
双动法在数控机床故障诊断中的应用
2015-01-01 02:18程寿国
设备管理与维修 2015年11期
程寿国
(江阴职业技术学院机电系 江苏江阴)
数控机床故障诊断维修方法很多,如直观法、功能程序测试法、参数检查法、部件交换法等。这些方法针对某些机床故障比较有效。而数控机床的故障非常多,难以预测。数控机床故障诊断维修本身就是一项复杂的工作,数控机床是控制技术、计算机技术、检测技术、精密制造技术等相结合的产物。数控机床故障诊断维修就是要把相关联的这些部分进行合理的分离,而最关键的就是找到故障诊断的切入点,切入点就是要通过手动操作方法来找到。
一、双动法简介
1.定义
直接按动继电器、接触器、电磁阀,手动操作变频器或者强制PLC的输出的数控机床故障诊断方法,称为手动诊断法。通过数控机床的自动方式运行、MDI(手动输入程序)方式运行,利用NC程序控制机床动作进而判断机床是否故障的诊断方法称为自动诊断法。双动法就是利用自动诊断法诊断验证机床是否存在故障、利用手动诊断法进行故障的定位的一种数控机床故障快速诊断方法。
2.数控机床电器元件的可手动操作分析
(1)低压(控制)电器元件。数控机床(以数控车床为例)电器元件很多(图1),如低压断路器、接触器、中间继电器、行程限位开关(机床侧),主轴变频器等。许多人手动操作就是操作低压断路器,区别机床的JOG(点动)方式,使得手动操作可以获得的有用信息就非常少,而接触器、中间继电器、行程限位开关和电磁阀等元器件的手动操作,往往被许多维修人员忽视。手动接通接触器、中间继电器的触点,正常情况下触点连接的电路就会导通,完成相应的动作或者接通相应的信号。根据是否有相应的动作或信号产生,可以诊断出发生故障的大致部位,进行故障的快速定位。
(2)PLC的手动运行与强制赋值。数控机床中有两个控制器,CNC和PLC。CNC主要负责位置控制,通过控制进给伺服系统实现精确定位;PLC主要负责开关量的控制,通过控制继电器、电磁阀、行程开关等实现辅助功能。在数控机床维修过程中,PLC的设置与强制操作非常重要,可以通过停止(STOP)PLC梯形图运行,强制(FORCE)PLC的输出位为“0”或“1”,接通继电器或者电磁阀来判断控制支路是否正常来进行故障诊断定位。
基本操作过程:SYSTEM→PMC→PMCPRM→SETING→PAGE↓,选择 ALLOW PMC STOP;SYSTEM→PMC→>(扩展键),选择STOP;SYSTEM→PMCDGN→STATUS,输入要强制的地址,按SEARCH,FORCE就可以PLC连接点线路导通。
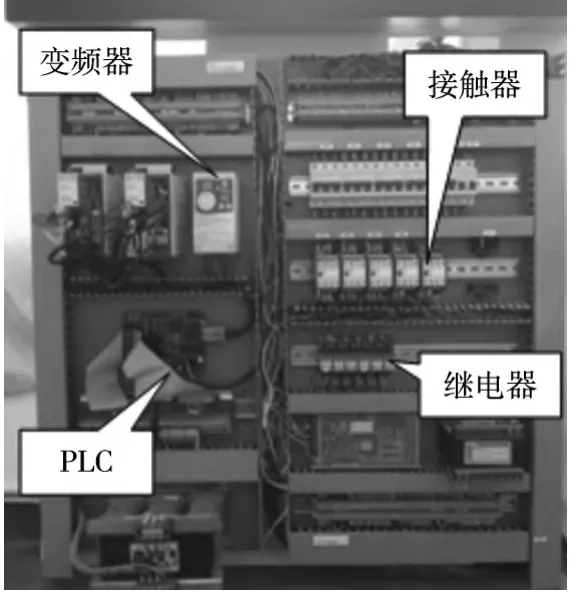
图1 数控机床电控元件
(3)变频器的手动操作(以三菱公司的S500为例)。当主轴不能旋转的时候,可以将变频器调到手动模式,指定一个频率试着让变频器运行,如果主轴正常旋转,说明变频器→主轴电机→主轴传动(主轴)的控制链路是正常的,可以推断主轴不转的原因可能是继电器、PLC或者数控编程等可能出现故障。
二、双动法应用
双动法就是手动操作与自动运行相结合,自动运行发现故障,通过手动操作分步诊断机床可能出现的故障部位进行故障定位,排除故障以后,通过自动运行进行机床维修以后的验证。以带变频主轴的数控车床为研究对象,如变频主轴故障、四工位回转刀架故障等,应用双动法进行故障分析、定位和排除。
1.主轴不转时的故障诊断(变频主轴电机控制)
手动数据输入MDI(或自动程序):
M03 S300;自动运行程序。
指令流程:(S300)→CNC→(变频器模拟输入端)→变频器;(M03)→PLC→中间继电器KA→KA触点(变频器方向控制端)变频器。
如果主轴电机不转,可以手动控制变频器运行,以变频器(主轴驱动器)为切入点,将变频器(三菱变频器S500型号)操作模式改为手动,控制变频器运行,观察主轴电机是否运行,如果主轴转动说明从变频器、主轴电机以及传动环节都是正常的,主要考虑从CNC到变频器的信号有无,从PLC到继电器的控制信号是否正常,如果再往前推就是CNC程序、PLC程序、参数是否正确;如果主轴不转,应从变频器、主轴电机、主轴传动链开始查找故障。
2.回转刀架不转动故障诊断
手动数据输入MDI(或自动程序):T0101;T0303;
指令流程:(T指令)→CNC→PLC→中间继电器KA→KA触点→KM接触器线圈→KM接触器触点→(刀架电机)电机正反转。
如果刀架不转动,可以手动推下接触器露在外面的突出的活动触头(注意用绝缘工具且推动的是正转接触器),使得接触器的主触点接通,如果刀架旋转动了,可以将故障部位定位于中间接触器KA,PLC程序和参数,CNC的参数等。如果刀架不转动,可以强制使得继电器的触点闭合,仔细观察接触器活动触头是否动作,如果接触器活动触头动作,那么应该检查接触器到刀架电机的接线、联轴器、刀架电机等部位。也可以通过强制PLC位赋值,进行继电器是否故障的判断缩小故障范围。
三、结论
数控机床故障诊断与维修这项工作是比较复杂的,由于数控机床是高度集成的自动化设备,机床的故障种类繁多,大致可以分为编程(不正确引起的)故障、操作(不当引起的)故障,机械故障和电气故障。进行数控机床故障诊断与维修关键就是故障定位,而双动法(自动运行发现故障,手动操作定位故障,自动运行校验机床是否正常)的应用,可以大大减少分析故障原因的时间,提高工作效率,尽快进行故障定位和维修。
猜你喜欢
临床骨科杂志(2022年5期)2022-03-24
临床骨科杂志(2022年5期)2022-03-24
临床骨科杂志(2022年5期)2022-03-24
设备管理与维修(2020年23期)2021-01-04
中小企业管理与科技(2019年22期)2019-09-09
电子制作(2019年7期)2019-04-25
数学大世界(2017年31期)2017-12-19
制造技术与机床(2017年3期)2017-06-23
电测与仪表(2014年15期)2014-04-04
电测与仪表(2014年8期)2014-04-04
