MES在航天复合材料产品科研生产管理中的应用
2015-03-16 05:24航天材料及工艺研究所梅立等
航天工业管理 2015年9期
◎航天材料及工艺研究所 梅立等
MES在航天复合材料产品科研生产管理中的应用
◎航天材料及工艺研究所 梅立等*
针对当前航天复合材料生产过程中存在的问题建立了复合材料车间制造执行系统平台。通过制造执行系统的运行和实施,大幅提高了车间的科研生产管理水平和效率,为车间实现精益制造奠定了基础。
近年来,航天科研生产任务不断增加、产品复杂程度越来越高、新产品研制周期缩短等对生产车间的科研生产管理能力和水平提出了更高的要求。航天材料及工艺研究所承担的复合材料产品具有批量小、种类多、精确配套困难、工艺复杂、生产周期长等特点,虽然通过不断增加人力、设备、扩大资源等方式来提高产能,但仍存在一些问题:
一是车间计划管理过于粗放,且车间紧急插单严重,人为主观干扰因素太多,导致计划作用不大,时效性较差;二是人工收集效率低、工作量大,且收集的信息具有滞后性;三是问题反馈机制不健全、信息传递的层次多,无法及时解决问题,导致延误生产进度,甚至影响产品交付;四是复合材料工艺复杂,手工作业人为因素多,质量问题反馈不及时,造成产品质量追溯困难,无法对影响产品质量的原材料、工艺、设备等因素进行统计分析;五是热压罐为复合材料制造关键设备,固化任务繁多,但由于排队、插队现象导致热压罐计划安排时效性差、计划混乱,这也是复合材料制造过程中的瓶颈问题。
为此,研究所根据中国航天科技集团公司提出的“数字航天”发展战略以及中国运载火箭技术研究院“铸造全新数字化研究院,提升核心竞争力”的战略目标,结合自身特点,积极探索信息化建设途径,应用信息化手段解决科研生产管理中的难题,以实现航天复合材料产品的精益制造。
2013年5月,研究所以结构复合材料中心为试点,组建了制造执行系统(MES)建设团队,建立了以MES项目为主导的科研生产管理平台,并研究计划管理、进程管理、问题反馈机制等,以解决传统复合材料车间在科研生产管理过程中存在的效率低、管理粗放、管理水平低等问题。
一、建设MES管理平台
MES能完成从计划接收到产品出库的全生产过程管理,其设计思路为自顶向下全面梳理业务流程,详细进行需求调研,确定系统需求模块,然后根据模块逐层深入,直至进行每一个功能界面的设计,进而得到详细的需求报告,并针对需求制定系统的解决方案、子系统划分、功能模块、功能界面、数据存储以及整个系统的运行和推进规划等。
1.MES建设思路
研究所针对当前航天型号面临多型号并举、多批混合、多类型产品交叉的特点,从自身产品特点和科研生产需求出发,明确了复合材料车间MES建设思路:
以车间计划为源头和主线,实现车间制造过程中的产品、计划、工艺、质量、设备五类信息的综合集成,进而开展产品工序级的精益生产与管理,同时进行质量及生产问题的实时反馈。在此基础上完成生产进度、工时、班组任务完成率、质量分析与统计、热压罐关键设备管理、车间日常管理等的统计分析,以提高车间科研生产管理水平和效率。
2.MES实施流程(见图1)
针对车间承担的复合材料生产特点、工艺流程、设备资源情况、班组情况等,重点梳理计划管理、生产派工、计划执行、热压罐管理、问题反馈等业务流程,打通流程间的数据传输,确定功能模块建设的优先次序,然后进行详细的需求调研以及制定详细的设计方案,再根据方案进行软件开发、测试、实施和推进等工作。
根据车间承担的型号多、技术状态复杂、批次多、计划调整多、生产周期长、涉及的设备类型多等特点,研究所经过2个月的调研,决定首先解决计划、工艺和进度问题,然后根据一期实施效果和问题再制定二期与三期实施策略,通过三期的建设使车间实现全方位信息化管理和精益生产的总目标。
