大型转动机械联轴器找中心分步组合法技术研究
2015-04-14 09:20蔡武军
浙江电力 2015年11期
蔡武军
(浙江浙能镇海发电有限责任公司,浙江 宁波 315208)
大型转动机械联轴器找中心分步组合法技术研究
蔡武军
(浙江浙能镇海发电有限责任公司,浙江 宁波 315208)
发电设备中大型转动机械的数量较多,能够更快速、准确、方便地找到并消除转机联轴器中心偏差,不仅能缩短运行设备抢修时间,而且会大大提高检修的工作效率,从而降低检修成本。常用的传统联轴器找中心方法在小型转动机械靠背轮上找中心误差不大,但在大型转动机械靠背轮上的使用误差会被放大,致使工作的强度增加,操作工艺也很难达到高标准,联轴器找中心分步组合法弥补了这个不足,在快速找中心工作中发挥了重要的作用。
大型转动机械;联轴器找中心;分步组合法;测量和计算
大型发电机组的转动机械(简称转机)联轴器找中心工作所占的转机设备安装工期比例较大,目前,一台大型转机联轴器找中心工作,至少需要用时1天,甚至几天时间。常用的传统联轴器找中心方法(简称传统法)在实际的支撑脚垫片调整过程中,不仅存在很大的测量误差,而且无法消除其他误差的叠加所引起的对调整精度的影响,增加了反复调整支撑脚垫片的次数,对中的精度也很难达到高标准要求。
分步组合法将传统法进行了改进和创新,不仅可以排除测量误差,而且还能将其他的误差都转移到径向偏差上,再用简单的方法加以消除,提高工作效率。以下将对传统法中支撑脚垫片量测量计算和调整过程中所产生误差的变化规律进行分析,并将传统法与分步组合法进行比较和研究。
1 传统法支撑脚垫片调整量的计算
传统法和分步组合法所采用的测量中心偏差数据方法和判断联轴器中心状态图的方法相同。传统法消除轴向偏差(又称张口)的支撑脚垫片调整量是根据相似三角形定理推导的[1],公式为:
式中:L1和L分别为支撑脚X点和Y点到联轴器对轮处的距离;D为对轮直径;|a|为轴向偏差值。
传统法消除径向偏差如下:求出前后支撑点的调整量ΔX和ΔY后,根据中心状态图,确定减去|b|还是加上|b|,即总的调整量为[2]ΔX±|b|及ΔY±|b|。以上(左)张口、径向偏下(右)为例中心状态图如图1所示。
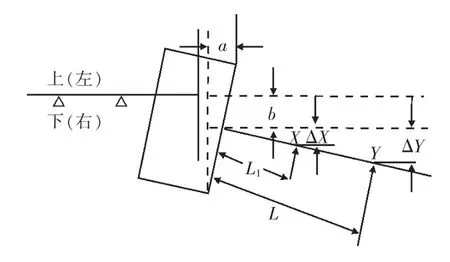
图1 联轴器中心状态
从理论上分析,在图1所示的支撑脚为X点和Y点,而实际转机的支撑脚是一个面,传统法在实际工作中测L1和L的距离一般是将支撑脚螺栓处定为X点和Y点,但是当联轴器存在张口时,实际支撑点是不在X点和Y点上的[3],所以存在测量误差。小型转机由于支撑脚垫片较小,中心偏差要求不高,转机体积和重量也不大,垫片调整方便,所以用传统法可以满足要求,但是大型转机找中心要求标准较高,而且支撑脚垫片又大又长,所以测量和计算误差会放大很多,加上大型转机的体积和重量较大,调整过程费时费力,使找中心的工作效率极低。
另外,在找中心的操作过程中,还有2个误差很可能会叠加:一是实际使用的垫片都存在制造误差;二是ΔX和ΔY计算结果中存在<0.05 mm的小数值。由于联轴器对中的结果既要满足中心偏差在标准范围内,又要满足每个支撑脚垫片数最终不大于3张垫片[4]的要求,所以,实际操作中,小数值往往会被凑成整数,就会造成误差的叠加,这两个误差单独看虽然不大,但当误差在同方向叠加的时候会造成较明显的影响。因为传统法的调节特点会使多种误差很容易叠加在一起,操作者会把握不住偏差变化规律,造成反复多次的调整垫片数量,每一次调整垫片都要将所有操作程序重复1次,不仅费时费力,而且精度也很难达到高标准要求。
很多时候操作人员为了减少多次调整和制作垫片的麻烦,会将多张小垫片藏在大垫片中,当支撑脚螺丝压紧以后,从表面看还是3个,找正的中心会在短时间内破坏,使振动超标,降低轴系零件的使用寿命,影响机组运行稳定性。
2 分步组合法找中心的原理
2.1 支撑脚大垫片产生的测量误差分析
当转机联轴器轴向偏差的张口大到一定量时,转机支撑脚在两种张口状态下的极限接触点位置分别为X1,Y1和X2,Y2,随着张口方向和量的变化,如果考虑支撑脚和垫片的形变,支撑合力点的实际位置是在X1至X2之间和Y1至Y2之间变化的,所以,距离L1和L的值是在一定范围内随张口偏差方向和量的变化而变化的,如图2所示。
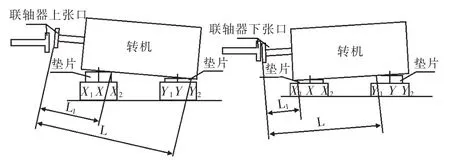
图2 两种张口状态下的支撑点
2.2 排除测量误差的方法
将垫片制作成 “凹”形结构,且垫片宽L3= X1X=X2X=Y1Y=Y2Y,如图3所示,这样可使前后支撑点变化规律相同,如不考虑垫片和转机支撑脚的形变,就可以证明转机前后支撑脚间隙所围成的2个直角三角形全等:

