
防静电毛/涤/天丝混纺纱的关键技术探讨
2015-04-09 19:22范尧明
纺织导报 2015年3期
摘要:本文阐述了Nm 116防静电毛/涤/天丝混纺纱产品的原料配置,分析了其可纺性,探讨了提高该混纺纱产品质量的方法;着重介绍了毛/涤/天丝混纺纱产品的生产工艺流程、生产工艺与设备,对生产中出现的质量问题,提出了解决方案;对毛/涤/天丝混纺纱的产品质量控制进行了分析和探讨,并分析了其产品特点和应用前景。
关键词:防静电;天丝;生产工艺;质量控制;混纺纱
中图分类号:TS106.4 文献标志码:A
The Key Techniques for Developing Antistatic Wool/ Polyester/Tencel Blended Yarn
Abstract: The paper analyzes the mix-up of raw materials and the spinnability of the Nm 116 antistatic wool/polyester/Tencel blended yarn, discusses how to improve the quality of the blended yarn, introduces in details the process and equipment for producing such yarn, offers solutions for solving some quality-related problems and for quality control. Whats more, the quality of the blended yarn was tested and the features and application prospects of the yarn were analyzed.
Key words: antistatic; Tencel; production process; quality control; blended yarn
随着经济的发展及劳动安全防护标准的不断提高,诸多特殊行业、工种对织物提出了更高的性能要求。如煤矿、化工、天然气、油田、兵工、面粉加工等高粉尘、易燃易爆的工作场合,精密仪表、电子计算机、变电站等高频辐射环境,以及科技、军事反雷达侦察的伪装遮障等领域。因此本文开发了超薄防静电毛/涤/天丝织物,其采用在原料中加入导电纤维,不同于一般织物加入防静电助剂的方式。
1 原料选配
1.1 防静电毛/涤/天丝纱的原料组成
确定混纺原料成分时,为了稳定毛条的质量,应选择一批或几批品质相近的原料,然后再选择能弥补、改善和提高混合品质的其他纤维进行混合。本文原料成分为澳毛、本白涤纶、天丝和黑色导电纤维,采用混纺精梳毛纺加工工艺纺制成Nm 116/2高支毛/涤/天丝机织纱,纱线工艺参数见表 1、表 2。

1.2 纱线可纺性分析
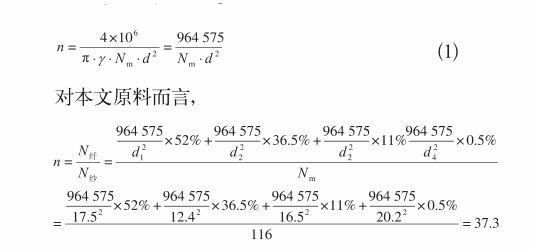
原料线密度是决定可纺性能的重要条件,最终成纱中应务必保证毛纱截面内的纤维根数为35 ~ 40根。国内毛纺厂使用的毛纱截面纤维根数计算方法见公式 1,式中:γ —羊毛纤维的密度(g/cm3),Nm — 毛纱公制支数,d — 纤维平均直径(μm),γ =1.32 g/cm3。
国际羊毛局的计算方法见公式 2,式中:CVd — 羊毛纤维直径变异系数,γ =1.32 g/cm3;CVd =0.20。
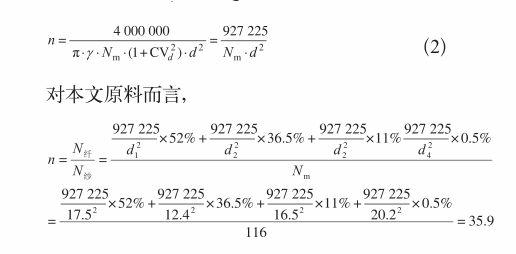
由公式 1、公式 2 计算出的毛纱截面内纤维根数达到35 ~ 40根的最低数,在毛纱的一般截面根数范围内。纤维细度对纺纱性能的影响占80%,纤维长度影响占15%,纤维强力占5%。羊毛纤维直径的变异系数每增加4%,相当于纤维细度增加 l μm;反之,CV值减小4%,则相当于纤维细度减小 l μm。该批次羊毛细度变异系数小,有利于成纱。
