四辊MLK3450型矿渣立磨的开发与应用
2015-03-26 18:53杨劲松景蔚然李炜炜于明李纯铸
中国高新技术企业 2015年3期
杨劲松 景蔚然 李炜炜 于明 李纯铸
摘要:最近几年,新建的矿渣制粉企业开始普遍采用年产60万吨的矿渣微粉生产线。四辊MLK3450型矿渣立磨是与之相配套的立磨产品。文章重点介绍了开发MLK3450型矿渣立磨过程中的设计难点和投产运行情况。
关键词:四辊矿渣立磨;矿渣微粉;立磨设计;矿渣制粉企业;投产运行 文献标识码:A
中图分类号:TQ172 文章编号:1009-2374(2015)03-0050-03 DOI:10.13535/j.cnki.11-4406/n.2015.0217
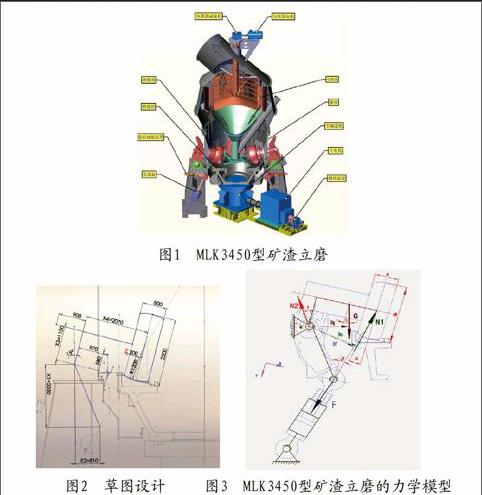
四辊MLK3450型矿渣立磨集矿渣的烘干、粉磨、选粉可将炼铁所得的副产品“矿渣”粉磨为比表面积达420m2/kg的超细矿渣微粉产品,其设计产量达90t/h,与目前市场需求较多的年产60万吨矿渣微粉生产线相配套。其主要结构如图1所示,本文着重介绍该型号立磨的设计开发和投产运行情况。
1 四辊MLK3450矿渣立磨主要结构参数的确定
立磨的主参数包括磨辊直径、磨盘外径、磨辊宽度、磨盘转速、筒体直径、磨盘瓦衬板的曲率半径、磨辊的曲率半径以及分离器的直径和高度等。磨辊从三个大辊变为四个小辊并不像听起来那么简单,这意味着磨机碾磨机构的完全变化。磨机的主参数已经不能再通过以往三辊立磨设计所得的经验来推导,需要根据设计目标重新分析各个设计变量之间的关系从而找出最佳的参数组合。以磨盘和磨辊的曲率半径设计为例:相对于三辊矿渣立磨而言,四辊矿渣立磨的辊子直径和宽度都变小了,而磨盘的碾磨直径没有变化。为了弥补辊子变小导致的产能损失,就要加大辊子的曲率半径从而提高矿渣通过磨辊碾磨区的速度,但是过大的曲率半径又会导致磨盘与磨辊之间的楔形碾磨区产生压力释放从而降低碾磨效率。又例如受到辊子变小的影响,四辊矿渣立磨的主支臂悬臂长度会有所增长,主支臂增长以后不但会导致该零件重量的增加还会提高主支臂销子处的应力水平。反之,如果主支臂的悬臂长度过短,会导致立磨主支架的结构过于紧凑,给检修立磨减速机带来困难。为了解决各个设计变量之间的矛盾,找出设计空间中的相对更合理的设计变量,设计过程中采用了自编设计程序与变量草图相结合进行反复试算的方法完成了矿渣立磨的主参数方案设计工作。如图2。
2 关键承载部件的设计
四辊MLK3450型矿渣立磨的关键承载部件包括主支臂、加载臂、主支臂销和磨辊主轴。根据以往设计经验和整机的结构要求,先初步设计出个各主要部件的结构尺寸并采用Solidworks软件建立起三维模型,再结合有限元分析的结果对原模型做适当的优化,最终确定各关键部件的结构尺寸。
根据MLK3450型矿渣立磨的实际工作情况,确定了两种恶劣工况:
工况一:正常工作状态,设料层厚度为10mm,张紧液压缸达到最大拉力。
工况二:极端工作状态,无料层,机械限位装置作用承担液压缸最大拉力。磨辊部在垂直平面内的力学模型如图3所示。
