
风电塔筒生产法兰内倾度控制技术的研究
2015-01-27 01:30罗荣菊
机电产品开发与创新 2015年6期
罗荣菊
(中国水利水电第六工程局有限公司,辽宁 丹东 118301)
0 引言
风力发电塔筒是风力发电机的关键支撑部件,它是由多节圆锥形筒体,依靠法兰盘连接组成一个锥形圆筒状结构。不同机型塔筒高度不同,但总高度一般在70~80 米之间。塔筒顶部安装发电机机舱、轮毂、叶片等部件总重量可达90 吨。塔筒法兰做为连接每节筒体的连接件,其平面度(含内倾度)是一项非常重要的几何指标,它将直接影响两法兰之间的结合程度及塔筒预紧状态。在塔筒生产制造时对法兰焊后平面度的要求各发电机厂全部要求都是内倾平面。由于每段塔架是由滚制筒体和连接法兰焊接而成,如何控制塔筒两端连接法兰焊接后的平面内倾度是塔筒制作的关键环节。
1 塔筒法兰平面度技术要求
风力发电塔筒所用法兰一般为锻造法兰,材质一般不低于Q345CZ25 性能要求,整体环锻辗环成形。法兰在设计时考虑焊后平面内倾度的要求,法兰设计带加工内倾量,在锻造加工时可预做出内倾量,内倾量一般技术要求为:顶部法兰1.0±0.5mm,其它法兰1.5±0.5mm。但也有法兰在设计时不做内倾要求只做平面度要求,法兰加工制造时不做内倾是平法兰。法兰与塔筒焊接后平面度一般技术要求为:顶部法兰0~1.0mm,其它法兰0~2.0mm。内倾度顶部法兰0~1.0mm,其它法兰0~1.5mm。
法兰加工时不论预先做或不做内倾度要求其与筒体焊接后法兰平面都要求内倾,这就要求法兰与塔筒焊接要有严格的焊接工艺在焊接过程中严格控制焊接变形,保证焊后平面度内倾量达到设计技术要求。
2 影响法兰焊后平面内倾度的因素
2.1 塔筒与法兰对接坡口形式的影响
塔筒与法兰对接坡口形式在控制法兰焊后平面度变化有着重大的影响,法兰与筒体对接坡口形式一般有对称双面坡口、不对称双面坡口、单面坡口等几种形式。对于法兰颈厚度大于等于24mm 开设双面坡口,小于24mm 的开设单面坡口,钝边6~8mm。
双面对称坡口在实际生产中焊接工艺操作繁杂,在焊接过程中需多次调整焊接顺序。双面对称坡口焊接时需交替进行,先焊接内壁坡口内壁侧坡口焊接到1/3 时停止焊接,背面侧用碳弧气刨清根,焊接背面侧坡口到1/3,然后转到内壁侧坡口焊接到2/3,再转到背面侧焊接一直到背面侧焊接完毕。最后焊接内壁侧坡口剩余的1/3 焊接量。这样交替焊接,主要是控制焊接变形,并将最后一遍焊接按排在内壁侧主要是控制焊接变形达到内倾的要求。经过多次焊接,相同的焊接工艺施焊法兰焊接后平面度检测结果不是很理想,法兰外翻情况较多,焊后平面度也不能保证,焊接变形控制难度较大。通过分析主要原因在于双面对称焊接坡口,在焊接过程中筒体外壁热输入比筒体内壁热输入要多且热输入是不均匀的。造成这种情况主要是背面根部用碳弧气刨清理时有较大的热输入;背面清理时由于正面第一层焊接缺陷深度不同在清理时刨槽深度就不一致,背面第一层焊接时焊接电流、焊接速度需多次调整热输入不均匀;背面清根将正面第一层焊接有欠缺的部分清除,背面焊缝深度增大焊接坡口内填充量增大,背面的焊接热输入增大;虽然将最后一遍焊接安排在内壁坡口,但外壁焊接时产生的热输入较大且热输入不均匀,最后一遍焊接产生的热变形不能抵消背面变形量,导致法兰面易产生外翻变形。经过多次生产试验双面对称坡口焊接时多次调整焊接顺序影响了生产效率,焊后法兰平面内倾量的控制也不是很理想。