1.3 防静电毛/涤/天丝产品的特性
一些特种行业对抗静电、防辐射纺织品的要求逐年提高。目前比较常见的方法是在纺纱过程中加入导电纤维,来达到持久抗静电、防辐射的效果。常规毛纺织物的特点是导电性能较差,不但影响织物的风格特征,而且产生的静电还会影响穿着者的健康。因此,本文将导电纤维条与毛涤条混合,并添加适量天丝,来探讨防静电毛/涤/天丝纱的生产工艺。超薄抗静电毛/涤/天丝面料富有弹性,手感松软而且体轻,颜色艳丽。
2 生产工艺流程
生产设备采用进口机型,以最大程度地减少能源消耗,减少纱线断头、粗细节、毛粒等。抗静电毛/涤/天丝?纱的工艺流程如下:混条→匀整→头道粗纱→末道粗纱(粗纱预湿间)→细纱→络筒→并线→倍捻→蒸纱→成品。紧密纺生产工艺路线:HM-6→HLE-8→HG-6(2C)→HG-6(2CW)→HFV-5(DAS)→HFV-5(PRS)→EJ519→自动络筒(蒸纱)→并纱→倍捻→蒸纱。
3 生产过程中油剂和抗静电剂的控制
3.1 生产工艺过程中助剂的使用3.1.1 混纺纱和毛油的使用
纺纱过程中,因纤维之间、纤维与机件间发生摩擦而产生静电会给纺纱带来困难。生产中减少羊毛静电的方法有两种,一是减少摩擦产生的电荷,二是促使产生静电尽快流失。羊毛纤维中和毛油的加入能提高纤维平滑性,保持纤维之间、纤维与其它接触部件之间较小的摩擦系数,降低纤维生产加工中静电的产生,使纤维具有一定平滑性和良好的抱合力。和毛油可选用具有亲水性较强的油剂和非离子型抗静电剂,来消除或减少纤维在纺纱过程中的静电。
常用的抗静电剂为Kataxal(阴离子型的高分子脂肪醇磷酸酯),该抗静电剂可以以任意比例与水互溶,储存稳定性好。本文则使用顺滑灵和抗静电剂,使用和毛油的比列为1∶15,经过充分的预湿,增加回潮,减少静电,恢复纤维弹性。高支毛/涤/天丝?纱产品各道工序需注意条子质量,确保预湿时间,减少毛羽、毛粒,确保纱线光洁度。和毛油油水比偏浓,下机回潮必须严格控制,增加纤维抱合力,减少落毛,控制条干。
3.1.2 和毛油生产注意事项
正确选用和毛油品种及合理设计加油率,是提高精纺高支毛纺纱性能的重要保障。和毛油采用的油水比应根据季节和羊毛纤维的实际回潮率适当调整,控制加油后羊毛纤维的含油率在1.2% ~ 1.3%之间。
为便于和毛油充分渗透,确保生产顺利,原料进入车间后要先给湿,加油后储存24 h再交下道工序生产。粗纱下机后也要在相对湿度85%以上的纱库中存放 3 天以上,以便消除内应力,减少细纱断头率并保证成纱质量。
3.2 纺纱过程中静电的控制
3.2.1 合理使用助剂
原料中抗静电纤维的加入,以及通过添加助剂来控制静电的产生。本文添加的助剂为顺滑灵和抗静电剂,使用和毛油的油水比列为1∶15,加油方式采用喷雾式。
3.2.2 车间温湿度的控制
精纺纱在生产过程中对环境温湿度要求较高,否则会由于静电过大造成可纺性差、毛粒多、增加各类消耗等问题。通过生产实践,温度在20 ~ 30 ℃,相对湿度在65% ~80%之间比较适合于毛/涤/天丝混纺纱的生产。
4 Nm 116防静电毛/涤/天丝?纱的质量控制
4.1 生产过程质量控制
4.1.1 混条
混条工序可使毛条中的纤维平行,提高条干均匀度,降低重量不匀率。还可以根据毛条的含油及回潮情况,在混条时加入适量的和毛油、水和抗静电剂,以减轻前纺加工过程中的静电现象和纤维损伤。
为了满足并合需要,HM-6混条机选择的并合根数为18根,有利于毛条的梳理。为了达到下道工序的要求,混条设备选择的牵伸为14.25倍,牵伸牙为60T×46T。隔距的大小由出条的重量决定,根据上道工序毛条的重量,隔距选择为44 mm×36 mm,压力为3.6 Pa×3.5 Pa。针板号为每英寸的齿数,重量从重到轻,10#、12#、14#、16#分别由稀到密。HM-6混条设备使用UW和毛油 1 kg+水12 kg+0.57 kg抗静电剂。
