,压缩空气经电磁阀和节流阀进行节流调节后,进入气动隔膜阀,驱动隔膜阀工作将胶由下储胶罐泵入上储胶罐,2个液面检测传感器对上胶桶的液位进行控制,确保胶不溢出;再由节流阀对压缩空气进气压力进行调节,确保稳定供胶,不冒泡。此供胶系统保养方便,降低原伺服控制器等配件消耗,降低设备故障率,提高设备有效作业率。

图1 卷烟机自动供胶系统结构
(2)电气系统。电气控制原理见图2,启动按钮QA,电磁阀YV1接通,指示灯H1亮,气动隔膜泵工作,将胶由下储胶罐泵入上储胶罐。当胶位到达液面检测传感器SQ1、SQ2(二者并联)设定液面,则SQ1或SQ2动作,电磁阀YV1断开,停止泵胶,指示灯H1灭,随着设备生产,胶液使用消耗,30 min后(经验设定),电磁阀YV1接通,指示灯H1亮,再次泵胶入上储胶罐……依此循环,确保设备正常供胶。自动供胶工作流程见图3。
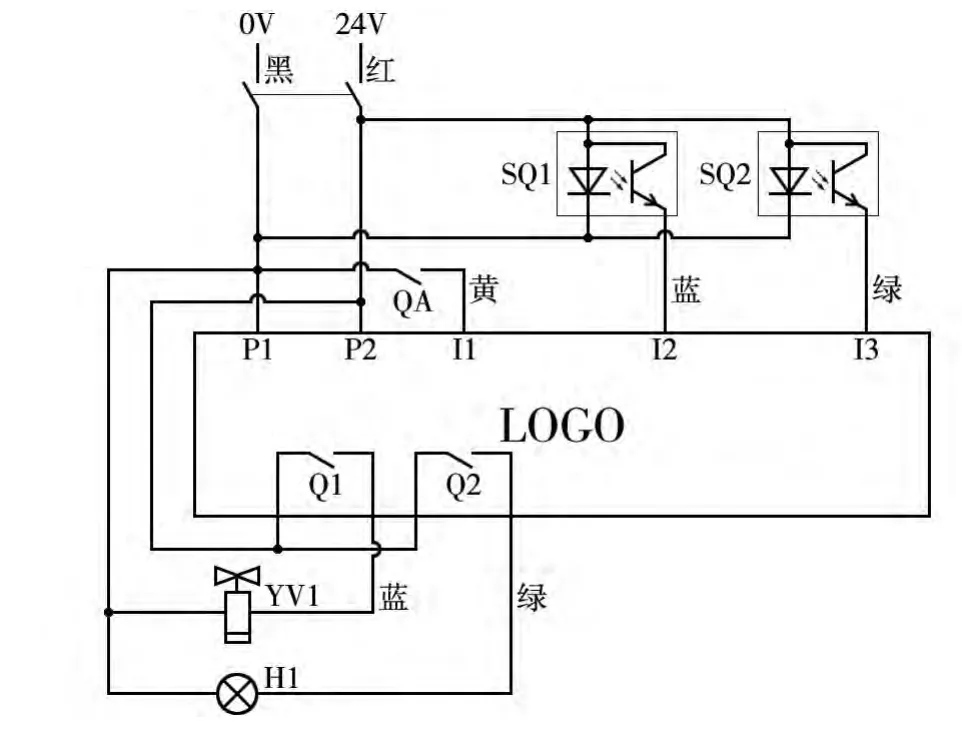
图2 自动供胶系统电气原理
2.研制专用加胶车

图3 自动供胶流程

图4 专用加胶车结构示意图
为了加规范场管理及6S管理工作的顺利进行,避免各机台各自进行人工加胶,研制专用加胶车(图4)对机组进行统一加胶。根据PASSIM每个班次用胶量,设计卷烟机、嘴机下胶罐的容量(均为30 L),确保每个台班只需加一次胶即可满足生产需求,每机组加胶时间最多约10 min。1个加胶工可轻松完成全车间各机组的加胶工作。专用加胶车的集胶罐、SMC气动隔膜泵、电磁阀、加胶枪、封枪储水罐和手推车为一体,对卷烟机组的卷烟机、嘴机下胶罐进行供胶,整个供胶过程都在封闭的方式下进行,不会出现干胶、起皮等现象。维护、保养方便。
(1)电动手推车采用可以调速的电瓶车,加胶工在推车行走过程中,可根据自己的行走速度习惯调整调速电位器8至适合自己的速度,降低加胶工劳动强度,使用方便灵活;
(2)选用 SMC PA-5210气动隔膜泵(6.5 kg/min),每台机组加胶时间为30/6.5=4.6 min,两个胶罐则需4.6×2=9.2 min,确保每机组的加胶时间(每机组加胶时间最多10 min)。
(3)加胶枪利用加油枪去掉过滤网简单改制即成,以避免胶液长时间使用堵塞过滤网。为保证每次加胶后,加胶枪内不干胶、堵塞枪管,制作1个封枪储水罐储水,每次加胶完毕后,将加胶枪插入封枪储水罐内进行封枪,确保加胶枪不堵塞(即使长时间停产也不会堵塞加胶枪)。
(4)为了便于加胶,节省加胶时间,在卷烟机、嘴机胶罐处固定敷设供气管,在气管上加开关阀控制。
三、结束语
卷烟机组供胶系统经改进研制后,供胶均匀、稳定、不冒泡、不外溢出。减少了残次品烟支的生产,降低了备品备件的消耗约7.5万元,降低设备故障,提高设备有效作业率。经几个月的运行,基本处于免维护状态。规范了产生现场,为6S管理的顺利推行奠定了基础。
猜你喜欢
科技创新与应用(2022年11期)2022-04-28
商品与质量(2021年43期)2022-01-18
科技创新与应用(2021年17期)2021-06-29
有色设备(2021年4期)2021-03-16
水泵技术(2021年6期)2021-02-16
探索科学(学术版)(2020年5期)2021-01-20
装备制造技术(2020年4期)2020-12-25
新商务周刊(2017年8期)2017-12-24
IT经理世界(2017年4期)2017-03-25
中国质量监管(2016年10期)2016-07-10
