
影响车身精度的因素探析
2015-04-13 18:04周涛
中国高新技术企业 2015年8期

摘要:车身制造精度关乎整车的动力系统、操控系统及传动系统等产品性能,是汽车品牌进行市场竞争的重要质量基础。此外,车身精度也是企业制造水平的体现,车身精度的提升能有效减少产品的制造工时和制造成本。文章结合车身的薄板冲压件、焊接夹具及焊接过程的特点,得出了影响车身精度的因素,并对提高制造精度做了相应论述。
关键词:车身精度;冲压件;焊接夹具;焊接质量;制造精度 文献标识码:A
中图分类号:TH161 文章编号:1009-2374(2015)08- DOI:10.13535/j.cnki.11-4406/n.2015.
汽车产业在这几年呈现疾风骤雨般的发展趋势,同时也带动着煤炭、电力、钢铁、石油、运输等相关产业的发展,形成了一个密切产业群。然而,我国的汽车市场大部分被国外品牌所垄断,面对激烈的国内外市场竞争,国内汽车品牌迫切需要提高基础研发能力和制造水平,来提高国内汽车企业的核心竞争力,推动汽车产业的发展。
1 薄板冲压件的尺寸精度是车身精度的基础
汽车车身通常是由几百甚至上千个冲压零件在焊接夹具上焊接和装配而成。冲压零件的尺寸精度是车身精度的基础,更是整车零部件装配精度的保证。然而,构成汽车车身的绝大部分零件是薄板冲压件,薄板零件具有空间曲面复杂、表面积大和刚性差易变形等特点,这就导致在包装和运输过程中如果受到任何磨损都会产生尺寸偏差,即使修复后也无法完全恢复至设计尺寸。所以,冲压零件的尺寸偏差直接影响车身焊接的精度,因此,在装配焊接过程中,只有借助焊接夹具的定位与夹紧,才能保证薄板冲压零件之间正确的匹配位置和焊接间隙。此外,安排具体的工作人员定期对冲压件的精度进行检测,以确保在制造源头就为车身精度保驾护航。
2 焊接夹具的精度是车身制造精度的标尺
车身焊接夹具是将若干个薄板冲压件定位夹紧并焊接成一体的工具,是实现各零件定位和装配的载体,被视为车身制造精度的标尺。成百上千的冲压零件将在焊接夹具上完成焊接装配,无疑焊接后的车身尺寸偏差与焊接夹具的精度有着不可分割的联系。
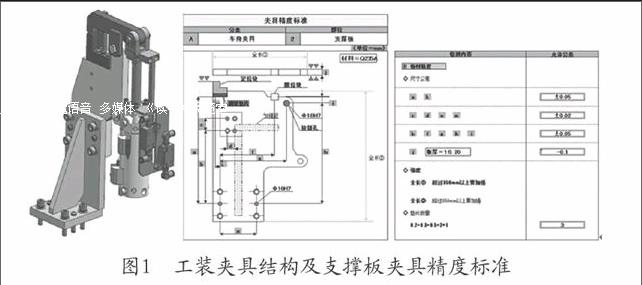
另外,白车身装配尺寸的准确性是基于正确的焊接夹具定位,焊接夹具结构如图1所示,进而实现车身的正确装配。由于生产线的节拍要求,夹具的本身每天关夹多达上千次,当夹具发生偏移或磨损时,随之将产生定位偏差,这是焊接间隙出现变动的主要原因,也是导致装配尺寸误差的根本,直接影响到车身制造的精度。
车身焊接夹具在设计之初就应该为保证车身装配精度做好充分的准备,例如夹具的材料性能、合理结构以及与零件的贴合度;加工工装夹具时更加需要全面监控零件的加工质量与装配精度,监测零件的加工质量主要考虑以下内容:加工零件时的基准选择、零件的主要定位面与定位孔的精度及表面粗糙度、不同组但有相对关系的孔组的位置公差精度等,夹具的精度标准如图1所示;夹具加工完成后就是装配与调试阶段,在调试完成的焊接拼台,一般会进行同心孔实验,即装上工艺零件,夹紧后在零件间的搭接处对工件钻孔,并对钻孔进行测量的一种实验方法。其目的是通过对拼台夹具上零件的钻孔在夹紧和打开状态下的尺寸变化,分析判断夹具在工作条件下的定位可靠性和重复性状况,为改进定位和夹紧提供依据。
图1 工装夹具结构及支撑板夹具精度标准
国内汽车生产厂家对焊接夹具精度的评估一般采用两种方式:静态检测评估和动态检测评估。其中,静态评估方式使用较多。
静态检测指的是通过三坐标测量夹具的关键夹点,即CMM检测,测量焊接夹具的定位销和定位支撑块的空间位置尺寸,定位块与定位销的测量的位置与方法大致相同,定位块的测量如图2所示,需测量销截面圆心、销直径、销实测轴线与理论轴线夹角三个要素。三坐标测量的流程一般为分析、测头校准、建立坐标系、测量特征元素、构造特征元素与评价特征元素、生成测量报告及评估测量结果,常用的CMM测量设备如图3所示。空间尺寸的标准仅允许有0.1mm的误差。