4.1.2 针梳
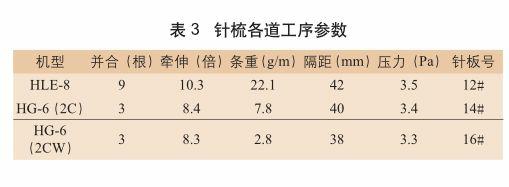
前纺针梳分为HLE-8、HG-6(2C)、HG-6(2CW)三道设备,具有牵伸倍数高、占地面积小、速度高、产量高、卷装容量大等优点,工艺参数见表 3。
4.1.3 粗纱
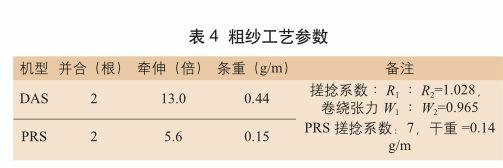
采用DAS、PRS进口粗纱机,其车速、产量高,经过其搓捻作用的粗纱纤维结合比较紧密、外表光洁、毛羽少,纺成的细纱强力好、缩率小。其中DAS为头道粗纱机,PRS为末道粗纱机,工艺参数见表 4。
粗纱的主要质量指标是条干不匀率和重量不匀率。如果粗纱不匀率过大,将使细纱产生更大的不匀,细纱断头也会增多,产量降低。因此要尽量降低粗纱的重量不匀率,提高粗纱的条干均匀度,使喂入定量准确,退绕滚筒运转稳定,减少意外牵伸;成形卷绕张力合适,使成形良好;牵伸隔距选择恰当;操作接头良好;同时做好清洁工作。上机时对每个粗纱进行条干检查和CV值抽测,粗纱控制在0.8 kg/只,车速控制在95 m/min。另外,天丝品种接头也是关键,接头不易太长,包卷时纤维必须顺直,搓捻时必须放在手掌中轻轻搓,才能确保条干质量稳定,减少粗细节现象。下机粗纱进入预湿间,要有 2 天以上的预湿时间,使纤维恢复疲劳,减少摩擦后产生的静电;预湿后的粗纱,进行加湿,增加一定的回潮。
另外,当大肚纱、带毛纱和毛粒过多时,应注意前罗拉加压是否合适,检查是否有弯针、缺针,针区及罗拉、皮辊绕毛等;喂入毛条是否有粗细节;以及加油水不匀或和毛油加水太少等问题。
4.1.4 细纱
采用EJ519进口紧密纺细纱机,以保证纤维不受损伤。生产时隔距偏小掌握,双根粗纱喂入,以保证条干均匀。胶辊表面防静电处理,适当降低车速。细纱工艺参数:机型EJ519,并合 1 次,牵伸倍数18.67,条重0.42 g/50 m,牵伸牙5T×9T,后牵伸牙44T,隔距中后92.5 mm,捻向Z,捻度969捻/m,捻度牙33/70×40,钢丝圈33#,成形牙36/60,撑牙80/2,锭速8 300 r/min。
细纱上机前,应检查锭子的中心位置、牵伸部分皮辊的状态是否良好,使双皮圈的位置平行良好。上机时,调节好钢丝钩、车速,同时对细纱纡子测CV值,摇黑板。在生产中如果用传统纺纱方式,细纱的断头率明显高于紧密纺。紧密纺生产应调好负压,控制好支偏不匀率,确保半成品纱的质量。
毛/涤/天丝纱采用紧密纺纱成纱,改善了纱线条干、纱强和断裂伸长;纱线光洁,耐磨性好,可适当降低纱线捻度;织造上浆率低,呢面清晰,减轻修补及烧毛压力;提高生产整体效率及综合制成率。
细纱质量的控制主要在于断头率、条干及重量均匀度、毛羽量和成形状况。罗拉牵伸应减少因罗拉偏心、弯曲等机械因素引起的纱条不匀。皮辊表面要光洁、爽滑,具有足够的摩擦系数及一定的吸放湿和抗静电性,以减少绕花;丁氰橡胶包覆物要具有适当硬度,富有弹性,耐磨、耐油、耐老化,丁氰橡胶分子结构要均匀,套差要小,防止变形偏心,减少皮辊对细纱条干的影响。皮辊圆整度要好,同一副皮辊上左右两只皮辊的直径要一致,差异一般控制在0.05 mm以内,磨损、变形、偏心跳动等不允许超过公差范围,以减少机械因素对牵伸不匀造成的影响,提高细纱质量。罗拉隔距、喂入粗纱定量、牵伸大小应相适应,严格控制定量,同时加强机器维修保养工作。
为降低细纱断头率可采取以下的措施。集合器使用不当会增加纱疵,当口径过小、挂花、抖动及横动不灵活时,反而使纱线质量下降、断头增加,产生条干竹节;单纱捻系数的选择在115 ~ 130之间,可提高单纱强力,保证纱线在后道织造过程中的强力,同时可以降低细纱断头率;此外,还可通过降低车速、更换钢丝圈、提高挡车工的操作等方法降低细纱断头率。4.1.5 络筒