不对称双面坡口设计时大坡口在筒壁内侧,大坡口约占坡口深度的2/3。焊接时先焊接内壁大坡口,焊接到坡口内只剩余3mm 左右深度时停止焊接,然后背面坡口清根,焊接背面坡口直到背面坡口焊接完毕,最后再焊接正面坡口剩余的盖面层。这种坡口设计正面坡口一般焊接3~4,背面坡口2~3 层整条焊缝就焊接完毕。经过多次生产试验对于法兰颈厚度大于24mm 的对接坡口,采用不对称双面坡口焊接后法兰平面内倾度控制较理想都符合内倾设计要求。主原因在于在焊接过程中筒体内壁热输入比筒体外壁热输入多,最后一遍焊接放在筒体内壁正面焊接热变形产生的变形量抵消背面所产生的热变形量,使法兰平面产生内倾变形。
单面坡口设计时坡口开设在筒壁内侧,钝边6~8mm,焊接首先将正面坡口焊接完毕,然后背面清根施焊。这种坡口形式焊接完毕检测法兰平面内倾量控制比较理想。
通过多次生产试验焊接坡口设计对焊后法兰平面度有较大的影响。坡口设计时要考虑焊接时筒体内外壁热输入不同引起法兰平面度变化量不同,最终达到技术要求的平面内倾量。
2.2 焊接顺序对法兰焊后平面内倾度的影响
为保证焊接后法兰平面度达到设计技术要求,焊接顺序是非常关键的控制因素之一,在实际生产中需根据焊接变形情况适时调整焊接顺序,最终达到设计技术要求。对于相同的坡口,焊接顺序不同,焊后法兰平面度的变形量也是不同的。以目前我公司生产的1.5WM 风力发电机组基础环上法兰焊接生产试验检测结果说明焊接顺序对法兰平面度的影响。

图1 法兰设计技术要求AFig.1 Flange design requirement A
基础环上法兰设计要求见图1、图2。法兰与基础筒体焊接完毕后平面度≦2.0mm,内倾度0~1.5mm。考虑法兰焊接后内倾度的要求法兰在加工时预做了1.0±0.5mm的内倾量。
焊接生产试验:整个坡口焊接完毕共需焊接7 层,内壁正面坡口焊接4 层,外壁背面坡口清根后焊接3 层。
第一次焊接生产试验焊接顺序:先焊接内壁第1、2、3 层,然后背面清根将背面焊缝3 层全部焊接完毕,再焊接正面剩余的盖面层。焊接顺序见图3。

图2 法兰设计技术要求BFig.2 Flange design requirement B
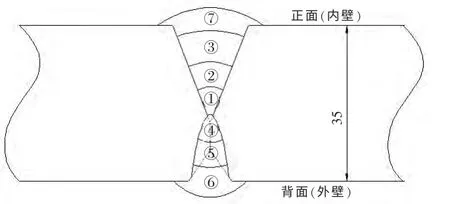
图3 法兰与筒体环缝焊接顺序Fig.3 Flange and cylinder girth weld sequence
焊后工件冷却用激光平面检测仪检测法兰平面,共检测27 组数据。法兰平面度与内倾量如图4 和表1 所示。
以上检测数据表明法兰平面全部内倾,最大内倾量3.52mm,法兰端面的平面度4.299mm,内倾量与平面度都超过了设计要求。此焊接顺序主要是考虑焊接后使法兰面形成内倾的变形,由于法兰加工时预做了内倾度,两次产生的内倾叠加量使法兰面的内倾量超过了设计1.5mm 的要求。
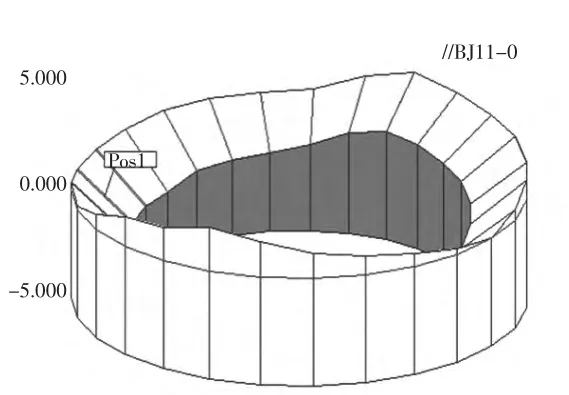
图4 法兰平面度与内倾量Fig.4 Flange flatness and introversion amount

表1 法兰平面度与内倾量数据Tab.1Flangeflatnessandintroversiondata
检测结果法兰平面全部内倾,内倾量最大值1.14mm,平面度1.624mm,内倾量与平面度都符合设计要求。通过多次生产试验,焊接顺序对焊后法兰平面内倾量有重要的影响,在实际生产中要随时检测及时调整焊接顺序以保证焊后法兰平面内倾量符合设计技术要求。
2.3 焊接方法对法兰平面内倾量的影响
