延伸公差位置度检测方法研究
2015-03-06 07:13席大佛王永恒
黑龙江科学 2015年1期
席大佛,王永恒
(中航工业东安质量保证部,哈尔滨 150066)
1 概述
几何公差标注是产品几何技术规范系列标准中重要的标准链环,涉及形状、位置和跳动公差的标注,规定了基本概念、基本要求和相应的定义和解释。其中位置度的公差类型为位置公差,表示符号:。测量方法常采用三坐标测量机完成。本文主要对某型机进气机匣孔位置度带有延伸要求的检测方法进行解读及评价。
2 检测任务
进气机匣待测量孔位置度的基本结构如图1所示。该Φ3.5的孔为倾斜孔,孔右端距离右侧端面为129.6mm,距离进气机匣中心线为74.5mm,孔径中心线与进气机匣中心线水平夹角为25°。对于孔口,有该孔中心线至流道的延伸位置度要求:由于该孔所处的位置比较特殊,采用普通的加工方法难以实现。结合工厂实际情况,采用电脉冲加工Φ3.5的孔,能够达到良好的效果。延伸公差带的限定范围只包括被测要素的延伸部分,不包括被测要素本身。一般用于带有装配要求的部位,以避免装配干涉。对于评定基圆的形成,有如下评价方式:
第一,最小区域评定基圆M Z C I:包容圆度轮廓,且半径差为最小的两同心圆。
a.外最小区域评定基圆:实体之外的最小区域的评定基圆。
b.内最小区域评定基圆:实体之内的最小区域评定基圆。
c.平均最小区域评定基圆:最小区域评定基圆的算术平均圆。
第二,最小二乘评定基圆LSCI:使各局部圆度偏差平方和为最小的圆。
第三,最小外接评定基圆MCCI:外接圆度轮廓的最小可能圆。
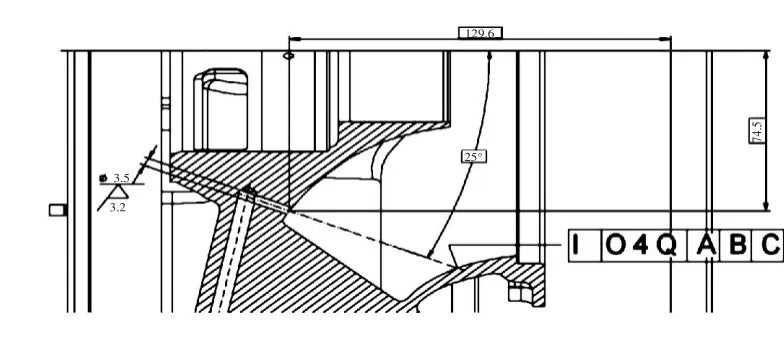
图1 Φ3.5孔的位置度要求Fig.1 Location requirements of the 3.5 hole
然而被测要素的延伸部分和被测要素本身有着不可分割的关系,为了在实际测量中具有可操作性,有如下几种方案可供选择:
方案1∶直接测量交点位置。根据已知条件计算出孔口中心线与流道交点位置坐标,采集该点的实际位置点,与理论位置点进行比较,所得差值经过处理即为延伸公差的位置度要求。
方案2∶在Φ3.5孔内插入量棒,进行测量。要求该量棒能够和内孔有一定紧度,保证在测量时不至于因为测量力施加在量棒上而产生松动,影响测量结果的准确性。
方案3∶测量转换。将对孔的延伸公差要求的位置度进行转换,采用其他等同的、易测量的方法,评定出位置度。
针对以上方案,方案1主要关注的是交点位置,而交点位置的得出是根据由前期理论计算所得出的。测量该点的实际位置坐标而忽略了Φ3.5孔的实际状态,该点的合格与否只能证明流道上的该点是否满足设计要求,并不能说明Φ3.5孔的任何状态。故方案1予以否决。对于方案2,可以测量到量棒延伸出孔口部分的位置度t',延伸出的量棒位置度可用如下方法确定:首先确定Φ3.5孔距离流道的距离L(如图2所示),量棒被测部位至孔口距离L',则待测量的位置度为∶
图2 延伸量棒的位置度确定Fig.2 The determination of the position of the rod degree atelongation stick
在实际测量应用中,评价量棒L'位置处的位置度。此种方法具有较强的操作性。对于方案3,需进行测量转换,在此提供一种具有可操作的方法:如图3所示,采用方案2中,在Φ3.5孔内插入量棒,对量棒中心线与水平线的夹角进行评定。若其夹角控制在25°±α,即评定为合格。此种方法也得到较好的应用,可与方案2相互校验。量棒的偏差角度α为:
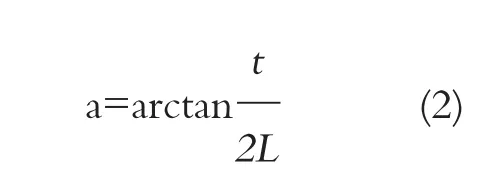
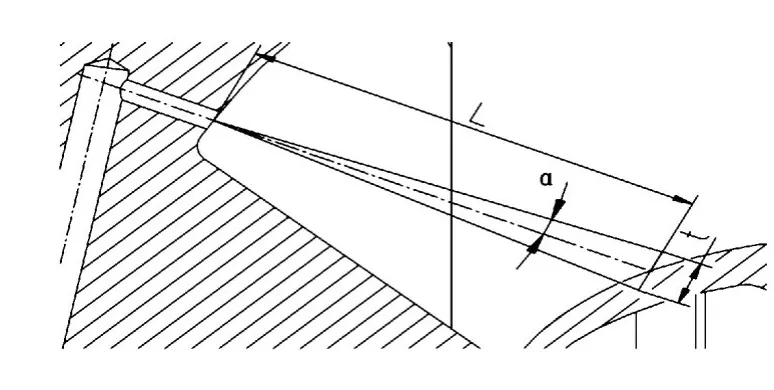
图3 位置度转换Fig.3 Conversion of the location
3 结论
本文针对某型号进气机匣中出现的带有延伸公差要求的孔位置度测量方法进行论述,并对测量过程中可采用的方案进行详细论证,从中筛选出合理、经济的测量方法,保证产品检测的准确性,使其能够满足产品检测生产要求。
[1] 全国产品几何技术规范标准化技术委员会.产品几何技术规范(GPS)国家标准应用指南[M].北京:中国标准出版社,2010.
[2] 《航空发动机检验技术手册》编委会.航空发动机检验技术手册:上[K].北京:航空工业出版社,2008.
[3] 李在田.检测技术手册[K].北京:国防工业出版社,1994.
猜你喜欢
中国材料进展(2022年4期)2022-05-13
水电站机电技术(2022年4期)2022-04-18
航空发动机(2020年3期)2020-07-24
航空维修与工程(2020年3期)2020-04-10
装备制造技术(2019年12期)2019-12-25
城市道桥与防洪(2019年5期)2019-06-26
装备制造技术(2017年5期)2017-06-26
制造技术与机床(2017年3期)2017-06-23
中外医疗(2015年5期)2016-01-04
浙江理工大学学报(自然科学版)(2015年5期)2015-03-01