图2 定位块的测量
图3 常用CMM测量设备
焊接夹具尺寸精度的静态评估仅仅是对空间位置尺寸的检测,而欠缺对夹具使用中耐用性和定位稳定性的检测。由于焊接夹具需要连续使用以及白车身生产过程复杂和焊接过程中零件对夹具的应力,不可能周期性地对夹具进行CMM检测,这时就需要对焊接夹具的尺寸精度进行动态评估。
焊接过程中,定位销经过零件的反复冲击难免出现松动,此时,对零件的定位尺寸精度将发生偏差。借助辅助工具,对夹具施加拉力,实现对空间位置尺寸的动态检测,同样误差要求在0.1mm。
另外,为了避免夹紧过程中薄板冲压件的回弹力造成的尺寸偏差,夹具对厚度不同的板件的夹紧力标准也不容忽视。夹紧力的检测方法很简单,就是使用压力测试仪直接测量夹点位置。当然,每个汽车生产企业的数值要求会有所不同。
3 焊接质量是实现车身精度的纽带
白车身一般由前车体、下车体、侧围、顶盖、前后侧门、尾门及发盖构成,白车身生产过程复杂,其夹紧点有一千多个,焊点多达四五千个,在生产线上又呈现出批量大、节奏快等特点,因此,必须重视焊接操作的质量,也就是车身焊接精度。
焊接精度是实现车身精度的纽带,是保证整车质量的重要基础,焊接尺寸的精度关系着最终汽车产品的质量,如整车的安全性、动力性、密封性及使用寿命等。焊接夹具和焊接变形是影响车身焊接精度的两大重要
因素。
静态评估检测和动态评估检测能有效的控制焊接夹具的精度,然而,多数情况下,零件只有通过较大的夹具压紧力作用才能匹配并点焊在一起,以实现零件在焊点处紧密贴合的目的,保持零件在焊接过程中不发生
位移。
通常,夹紧力作用下零件的强制变形在产生尺寸偏差的同时必然增加对车身精度的影响。因此,在焊接过程中为了减少夹紧变形,应该优先选择零件刚性最好的平面部位作为夹紧点,尽量避免曲面部位的选择。又由于焊接发热的影响,产生零件的热胀冷缩,这就要求选择焊接夹紧点时还要考虑到零件的伸缩空间。
另外,零件偏差、夹具偏差也易使焊点发生空间位置的漂移。我们应结合零件的特点在包装形式和运输方式上寻求更适合的途径,以最大化的消除冲压零的件尺寸偏差。同时,定期检测工装夹具的状态及排除潜在故障,并对故障工装夹具采用合理的方式进行调整和维护,以减少由于其失效所造成的尺寸偏差。
4 结语
目前,国内汽车业对焊接夹具的评估鉴定缺少系统性的标准,在一定程度上制约了车身制造精度的发展速度。所以,实现国内汽车业的技术赶超欧美、日韩的制造水平,就应从国内汽车制造业现状和企业实际情况出发。结合企业具体情况深入研究冲压、焊接等一系列环节上的技术,总结出一条适合企业的生产技术,然后推行到整车生产过程中加以实施,并在制造过程中通过不断总结归纳提高车身质量的新思路新方法,以促使中国制造的水平短期内与世界水平接轨,探索并打造适合中国特色的制造技术的新局面。
参考文献
[1] 高勇.高精度车身研究[A].2007年中国汽车工程学会年会论文集[C].2007.
[2] 韩根云.汽车车身焊接夹具的设计[J].新技术新工艺,2001,(8).
[3] 张无忧.焊接夹具影响车身制造精度[J].现代零部件,2010,(5).
作者简介:周涛(1987-),男,辽宁锦州人,上汽通用五菱汽车股份有限公司助理工程师,研究方向:工装夹具
设计。
(责任编辑:黄银芳)
猜你喜欢
锻造与冲压(2023年24期)2024-01-05
装备制造技术(2021年5期)2021-08-14
模具制造(2019年10期)2020-01-06
模具制造(2019年7期)2019-09-25
模具制造(2019年7期)2019-09-25
模具制造(2019年3期)2019-06-06
山东工业技术(2016年23期)2016-12-23
求知导刊(2016年30期)2016-12-03
科技与创新(2015年12期)2015-07-21