法兰平面变形主要是由于焊接热输入引起的应变所产生,不同的焊接方法因其施焊的焊接参数不同所产生的热输入就不同,引起的应变就不同,可以用焊接线能量来表示。电弧加热工件的功率Q=ηUI。其中:η—电弧加热工件的热效率系数(手工电弧焊0.77~0.87,埋弧自动焊0.77~0.99,CO2气体保护焊0.66~0.69);U—电弧电压(V);I—焊接电流(A);焊接线能量E=Q/ν(J/cm);ν-焊接速度(cm/s)。
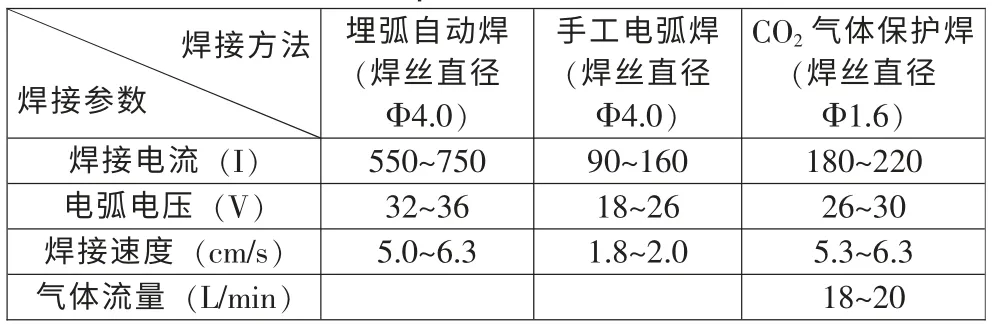
表2 法兰与筒体焊接常用焊接方法工艺参数Tab.2Flangeandcylinderweldingmethodsprocess parameters
η 取范围平均值:手工电弧焊取0.82,埋弧自动焊取0.88,CO2气体保护焊取0.675,计算各种焊接方法焊接线能量如下:埋弧自动焊焊接线能量范围为:2612.1~4488J/cm;手工电弧焊焊接线能量范围为:811.8~1603.6J/cm;CO2气体保护焊焊接线能量范围为:540~784.5J/cm。通过焊接线能量数值表明CO2气体保护焊焊接热输入低,引起的焊接应变小,埋弧自动焊焊接热输入大,引起的焊接应变也大。在实际生产中由于CO2气体保护和手工电弧弧焊是人工操作焊接,生产效率低、焊接缺陷出现率高,一般不采用。为提高生产效率降低焊接缺陷发生率,塔筒生产制造全部采用埋弧自动焊进行焊接。
2.4 焊接工艺参数对法兰平面内倾量的影响
焊接工艺参数也是影响法兰平面内倾量的重要因素,在法兰与筒体焊接生产试验过程,在其它各项工艺都不变的情况下,调整焊接电流、电压、焊接速度,焊后法兰的内倾量与平面度也是不同。法兰与筒体焊接生产前需进行焊接试验确定最优参数确保焊后法兰内倾量。目前法兰与筒体的环向焊缝采用埋弧自动焊焊焊接,通过多次生产试验确定焊接参数如表3 所示。

表3 埋弧自动焊焊接参数Tab.3Submergedarcweldingparameters
2.5 其它因素的影响
在塔筒生产过程中为了使法兰的平面度与内倾量不受筒体其它筒节组装焊接影响,在筒体组焊过程中首先将法兰与之相对接的筒节组焊完成,其它筒节组焊成一个较大的整体,最后再将本段筒体两端带法兰的筒节与筒体组装焊接,减少在组装焊接这程中对法兰平面度与内倾度的影响。
3 结论
通过大量风电塔筒生产,我们掌握了风电塔筒制作法兰平面内倾度产生的原因及影响因素,在实际生产中需制定合理的焊接坡口、焊接工艺、焊接顺序、焊接方法,并在生产中根据检测情况及时调整,是保证法兰焊后平面内倾量的关键。对于法兰平面内倾量不合格的产品采用火焰加热进行校正,最终保证产品质量。
[1]付荣柏.焊接变形的控制与矫正[M].机械工业出版社,2006.
[2]陈祝年.焊接工程师手册[M].机械工业出版社,2002.
猜你喜欢
中国金属通报(2022年1期)2022-06-02
锻压装备与制造技术(2021年2期)2021-07-19
化工管理(2021年7期)2021-05-13
水泥技术(2021年2期)2021-04-20
农村实用技术(2021年1期)2021-02-27
学生天地(2020年20期)2020-06-09
知识经济·中国直销(2017年3期)2017-04-16
海外星云(2016年7期)2016-12-01
大型铸锻件(2015年4期)2016-01-12
应用科技(2015年5期)2015-12-09