3.MES技术方案(见图2)
综合分析复合材料产品生产流程以及车间与所级单位、外协单位业务关系,建立以计划为数据源头和主线,以计划、工艺、进程和质量管理为核心模块的车间信息管控平台,指引生产制造全过程,包括计划下达、工艺编制、生产订单、开工/完工汇报、质量检验等各个阶段管理过程控制,精确追踪各层次产品状态以及物料使用过程,力争实现各个环节无纸化作业。
车间计划管理包括纵向军品计划、横向军品计划、预先研究计划和临时计划四大类型。MES系统的计划管理模块设计来自于所级企业资源管理(ERP)系统,但由于所级ERP还没有正式上线运行,所以目前纵向军品计划是根据科技处下发的季度计划进行分解和整理,再形成逐级细化的车间季度、月度和周计划;车间横向军品计划、预研计划和临时计划分别由横向计划、预研计划管理员进行整理和导入,再形成逐级细化的车间、班组计划。MES系统通过产品交接路线将计划直接下发到班组,形成班组的季度计划、月度计划和周计划,班组再根据生产计划进行生产订单、外协计划等生产活动。由此,实现了由上至下、由粗到细的计划管理模式,适合当前航天复合材料车间的生产管理需求。

图1 MES系统实施流程
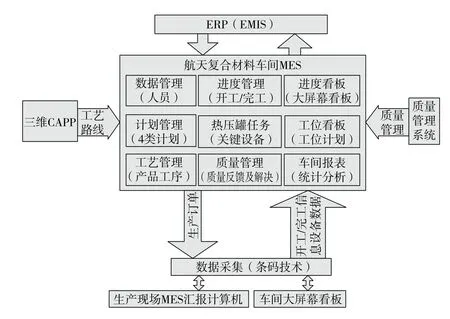
图2 MES技术方案
工艺管理模块主要包含工艺编制、计划转生产订单、工艺流程卡打印、工艺流程卡调整等功能。编制工艺包含工序名称、工序的工作中心、工序的责任班组、工序操作主岗和工时信息等。车间工艺人员完成工艺编制后,调度员应用计划转生产订单功能产生工艺流程卡,形成带有条形码的工艺流程卡片,便于操作主岗进行工序开工/完工汇报。如果已完成工艺编制,在出现设计变更或工艺变更时可以进行工艺调整,待工艺调整完成后替代原有基准工艺。编制工艺路线方案如图3所示。
计划执行及跟踪是MES的主要部分,依据工艺人员编制的工艺流程卡进行车间层面的计划执行及跟踪。车间操作主岗接收到工艺流程卡后根据主管工艺要求确定开工时间、工序开工时间,操作主岗在生产现场配置的触摸屏上应用条形码身份识别进行开工/完工汇报、问题反馈等,并记录生产过程中应用的原材料、工艺等设备信息,实现工序级计划跟踪及可追溯管理,从而及时发现生产过程中的质量问题,为后续质量问题分析和责任追究提供证据支持。最后,车间汇总所有型号任务进度及问题情况,形成车间生产进度看板和问题反馈看板。
质量反馈机制。车间实际生产过程的复杂性和某些不可预测因素,如工装异常、原材料质量问题、设备故障与检修、产品质量问题、工艺设计问题等,将使产品的生产进度受到一定的影响。传统方式是通过电话或邮箱进行反馈,一般由操作主岗传递给主管工艺员再传递给班组长,最后由班组长通知车间,过长的信息反馈周期将使信息在传递过程中出现偏差或遗漏。为解决这一问题,研究所专门制定了质量问题反馈机制,一旦在生产过程中出现问题,操作主岗可以通过该反馈模块记录问题发生的时间、原因、现象描述等,然后根据问题类别发送给相关人员,相关人员在接收到问题后立即处理并及时反馈解决方案和建议等,进而形成快速解决问题的闭环管理机制。

图3 编制工艺路线方案
报表统计分析。车间领导层及管理层经常需要获取生产过程中的各类生产数据,传统方式是通过各个班组上报所需要数据,然后由生产管理层进行汇总分析,这样很难准确判断数据的真实性。目前MES系统中专门增设了报表统计分析模块,分别对车间四大类计划执行情况、产品研制进度、班组计划任务完成率、班组质量问题等数据进行统计和分析,并按照月、周、日三类时间,以表格的形式显示各个班组总计划数、已完成计划数、未完成计划数、未完成原因、质量问题等,以清晰明了地掌握各个班组的生产情况。
