
基于PACROS的先进控制技术在醇酮装置的应用
2015-01-13 02:06吴涛
化工自动化及仪表 2015年10期
吴 涛
(中国石油辽阳石化公司,辽宁 辽阳 111003)
随着我国石化过程生产装置向大型化、复杂化和集成化的发展,相关企业也越来越重视生产过程在节能减排方面的控制优化[1]。
从20世纪50年代开始,逐渐发展了前馈、均匀及Smith预估控制等复杂控制系统,即当时的先进控制技术。1980年前后,Richalet J和Cutler C R分析报道了各自研究解决实时动态环境下带约束多变量耦合系统控制问题的成果,即著名的模型预测启发式控制(MPHC)和动态矩阵控制(DMC)。近年来,人工智能技术有了很大的发展,就过程控制而言,专家系统、神经网络和模糊控制是最有潜力的工具[2,3]。
相较于常规PID控制,先进控制可以改善过程动态控制的性能并减少过程变量的波动幅度,使之更接近优化目标值,保证生产装置在约束边界条件内运行,最终达到增强装置运行的稳定性和安全性、保证产品质量的均匀性、提高目标产品收率、增加装置处理量、降低运行成本、减少环境污染的目的,使得经济效益最大化[4]。先进控制的核心是模型预估控制,代表性的应用软件有DMCplus、鲁棒多变量预估控制和北京清大华亿公司的PACROS[5,6]。国内多套石化装置采用了先进控制技术,获得了不错的效果,如大连石化分公司的催化裂化装置、兰州石化的乙烯裂解炉装置及PTA装置氧化过程等[6~8]。
近年醇酮原料的市场需求量日益增长,中国石油辽阳石化公司尼龙厂建设了两套醇酮装置,采用环己烷无催化氧化法,以环己烷为原料,经贫氧空气氧化生产环己醇和环己酮混合物。为实施节能降耗优化控制,消除工艺生产瓶颈并优化操作参数,使控制平稳性加强,实现质量卡边控制,降低环己烷的单体消耗和综合能耗,中国石油辽阳石化公司组织技术力量在醇酮生产装置中,用PACROS软件开发了先进控制技术。
1 工艺流程简介
中国石油辽阳石化公司尼龙厂的两套醇酮装置是尼龙厂精己二酸生产线的中间装置,采用环己烷无催化氧化法,以环己烷作原料,经贫氧空气氧化生产环己醇和环己酮混合物。
醇酮装置划分为氧化区(包括氧化反应器与尾气和环己烷换热的热交换器)、催化剂制备区、压缩机区和塔罐区,由100#氧化工段、200#预浓缩-脱过氧化氢工段、300#蒸馏工段、400#尾气处理工段和900#公用工程5个工段组成。
醇酮装置的工艺流程如图1所示,环己烷与混合气中的氧进行氧化反应生成环己基过氧化物和少量的环己醇、环己酮。氧化反应产物经预浓缩、氧化洗涤并脱水后送入脱氧化反应器,在催化剂的作用下进行反应生成环己醇和环己酮(简称醇酮),醇酮产物经脱环己烷和精馏后,得到产品醇酮。
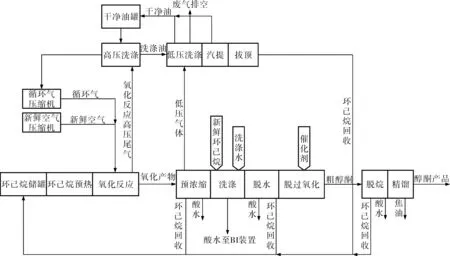
图1 醇酮装置流程简图
2 先进控制系统的构成
醇酮装置和仪表控制系统采用的是Honeywell TPS,采用PACROS软件开发的先进控制系统与DCS之间的通信是通过安装在GUS节点上的OPC服务器与先进控制运行平台上的客户端实现的。基于PACROS的先进控制系统的操作通过专门设计的操作界面实现,并在DCS上增加了监控程序。而且,基于PACROS的先进控制系统与DCS通信中断时,可自动切换至常规操作,以保证生产安全。
基于PACROS的先进控制系统由4部分构成:先进控制系统平台,实现系统管理、实时数据库、OPC通信及监视整定等;生产过程观测系统,进行不可测变量的在线计算与校正;多变量预估控制器,采用基于机理模型的多变结构通用模型预估协调控制技术[9];过程通用仿真系统,进行系统的离线仿真。
先进控制系统主要由两部分构成(图2):软测量系统,为多变量控制器提供软测量结果;多变量预估控制器,设计了200#和300#两个控制器。

