刀具几何外观缺陷(外弧)对钻孔质量影响验证
2015-01-16 06:57王忠辉大连崇达电路有限公司辽宁大连116600
印制电路信息 2015年5期
王忠辉(大连崇达电路有限公司,辽宁 大连 116600)
刀具几何外观缺陷(外弧)对钻孔质量影响验证
王忠辉
(大连崇达电路有限公司,辽宁 大连 116600)
PCB作为重要的电子部件,其钻孔质量的优劣直接关系到产品性能的稳定程度,钻孔质量在电气连接特性及使用可靠性方面起着至关重要的作用。
现结合金属切削理论基础,从孔位精度、孔壁质量、刀具磨损等方面,对钻头几何外观缺陷(弧形)对产品质量的影响进行剖析。
1 理论分析
如图1所示,钻削过程即前刀面对材料的挤压变形过程,这个过程受刀具磨损度影响很大,刀具磨损度直接影响钻削热、钻削力及机械振动大小,并影响到孔位精度、孔壁粗糙度、刀具耐用度、断刀率的状态!
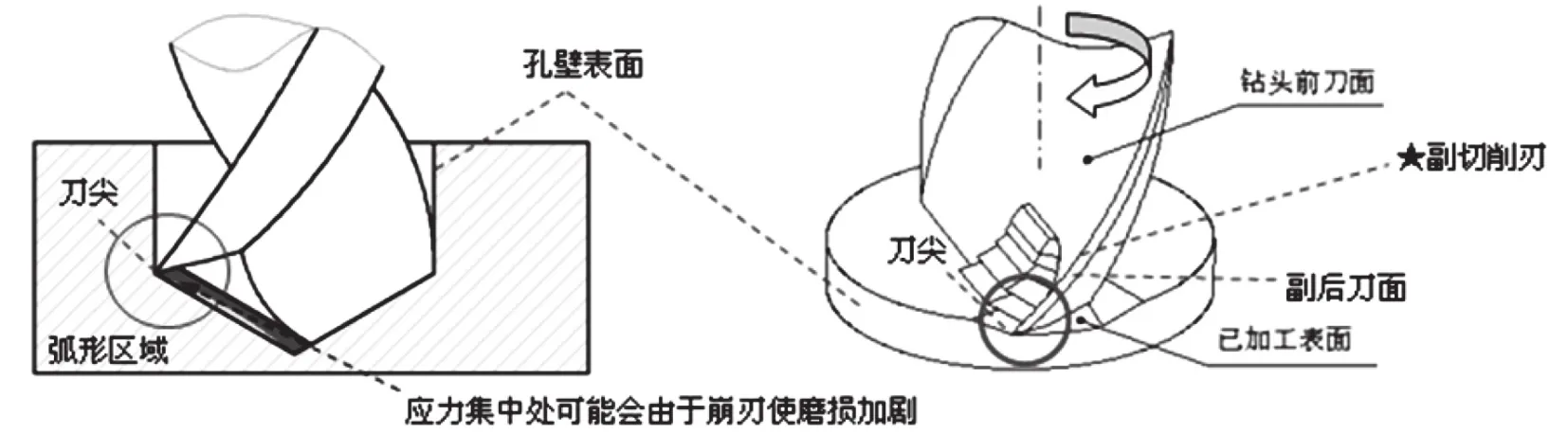
图1