热压罐计划管理。热压罐是研制复合材料产品的必需设备,主要用于产品的固化或吸胶。
目前研究所车间共有6台热压罐,可以固化不同尺寸、温度和压力需求的产品。一般固化一个产品在8~24小时左右,而每周都有几十个待固化或吸胶任务,由于设备少、任务多,排队、插队现象已成为常态。针对这一现象,MES一期完成了热压罐固化计划管理,通过对产品固化工艺参数、产品本身的结构尺寸信息、热压罐本身工艺参数三者间的数据分析、统计,自动判断可以同时进行一个热压罐固化的产品,达到一罐多任务固化的目的,以提高热压罐利用效率,降低制造成本。
二、实践效果
目前MES已在航天材料及工艺研究所结构复合材料中心南苑地区全面应用,包括纵向军品、横向军品、预研等四大类计划都已应用MES进行科研生产管理,有效提升了车间对科研生产管理的能力和效率,解决了传统科研生产管理中存在的计划管理粗放、进度掌控困难、质量信息传递不畅等问题,提高了质量问题管控能力和处理效率,具体体现在以下几个方面:
一是应用MES实现了航天复合材料产品制造过程全流程监控和精细化管理。通过开发具有航天特色的复合材料MES平台,以计划下达—生产派工—计划执行—车间汇报—过程跟踪监控—现场问题反馈—统计分析的信息化管理路线,将生产过程中各个环节的信息和数据串联起来,实现了制造过程的全流程监控和精细化管理,使计划执行效率提高约20%。
二是应用复合材料热压罐计划管理有效降低了产品的制造成本,减少了能耗。热压罐计划管理通过对产品进度、产品尺寸、固化温度和压力等参数的计算统计进行统筹,达到了一罐多任务固化的目的,平均提高热压罐利用率约30%,降低制造成本及能耗约30%,并自动产生热压罐计划可视化看板,改变了传统热压罐计划混乱、时效性差、安排不合理的现象。
三是建立了MES质量问题快速反馈机制。一旦在产品制造过程中发现质量事故,检验人员可以通过问题反馈模块填写质量事故详细描述、建议等,再提交给相关责任人,责任人需在30分钟内到达现场进行处理,并在系统内回馈初步解决方案,进而形成了质量问题闭环管理机制,解决了产品质量追溯困难的问题,提高了质量问题管控和处理效率。另外,通过长期数据积累,MES可以形成质量分析报告,并根据质量事故类型有针对性地进行预防和改进。
四是针对复合材料工艺过程复杂、周期长等特点,开发了复合材料产品研制进度汇报和可视化看板,通过工序级的汇报,型号任务反馈率由60%提升到100%;通过可视化看板实现了高效率掌控产品研制进度,解决了信息采集困难、效率低的问题。
目前,MES尚未全面实现现场信息化,下一步航天材料及工艺研究所将借助航天信息化发展契机,加强工艺及生产精细化建设,保障MES人员、设备等配套资源,积极推进该系统在全所各个车间/事业部的应用,并逐步完善系统之间数据的集成传递,为构建精益化制造体系奠定坚实的基础,从而打造出具有航天特色的复合材料精益生产车间。◀
*其他作者:郭鸿俊、王绍强、姜琦、林娜、张晨、刘琼、李坤远
猜你喜欢
中国特种设备安全(2022年6期)2022-09-20
建材发展导向(2022年2期)2022-03-08
智能制造(2021年4期)2021-11-04
陶瓷学报(2021年4期)2021-10-14
建材发展导向(2021年14期)2021-08-23
塔里木大学学报(2020年4期)2021-01-13
今日农业(2020年23期)2020-12-31
民用飞机设计与研究(2020年1期)2020-05-21
民用飞机设计与研究(2020年1期)2020-05-21
模具制造(2019年3期)2019-06-06