图2 先进控制系统的构成
3 先进控制系统的实施
3.1 软测量系统
软测量系统实现不可测变量的实时计算,用于指导生产或闭环控制。系统设置了反应和分馏两个软测量模块。软测量采用的是机理分析模型和线性数据回归模型相结合的方法,依据工艺机理确定软测量参数的工艺计算方法,或者确定与软测量参数相关的辅助变量,然后再建立软测量模型并确定模型参数。
蒸馏工段所涉及的质量指标软测量为醇酮塔D303塔底重组分含量,工艺指标规定重组分含量不能超过1%,由于化验室每天只有一个化验数据,因此日常操作时为避免产品质量不合格,操作相对保守,存在质量过剩现象。
软测量系统上线后,通过将化验室分析数据与软测量结果的比对,对软测量模型参数进行了反复调整。经过积累较长时间的生产数据和化验数据,对其随时进行在线校正,计算结果的准确性达到了指导操作和闭环控制的要求。
3.2 200#控制器
已经经过预浓缩后的氧化混合物去洗涤塔D202进行洗涤,洗涤塔的上部为水洗段,其作用为洗去混合物中的酸性物、中性物和己酸过氧化氢,同时也有部分环己基过氧化物和醇酮溶于水中,为了回收部分有用的有机物,在塔下部用新鲜环己烷进行萃取。洗涤后的氧化混合物从塔顶排往脱水塔D203,洗涤废水排往己二酸废液处理装置(BI)。
D202的液位控制一直是工艺生产中的大问题,D202液位检测的实质是水洗段和环己烷的界面,由于测量高度有限,且洗涤水量较大,生产稍有波动就会出现液位超限的情况,而且PID回路难以投用。
200#控制器的主要目标:平稳控制水洗塔的压差和液位,改善洗涤效果,实现非线性液位控制,减少系统波动对后续装置的影响;控制水洗塔的水洗比。
200#控制器的被控变量包括D202压差CPC202、D202液位CLC210、D202液位速率CLV210和D202水洗比CRC201;操作变量包括D202液位阀位3LC210.OP和D202洗涤水3FC241.SP;干扰变量有D201塔底温度3TI201、D202塔顶压力3PI209、D202塔底压力3PI208和D202塔顶温度3TI220。
3.3 300#控制器
300#蒸馏工段的主要作用是将反应部分生成的环己醇和环己酮从环己烷中分离出来,其蒸馏系统主要由第一脱环己烷塔D301、第二脱环己烷塔D302和精馏塔D303构成。
300#控制器的主要目标:平稳操作,保证生产安全;优化蒸汽用量,实现节能降耗;控制产品质量,实现卡边操作,提高产品收率。
300#控制器的被控变量包括D301塔顶温度CTC302、S301液位CLC308、S301液位速率CLV308、D301塔底温度CTC301、D301液位CLC301、D301液位速率CLV301、D302塔顶温度CTC321、D302中段温度CTC317、D302塔底温度CTC320、D303塔顶温度CTC333、D303塔底温度CTC322、S303温度CTC345和醇酮重组分含量CAC301;操作变量包括D301塔顶采出量3FC307.SP、D301加热蒸汽量3FC302.SP、D301塔底采出量3FC313.SP、D302回流量3FC314.SP、D302加热蒸汽量3FC316.SP、D303回流量3FC332.SP、D303低压蒸汽量3FC334.SP和D303中压蒸汽量3FC339.SP;干扰变量有D301塔底液位3LC301、D301进料温度3TI226、D301回流返塔温度3TI307、D302塔顶压力3PC311、D302塔底压力3PI213、D302回流返塔温度3TI319、D303塔顶压力3PC326、D303塔底压力3PI327、D303回流返塔温度3TI340、S303液位3LC352和D302进料量3FC313。
4 实施效果