在刀具主切削刃“弧形”状态下,刀尖应力变得更集中,刃口的疲劳、屈服强度都会变差,再加上刀具硬质合金的材质(HRB≥90)更容易提前发生崩刃、缺口现象,图2所示。刀具一旦发生崩刃缺口现象,磨损带会急剧扩大,继续使用会使孔壁、孔位状态急剧恶化,理论上分析这种现象在有填料颗粒的板材中应更为突出。

图2
2 验证过程
2.1 试验板材

表1 钻头几何缺陷对产品质量影响实验板情况
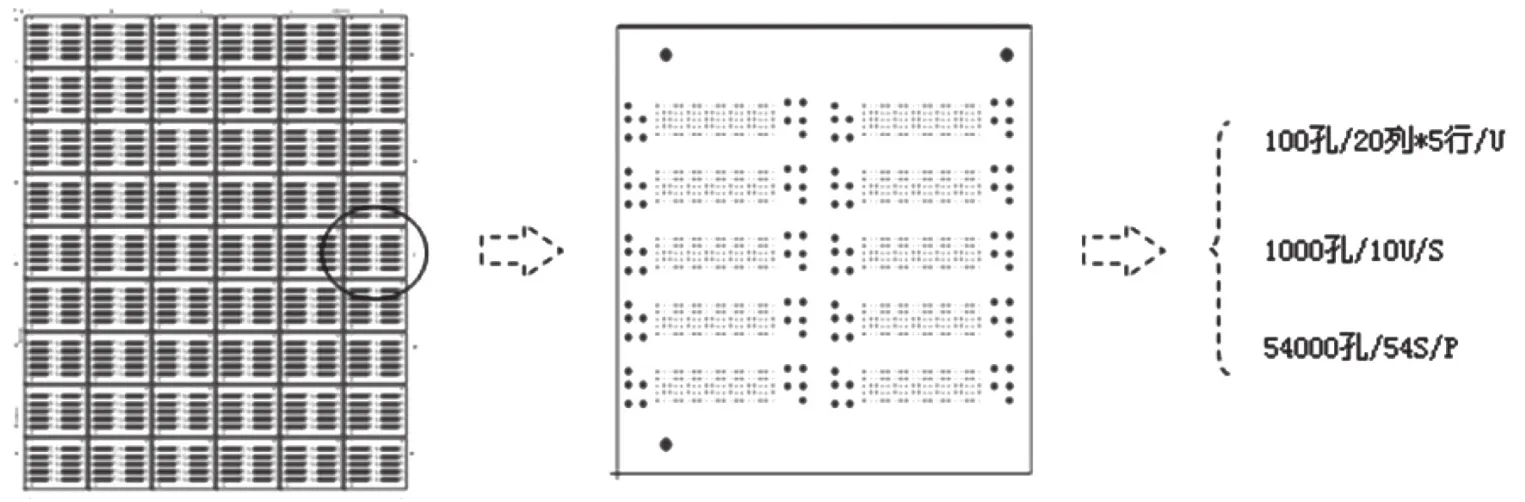
图3
2.2 试验方案
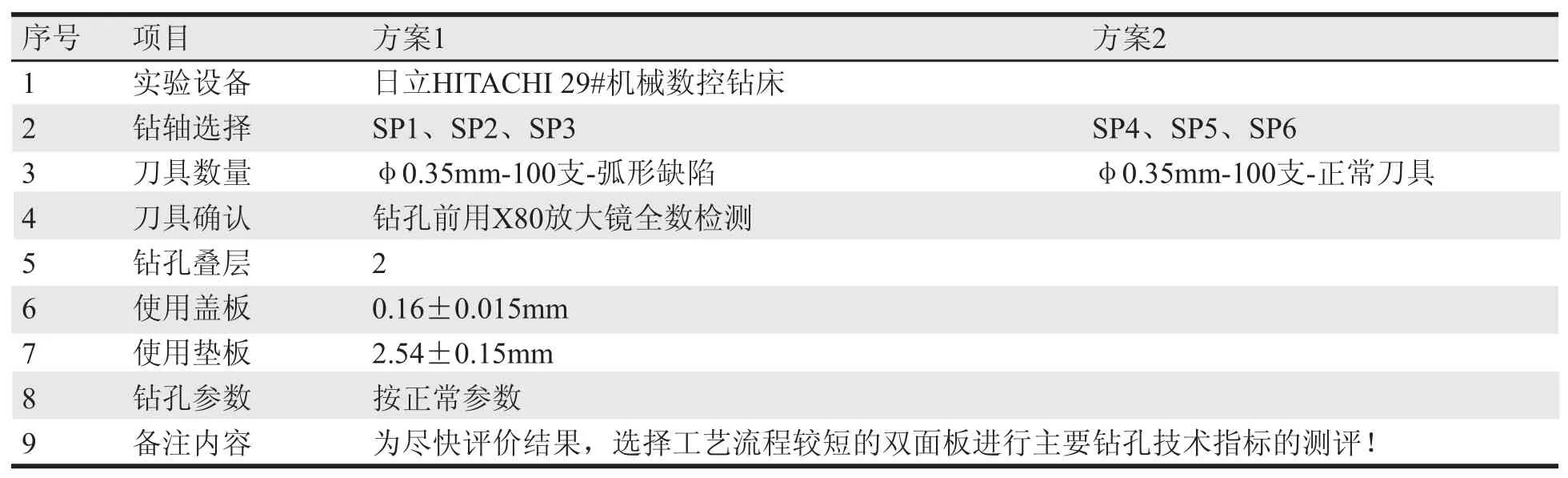
表2 钻头几何缺陷对产品质量影响的实验方案
2.3 检测项目

表3 钻头几何缺陷对产品质量影响实验检测项目
2.4 试验结果
2.4.1 孔位状态检测结果评估
检测工具:HA-1AME孔位分析仪
检测方法:使用下灯全数检测,累计12P,54000孔/P
检测标准:AVE+3SD≤50 μm,Cpk≥1.33
检测结果:下图所示
检测结论:按平均值统计实验刀具略差,二者相差13%左右!