络筒工序采用日本村田自动络筒设备,速度为700 m/ min,张力为1.1 bar,使用乌斯特C15电清,长粗控制在120%,短粗控制在150%,细节50%,要求接头光滑。使用G3S捻结枪以保证接头品质。
络筒时,速度的选择应考虑到纱线的强力,强力大的提高速度,反之速度要降低;张力的选择应考虑到纱线的伸长,伸长越大张力越小,在伸长大的情况下加大张力会造成纱线的支数变高,强力变低,下道工序生产困难;为了在下道工序中减少消耗,应严格控制定长;对环境要求比较高,相应湿度应不超过75%,不低于60%,以保证电清正常工作;G3S捻结枪为气捻接头,气的稳定供应要调节到位,以保证每个接头都能合格。
4.1.6 并线
并线工序并和根数 2 根,张力片数 2 片,车速500 m/ min。使用电子式断头自停,以保证产品质量。并线工序要注意单股纱、多股纱、坏成形、分叉纱、磨白纱等的产生。
4.1.7 倍捻
倍捻工序使用机械式断头自停,并合 2 根,子弹头1#,锭子张力 4#,捻向S,捻度1 295捻/m,倍捻加油杯。倍捻接头时来回绕转 8 次后方可以接头。倍捻工序要注意松紧捻纱、成形不良、毛粒毛块、无捻纱等情况的产生。
4.1.8 蒸纱
毛纤维在并合、分梳和牵伸中,因反复摩擦而产生静电,因受力使其内部分子结构产生不平衡,将对后道生产加工和产品质量产生不良影响。在细纱和捻线中给毛纱加捻后,毛纤维本身的弹性力会使捻回退掉。为迅速恢复消除羊毛内部的应力不平衡状态和静电现象,稳定捻度,条子或纱线在制成后需存放一段时间,或进行蒸条处理。为稳定捻度和防止在退绕时扭结成辫,可进行蒸纱处理。蒸纱可缩短毛条、粗纱的存放时间,对纺织染整加工以及成品质量均有很大好处。
一般精纺强捻单纱以及股线(尤其是细纱合股同捻向的股线),单纬织物的纬纱,要求缩率低的织物用纱,混有涤纶及其他粗长纤维的纱线,纱支较高、捻度较大的纱线等,都需要进行蒸纱。蒸纱工艺要求见表 5。
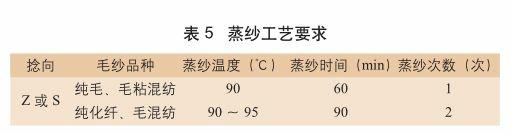
蒸纱的温度和时间对蒸纱的质量有直接影响。一般对捻度大或同捻向的纱,蒸纱时间应长些,温度应高些;对于特数小的纱,蒸纱时间应长些,温度应高些;对于合股纱,蒸纱时间应长些;纯毛纱的蒸纱时间可短些,一般毛纱的蒸纱温度为80 ~ 85 ℃,时间为25 ~ 35 min;涤纶纱的蒸纱温度和时间应高些、长些。
Nm 116防静电毛/涤/天丝纱的蒸纱工艺见表 6。通过合适的蒸纱温度、时间等,能够很好的控制成品纱的捻度,不会出现疵点等现象。

4.2 成纱质量测试
条干不匀的纱线强力会降低并影响织物的强度,在织造过程中,纱线不匀更会导致断头率增加,生产效率下降,在织物上会出现各种疵点和条档,影响织物外观质量,故细纱条干均匀度是成纱质量的一项重要指标,测量的指标包括纱线的粗节、细节、毛粒数及CV值等。总的来说,纱线的条干CV值越低,纱线越均匀,布面效果越好。
确保纱线的条干CV值小于24.6%,毛粒不高于160%,平均断裂强力不低于160 cN;织物克重允差不低于-2.0%,断裂强力不低于147 N,撕破强力不低于147 N等技术指标。
4.2.1 条干均匀度测试结果与分析
采用YG135G条干均匀度测试仪对Nm 116/2精梳毛/涤/天丝?机织纱进行测试,结果数据:CV值22.39%,细节(-50%)769个/km,粗节(+50%)274个/km,毛粒(+200%)246个/km。按照第36期乌斯特公报,线密度为Nm 116/2的精梳机织毛纱其条干均匀度变异系数应不高于24.6%,细节不高于1 315%,粗节不高于385%,毛粒不高于160%。由结果可知,Nm 116/2毛/涤/天丝?机织纱的纱线条干不匀率指标均符合该产品标准,但是毛粒出现了超标。
4.2.2 力学性能测试结果与分析