根据该力学模型和相关的已知条件即可建立起XY平面内的力学平衡方程,如下:
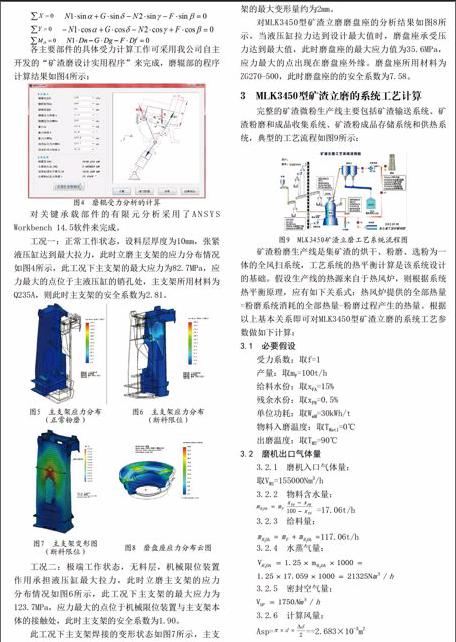
各主要部件的具体受力计算工作可采用我公司自主开发的“矿渣磨设计实用程序”来完成,磨辊部的程序计算结果如图4所示:
对关键承载部件的有限元分析采用了ANSYS Workbench 14.5软件来完成。
工况一:正常工作状态,设料层厚度为10mm,张紧液压缸达到最大拉力,此时立磨主支架的应力分布情况如图4所示,此工况下主支架的最大应力为82.7MPa,应力最大的点位于主液压缸的销孔处,主支架所用材料为Q235A,则此时主支架的安全系数为2.81。
工况二:极端工作状态,无料层,机械限位装置作用承担液压缸最大拉力,此时立磨主支架的应力分布情况如图6所示,此工况下主支架的最大应力为123.7MPa,应力最大的点位于机械限位装置与主支架本体的接触处,此时主支架的安全系数为1.90。
此工况下主支架焊接的变形状态如图7所示,主支架的最大变形量约为2mm。
对MLK3450型矿渣立磨磨盘座的分析结果如图8所示,当液压缸拉力达到设计最大值时,磨盘座承受压力达到最大值,此时磨盘座的最大应力值为35.6MPa,应力最大的点出现在磨盘座外缘。磨盘座所用材料为ZG270-500,此时磨盘座的的安全系数为7.58。
3 MLK3450型矿渣立磨的系统工艺计算
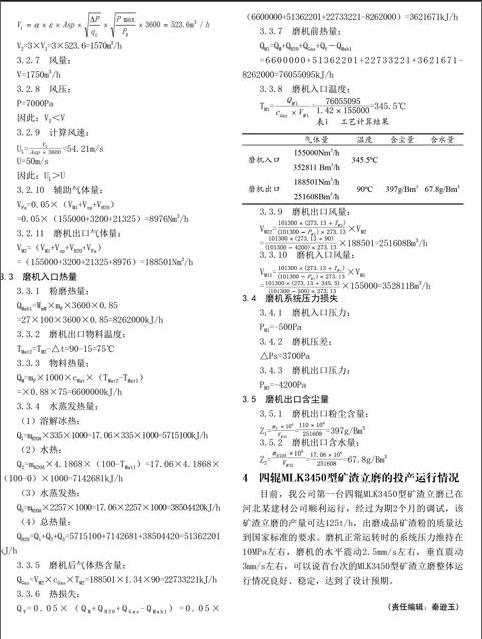
完整的矿渣微粉生产线主要包括矿渣输送系统、矿渣粉磨和成品收集系统、矿渣粉成品存储系统和供热系统,典型的工艺流程如图9所示:
矿渣粉磨生产线是集矿渣的烘干、粉磨、选粉为一体的全风扫系统,工艺系统的热平衡计算是该系统设计的基础。假设生产线的热源来自于热风炉,则根据系统热平衡原理,应有如下关系式:热风炉提供的全部热量=粉磨系统消耗的全部热量-粉磨过程产生的热量。根据以上基本关系即可对MLK3450型矿渣立磨的系统工艺参数做如下计算:
3.1 必要假设
受力系数:取f=1
产量:取mF=100t/h
给料水份:取xFA=15%
残余水份:取xFR=0.5%
单位功耗:取WmM=30kWh/t
物料入磨温度:取TMat1=0℃
出磨温度:取TM2=90℃
3.2 磨机出口气体量
3.2.1 磨机入口气体量:
取VM1=155000Nm3/h
3.2.2 物料含水量:
=17.06t/h
3.2.3 给料量:
117.06t/h
3.2.4 水蒸气量:
3.2.5 密封空气量:
3.2.6 计算风量:
Asp===2.683×10-3m2
V2=3×V1=3×523.6=1570m3/h
3.2.7 风量:
V=1750m3/h
3.2.8 风压:
P=7000Pa