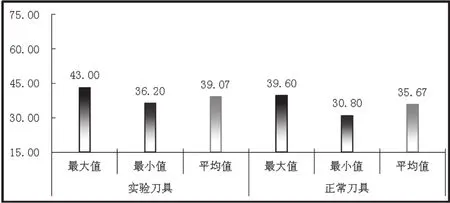
图4 实验孔位精度分析图(按AVE+3SD)
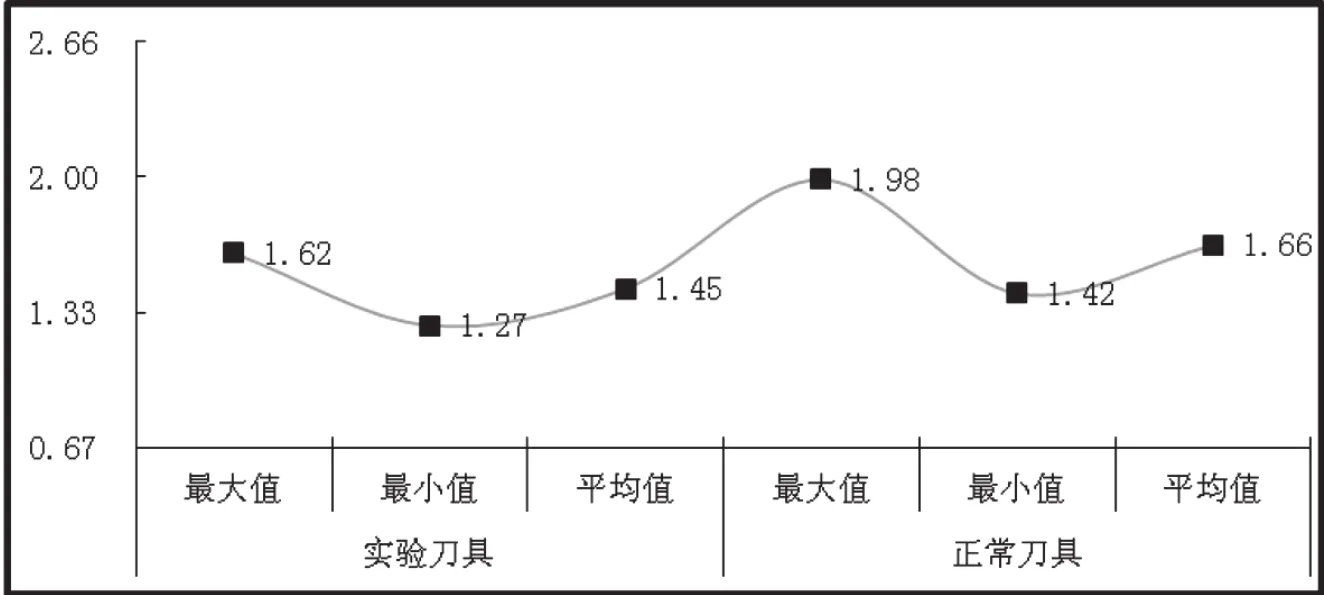
图5 实验孔位精度分析图(按Cpk大小)
2.4.2 孔壁状态检测结果评估
检测工具:X200金相显微镜
检测方法:电镀后制切片纵剖半孔,然后用X100~X500金相显微镜观察,累计216个切片。
检测标准:最大孔壁粗糙度≤25 μm
检测结果:图6所示
检测结论:按平均值统计实验刀具略差,二者相差5.87%左右!实验刀具孔壁效果例示图7、图8。
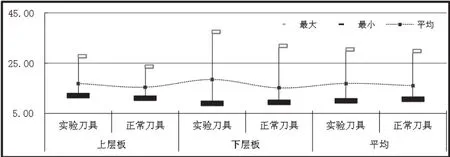
图6 实验孔壁状态分析
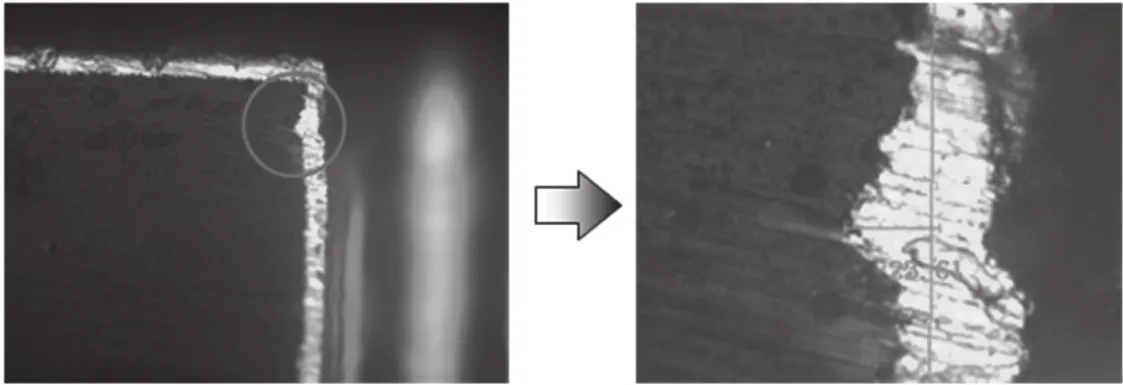
图7 上层板孔壁状态例(左X100,右X500)
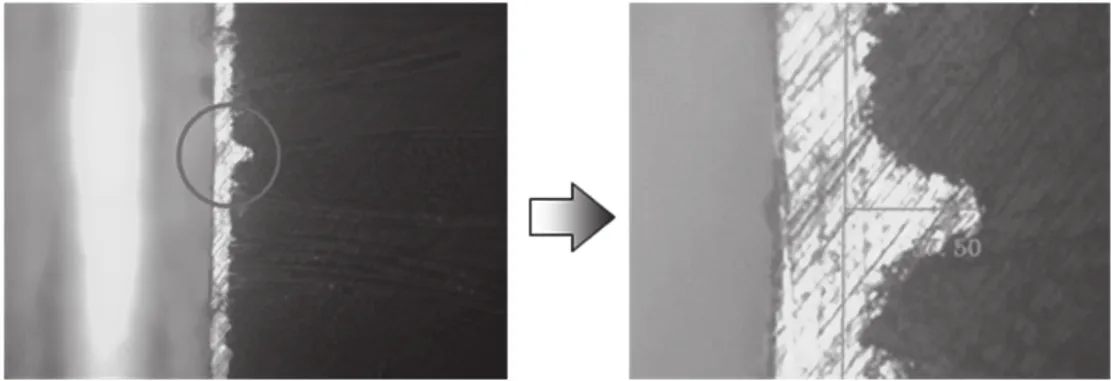
图8 下层板孔壁状态例(左X100,右X500)
2.4.3 刀具磨损检测结果评估
检测方法:钻孔后使用X80倍放大镜全数检测,数量累计200支,实验、正常各100支。
检测标准:磨损均匀,无明显崩刃、缺口,加工过程中无异常断刀现象。
检测结论:二者均有不同程度的磨损,例如图9所示。比较来看实验刀具在磨损程度、缺口方面所占比例明显大于正常刀具。正常刀具不良率约2%;实验刀具不良率约20%。
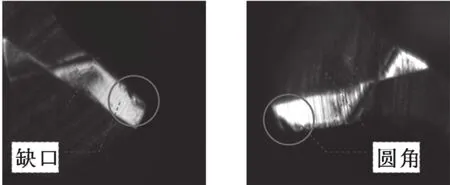
图9