基于PACROS软件开发的先进控制系统经过半年的不断调整与完善,各项功能均达到了预期目标。先进控制系统逐步发挥了作用,主要表现在:系统自动化水平大为提高,降低了操作人员的劳动强度;改善了系统的控制性能,主要控制指标平稳性提高;质量卡边,提高了高价值产品的收率;系统运行安全平稳,并经过了实践考验。
经过标定对比,先进控制系统主要被控变量在投用先进控制时比常规控制波动方差平均减少了34%,控制平稳性有较大提升。以D303塔为例,从图3所示的趋势对比可以看出,先进控制投运后,通过调节蒸汽量3FC339,使S303温度和液位波动范围大为减小,也保证了醇酮重组分的平稳控制。同时可以看出,投用先进控制时D303整体稳定性有所提高,塔顶和塔底温度控制相对更加平稳。

图3 常规控制与先进控制效果对比
从标定结果来看,相对于先进控制技术实施前,U83和U283醇酮装置醇酮消耗环己烷的量由之前的1 052.64kg/t降低到1 049.08kg/t,降低了3.56kg/t。
从标定结果来看,相对于先进控制技术实施前,U83和U283醇酮装置的综合能耗由之前的519.04kg标油/t降低到513.65kg标油/t,即降低了5.39kg标油/t。
5 结束语
基于PACROS软件开发的先进控制作为一种多变量的基于模型的预估控制技术,与传统的单回路和多回路控制技术相比有明显的优点。中国石油辽阳石化公司尼龙厂的醇酮装置通过实施先进控制,主要被控变量的平均波动方差相较常规控制时减少了34%,装置控制平稳性加强,实现了主要产品的质量卡边控制;原料环己烷单耗平均降低了3.56kg/t;装置综合能耗平均降低了5.39kg标油/t,表明先进控制技术的实施不仅提高了醇酮装置的操作稳定性,而且在降低能耗、提高产品高附加值收率方面也有很大改善,同时获得了显著的经济效益。
[1] 吕文祥,施大鹏,黄德先,等.二甲苯精馏装置先进控制与节能优化应用[J].化工学报,2009,60(1):193~198.
[2] 王树青,金晓明,荣冈.先进控制技术及应用——第一讲 工业生产过程的先进控制[J].化工自动化及仪表,1999,26(2):61~65.
[3] 荣冈,金晓明,王树青.先进控制技术及应用——第三讲 软测量技术及其应用[J].化工自动化及仪表,1999,26(4):70~73.
[4] 薛美盛,吴刚,孙德敏,等.工业过程的先进控制[J].化工自动化及仪表,2002,29(2):1~9.
[5] 王雪松.先进控制技术在炼油装置中的应用[J].石油化工自动化,2007,43(1):42~45.
[6] 王强,刘勇,刘俊峰.先进控制与实时优化技术在催化裂化装置上的应用[J].石油化工自动化,2006,42(6):23~27.
[7] 李平,李奇安,雷荣孝,等.乙烯裂解炉先进控制系统开发与应用[J].化工学报,2011,62(8):2216~2220.
[8] 冒永生,杨开香,王丽军.PTA装置氧化过程实时优化与先进控制[J].化工自动化及仪表,2012,39(9):1128~1133.
[9] 丛松波,袁璞.一种基于模型的多变量协调控制技术[J].化工学报,1999,50(1):49~56.
猜你喜欢
选煤技术(2022年3期)2022-08-20
山西化工(2022年2期)2022-05-11
化工管理(2021年7期)2021-05-13
环境保护与循环经济(2020年4期)2020-06-08
北方人(2019年10期)2019-06-17
红领巾·萌芽(2019年3期)2019-04-18
红领巾·萌芽(2019年2期)2019-04-18
中国特种设备安全(2019年1期)2019-03-13
中学数学杂志(2016年1期)2016-02-16
青年文摘·上半月(1993年2期)1993-01-01