得出:只要联轴器存在张口a≠0,转机前后支撑点间的距离始终满足L2=XY=X1Y1=X2Y2,所以只要找出间距XY与中心偏差之间的关系,就能在计算中将支撑脚垫片的测量误差排除。

图3 前后支撑脚接触点及垫片外形
根据三角形相似定理,以上张口为例推导计算公式,如图4所示。
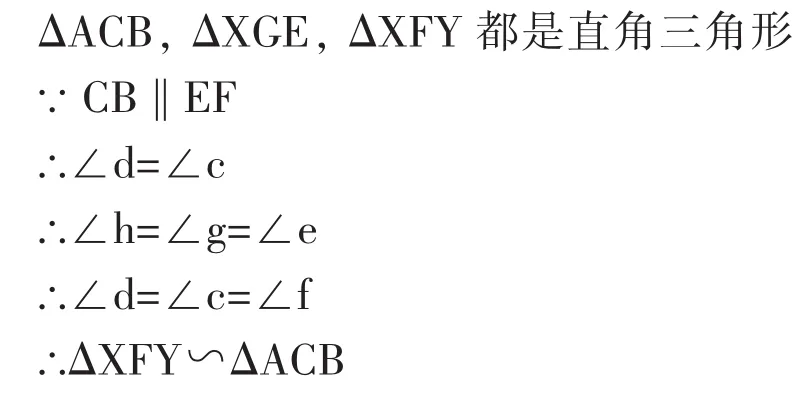
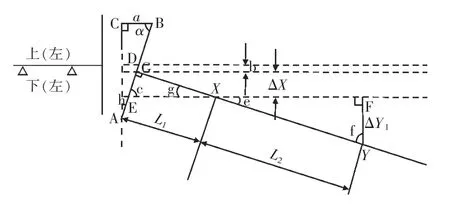
图4 中心状态
而EY=ΔY1,CB=|a|,XY=L2,AB=D,

由式(3)得出:L2的测量点可定在前后支撑脚的两个螺栓之间,不管张口怎么变化,L2的实际距离与XY的测量距离始终是相等的,所以计算值是精确的。
根据式(2)、图1、图2可得:

从以上公式可以得出分步组合法的轴向偏差垫片调整量的公式为:

分步组合法径向偏差消除方法与传统法相同。通过对上述公式分析可得出结论:
(1)联轴器消除张口的动作为整个轴系绕支撑点X点旋转ΔY1以及支撑点X和支撑点Y同时升降ΔX的2个动作的组合,另外消除径向偏差的动作也是4个支撑脚同时升降|b|,所以操作中可以将ΔX和|b|组合起来一次性调整垫片。
(2)由于ΔY1如式(3)所示,已排除了支撑脚垫片的测量误差,所以是精确的,但ΔX中的L1还存在测量误差,造成ΔX的计算值内存在误差,这个误差可以在后面的3个步骤中消除。
3 分步组合法在垫片量调整过程中消除剩余误差的方法(三步法)
因为实际垫片都存在一定量的制造误差,其中的厚垫片的制造误差大于薄垫片的制造误差,并且ΔX<ΔY,所以根据实际经验得出以下两步计算法。
第一步,垫片制造误差转移法:
设ΔX±b中存在的垫片制造误差为ε1,ΔY1中存在的垫片制造误差为ε2。
根据实际垫片制造偏差大小,设偏差大为+,反之为-,得出计算公式:前支撑脚实际总调整垫片量为ΔX±|b|+ε1+ε2,后支撑脚实际总调整垫片量ΔY=ΔY1+ΔX±|b|+ε1+ε2。
对上式分析得,将ΔY1的垫片制造误差转移到已存在的测量误差和垫片制造误差的ΔX±|b|上,从而保证了ΔY1的精确度,ΔX±|b|内的误差由第二步方法进一步缩小。
第二步,凑数法:
(3) 岩体裂隙倾角和浆液扩散方位角均会对注浆压力随着时间和空间变化产生显著影响。当浆液扩散方位角θ≤90°时,同一时间下,浆液压力随着注浆孔距的增加呈现先增大后减小的特征,且浆液压力和注浆压力均随着倾角增加而减小;当90°
可根据中心偏差状态图来判断前后4个支撑脚同时加或减垫片量,一般不大于0.30 mm。
该方法根据工作现场实际有的垫片规格就近试凑,目的是进一步缩小误差,运气好的话可以不需要做下一步就可达到标准。试凑的原则是保证后支撑脚实际所垫的垫片量跟理论计算值相同,把最终的微小误差转移在前支撑脚上,前支撑脚可用误差相对较小的薄垫片凑数。
第三步:
通过两步操作后,径向偏差如果还没有达标,就可以再测1次径向偏差数据,使用径向偏差消除法,将4个支撑脚同时增减|b|来消除径向剩余偏差。
通过以上三步方法既能保证达到对中精度高标准,又能保证前后支撑脚都不大于3张垫片。
4 实际应用
测量联轴器直径D=209 mm,L1=460 mm,L2=765 mm,三表法测量数据得到计算结果,轴向偏差:上张口0.19 mm,左张口0.34 mm,径向偏差:中心偏下0.10 mm,偏右0.06 mm。画中心状态图,如图4所示,计算|b|(计算值保留小数点后两位)。
水平偏差:ΔX=L1/D×a=460/209×0.34=0.75 mm,ΔY1=L2/D×a=765/209×0.34=1.24 mm,|b|= 0.06 mm。
第一步,测量实际垫片得:ε1=-0.06 mm,ε2=-0.06 mm。
前支撑脚实际垫片总调整量=ΔX±|b|+ε1+ε2= 0.42+0.1-0.06-0.06=0.4 mm,后支撑脚实际垫片总调整量=ΔY=ΔY1+ΔX±|b|+ε1+ε2=0.7+0.4=1.1 mm。
第二步,ΔY的实际垫片可以凑成1.23 mm,则ΔX=0.4+1.23-1.1=0.52 mm(实际垫片正好可以凑成0.52 mm)。
水平偏差调整方法:不需要计算调整量,只需将百分表安放在水平位置,直接看着表的数据变化,根据中心状态图和式(5)、式(6),用千斤顶或用螺栓顶支撑脚,使其左右移动来调整[4]中心偏差。
第三步,紧螺帽后,数据测量得径向下偏差0.1 mm。继续在支撑脚同时加垫片,再调整左右偏差。
装复后验收:垂直和水平中心偏差全为0,前支撑脚垫片2个,后支撑脚垫片3个,全程用时2.5 h左右。
5 结语
通过理论分析和现场的实际应用证明,联轴器找中心分步组合法既能在分步测量和计算中准确地判断误差的大小和方向,又能在组合运用中精准地消除误差,与传统法相比,具有精度更高、操作方法更简单、速度更快的特点,且在大、小型转机联轴器上都可以使用,具有很高的使用价值。
[1]邵和春,徐柏叶,卢永利.火电厂锅炉检修工艺[M].北京:中国电力出版社,2009.
[2]赵鸿逵.热力设备检修基础工艺[M].北京:中国电力出版社,2007.
[3]电力行业职业技能鉴定指导中心.锅炉辅机检修(第二版)[M].北京:中国电力出版社,2008.
[4]郭延秋.大型火电机组检修实用技术丛书锅炉分册[M].北京:中国电力出版社,2003.
(本文编辑:陆 莹)
Research of Fractional Step-combination Method used in Large Rotating Machinery Coupling Alignment
CAI Wujun
(Zhejiang Zheneng Zhenhai Power Generation Co.,Ltd.,Ningbo Zhejiang 315208,China)
There are a large number of rotating machineries in power generating equipment and quick and accurate elimination of the misalignment of the coupling is not only beneficial to reduce repair time but improve the efficiency of maintenance work to reduce maintenance cost.The error of traditional method for coupling alignment of back wheel of small rotating machinery is small while it is big in back wheel coupling alignment of a large rotating machinery,which increases work load and makes high-standard operation procedure hard to finish.The fractional step-combination method of the coupling alignment makes up for this deficiency and plays an important role fast coupling alignment.
large rotating machinery;coupling alignment;fractional step-combination method;measurement and calculation
TM621.3
B
1007-1881(2015)11-0085-04
2015-09-17
蔡武军(1980),男,助理工程师,技师,从事发电厂锅炉检修工作。
猜你喜欢
昆明医科大学学报(2021年5期)2021-07-22
中国外汇(2019年13期)2019-10-10
重庆与世界(2017年8期)2017-11-24
环球时报(2017-11-23)2017-11-23
故事林(2017年19期)2017-10-17
恋爱婚姻家庭·养生版(2017年4期)2017-04-06
汽车之友(2015年16期)2015-09-10
食品与健康(2014年11期)2015-01-17
人生与伴侣·共同关注(2009年6期)2009-04-20
驾驶者(2009年2期)2009-02-26