3 验证结果
实验刀具与正常刀具无十分明显区别,相对比较而言实验刀具在孔位精度、孔壁状态、刀具磨损方面表现略差,其主要原因是本次实验所用的板材为普通双面板,不仅没有填料,而且铜层又较薄,因此受刀具的影响没有十分明显的体现出来,但是从实验结果来看,刀具几何外观对产品质量的影响还是很明显的!
从实验结果来看,实验刀具对产品质量确实有一定影响的,因此要求供应商严格管控刀具的各种几何缺陷,如弧形、间隙、重叠、大头、小头等是很有必要的(我们的管控手段是用X80放大镜检查结果为不可见)。
王忠辉,机加工主管,从事线路板工艺技术管理工作,主要负责开料、层压、钻孔、成型等工序的工艺技术管理、及新产品的技术开发工作。
Introduction to drilling tool geometry appearance defect (outer arc) affect drilling quality
WANG Zhong-hui
猜你喜欢
组合机床与自动化加工技术(2022年7期)2022-07-27
实验室研究与探索(2021年4期)2021-05-29
航空学报(2020年9期)2020-12-01
中外公路(2020年4期)2020-09-14
中国眼镜科技杂志(2019年9期)2019-11-11
建材发展导向(2019年5期)2019-09-09
劳动保护(2019年7期)2019-08-27
质量技术监督研究(2018年1期)2018-03-26
印制电路信息(2015年7期)2015-11-24
城市建设理论研究(2014年37期)2014-12-25