纱线的力学性能在很大程度上影响着织物的力学性能和耐用性,其测试结果:断裂强力210.9 cN,断裂强度24.46 cN/tex,断裂伸长率23.73%,强力不匀率9.8%。
按照纺织产品标准FZ/T 22001 — 2010《精梳机织毛纱》,股线高支纱优等品的平均断裂强力指标应不低于160 cN,断裂伸长率不低于8.0%,平均断裂强力变异系数不大于15.0%。由测试结果可见,Nm 116/2毛/涤/天丝机织纱的纱线力学指标均符合该产品标准。
4.2.3 捻度测试结果与分析
短纤维通过加捻纺成纱线,纱线的捻度不匀对织物的外观和手感等都有着很大的影响。捻度大时,布面手感发硬,反光效应弱,呈现暗效果;捻度小时,布面手感较柔软,反光效应强,呈现亮效果。所以,应严格控制纱线的捻度,纱线捻度测试结果:平均捻度1 286.82捻/m,捻度变异系数2.7%,捻度偏差率0.6%。根据FZ/T 22001 — 2002,股线高支纱优等品的捻度变异系数指标不高于9.0%,可见,Nm 116/2毛/涤/天丝机织纱的捻度变异系数指标符合该产品标准。
4.2.4 成品纱支测试结果与分析
从细纱机上下来的竽管纱为半成品,通过络筒,并线,倍捻,蒸纱,最后才是成品间的成品。经过检纱工对色号、管色,与工艺单进行核对,确保每一批纱的准确。质量员进一步对纱线进行测试确定成品的质量。产品测试结果为一等一级:设计纱支Nm 116/2,实测纱支Nm 114.4/2,支数偏差1.39%,重量不匀率1.28%,设计捻度1 295捻/m,实际捻度1 288.1捻/m,捻度偏差0.58%,捻度不匀率3.12%,捻度偏差率0.53%。纱线的质量检测结果见表 7,根据标准,测出来的捻度不匀率、捻度偏差率、重量不匀率、支数不匀率都在许可范围内。

5 结束语
Nm 116防静电毛/涤/天丝混纺纱在原料的使用上,由于成纱截面内纤维根数在要求范围的下限,因而各道生产工艺和质量检测都要把好关。在纺纱过程中,要注意好每道工序的生产工艺,选择合适的机器设备,加强设备管理,以减少能源的消耗。通过工艺流程的设计,工艺参数的选择,以及添加适量助剂,保证生产环境的温湿度,降低静电的产生,增加可纺性;根据细纱线密度、倍捻合股数和用户的质量要求,加强生产过程中挡车工的操作管理;对条干进行道道把关。这不但有利于提高成纱质量,也可提高制成率。由此设计生产的超薄防静电毛/涤/天丝织物才能满足相关行业的需求。
参考文献
[1] 张桂珍.低碳、环保抗静电织物的生产实践[J].中国科技财富,2010(12):251.
[2] 范尧明.超细全毛纱生产工艺[J].毛纺科技,1999(5):40-44.
[3] 庄小雄,朱俊伟,方虹天,等.抗静电毛涤花呢织物的开发[J].毛纺科技,2009(8):35-38.
[4] 温海永,杨西君.天丝纯纺与混纺纱线工艺[J].纺织科技进展,2007(1):44-45.
[5] 金永安.高支毛纱的和毛油工艺设计[J].现代纺织技术,2012(2):40-42.
[6] 周金凤,苏将胜,谷玉玲,等.提高精纺羊绒纱制成率的探讨[J].毛纺科技,2009(8):4-7.
[7] 魏玉丹.基于提高生产效率的精梳毛纺前纺工艺比较研究[D].青岛:青岛大学,2010.
[8] 平建明,范尧明.毛纺工程[M].北京:中国纺织出版社,2007.
猜你喜欢
今日自动化(2022年5期)2022-07-22
佛山陶瓷(2017年3期)2017-04-06
科技视界(2016年21期)2016-10-17
科技视界(2016年20期)2016-09-29
科技视界(2016年20期)2016-09-29
科技视界(2016年20期)2016-09-29
南都周刊(2016年10期)2016-05-25
佛山陶瓷(2016年8期)2016-05-14
劳动保护(2015年10期)2015-12-02
中国信息化·学术版(2013年6期)2013-09-30