因此:V2 3.2.9 计算风速: UL==54.21m/s U=50m/s 因此:UL>U 3.2.10 辅助气体量: VFa=0.05×(VM1+Vsp+VH2O) =0.05×(155000+3200+21325)=8976Nm3/h 3.2.11 磨机出口气体量: VM2=(VM1+Vsp+VH2O+VFa) =(155000+3200+21325+8976)=188501Nm3/h 3.3 磨机入口热量 3.3.1 粉磨热量: QMah1=WmM×mF×3600×0.85 =27×100×3600×0.85=8262000kJ/h 3.3.2 磨机出口物料温度: TMat2=TM2-△t=90-15=75℃ 3.3.3 物料热量: QM=mF×1000×cMat×(TMat2-TMat1) =×0.88×75=6600000kJ/h 3.3.4 水蒸发热量: (1)溶解冰热: Q1=mH2OA×335×1000=17.06×335×1000=5715100kJ/h (2)水热: Q2=mH2OA×4.1868×(100-TMat1)=17.06×4.1868×(100-0)×1000=7142681kJ/h (3)水蒸发热: Q3=mH2OA×2257×1000=17.06×2257×1000=38504420kJ/h (4)总热量: QH2O=Q1+Q2+Q3=5715100+7142681+38504420=51362201kJ/h 3.3.5 磨机后气体热含量: QGas=VM2×cGas×TM2=188501×1.34×90=22733221kJ/h 3.3.6 热损失: QV=0.05×(QM+QH2O+QGas-QMah1)=0.05×(6600000+51362201+22733221-8262000)=3621671kJ/h 3.3.7 磨机前热量: QM1=QM+QH2O+QGas+QV-QMah1 =6600000+51362201+22733221+3621671-8262000=76055095kJ/h 3.3.8 磨机入口温度: TM1===345.5℃ 3.3.9 磨机出口风量: VM22=×VM2 =×188501=251608Bm3/h 3.3.10 磨机入口风量: VM11=×VM1 =×155000=352811Bm3/h 3.4 磨机系统压力损失 3.4.1 磨机入口压力: PM1=-500Pa 3.4.2 磨机压差: △Ps=3700Pa 3.4.3 磨机出口压力: PM2=-4200Pa 3.5 磨机出口含尘量 3.5.1 磨机出口粉尘含量: Z1===397g/Bm3 3.5.2 磨机出口含水量: Z2===67.8g/Bm3 4 四辊MLK3450型矿渣立磨的投产运行情况 目前,我公司第一台四辊MLK3450型矿渣立磨已在河北某建材公司顺利运行,经过为期2个月的调试,该矿渣立磨的产量可达125t/h,出磨成品矿渣粉的质量达到国家标准的要求。磨机正常运转时的系统压力维持在10MPa左右,磨机的水平震动2.5mm/s左右,垂直震动3mm/s左右,可以说首台次的MLK3450型矿渣立磨整体运行情况良好、稳定,达到了设计预期。 (责任编辑:秦逊玉)