
正三角圆弧刀片的简易测量和参数计算
2015-05-09 01:40陕西汉江机床有限公司汉中723003张新宁
金属加工(冷加工) 2015年4期
陕西汉江机床有限公司 (汉中 723003) 张新宁
为了尽早把专项产品推广到用户中,我公司承接了部分用户的非标刀片,这些刀片有的加工难度大,没有专用的测量工量具。考虑到每种刀片的专用性和特殊性,通过大量的模型模拟和模型简化,找出最简单的测量方法和算法模型。简化了非标刀片测量的操作,为刀片加工提供可靠的参数依据,大大提高了生产效率,既保证了刀片的一致性,又提高了成品的合格率。下面介绍一种正三角圆弧刀片的测量模型和算法。
所谓正三角圆弧刀片就是在一个正三角形内,与正三角形内切圆相切、半径相等、在平面内互差120°的3段圆弧围成的平面图形。有的正三角圆弧刀片的刀尖有圆弧过渡,有的没有。这是一种非标刀片,不属于国标刀片范畴。虽然还不知道这种刀片的使用场合,但从客户带来的样品种类、规格来看,市场对这种刀片的需求可能会很大。下面对两种类型刀片分别进行阐述。
1. 第一种情况:刀尖r=0mm
(1)刀片内切圆D、大圆弧半径Rh的计算。其数学模型的建立,如图1所示。

图 1
测量参数:刀片的高度方向最大值L;刀片的水平方向最大值L01。
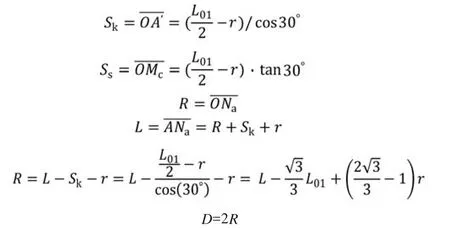
刀片内切圆D的计算,从数学模型上,可得到下列算式

正三角圆弧刀片大圆弧Rh的计算。以内切圆中心为坐标原点建立坐标系,则设Oc坐标为(0,y),B坐标为(-L01/2,-Ss),大圆弧半径为Rh,从图1可以看出:
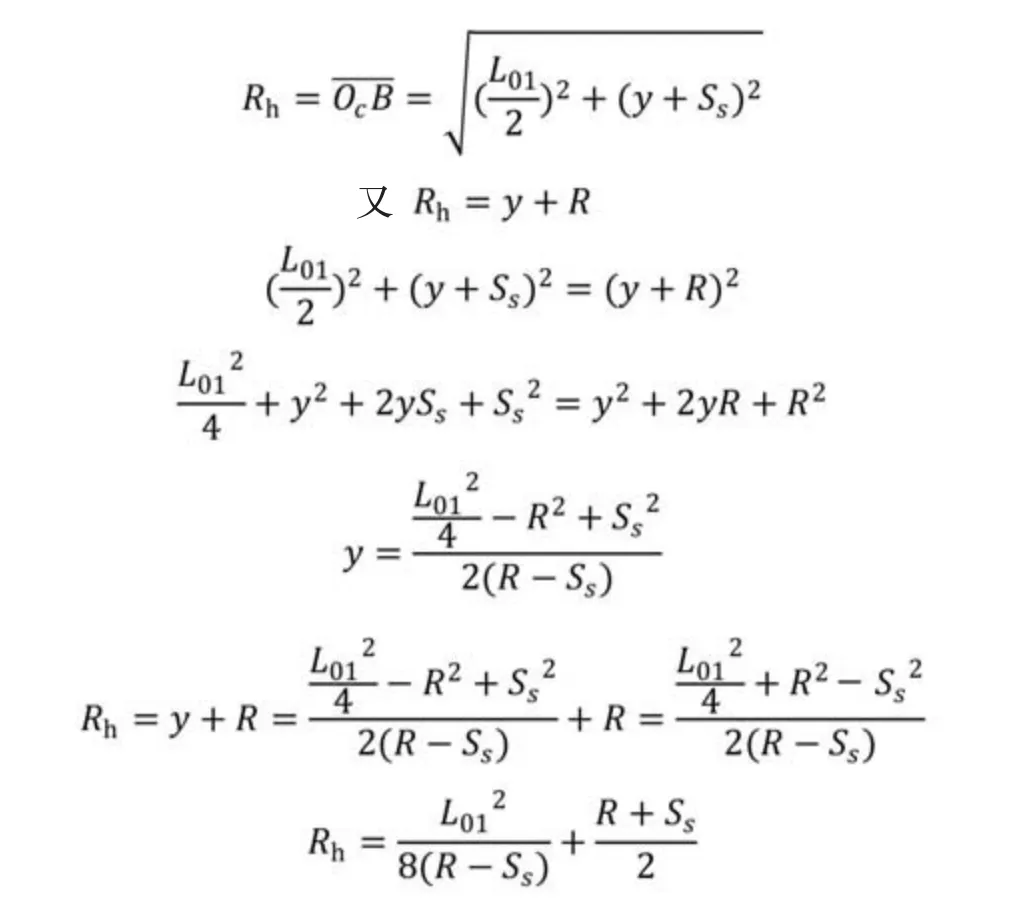
(2)验证算法。按照上面的计算公式,在Excel计算数据(见表1),并与CAXA下的作图数据进行比较,二者结果是相同的,证明算法是正确的。

表 1
2.第二种情况:刀尖r≠0
(1)刀尖r的测量。①用CAXA作图形模版,以50:1比例绘制图样要求的刀尖半径圆弧(半圆以上),按照标准1:1图样打印在透明纸上备用。②在万能工具显(以下简称万工显)上安装50倍放大镜头。③将磨削后的刀片放置在万工显的夹具上,调整镜头焦距,使得刀片清晰的投影在镜面上。④用制作的标准模版和刀片在万工显上的投影,比对刀尖半径的尺寸,并从万工显镜面上读取刀尖半径的尺寸,误差<0.02mm。⑤将刀片旋转120°并放置在万工显夹具上,测量其他两个刀尖的圆弧半径,考核3个刀尖圆弧半径的大小一致性。⑥记录刀尖半径尺寸备用。在下面的算法中用到的刀尖半径尺寸,原则上采用抽检方式来确认批量生产中的基本尺寸,如果没有特别要求,可以认为和图样尺寸相同,并进行推算其他尺寸。下面计算的前提条件是刀尖半径符合图样精度要求合格。
(2)刀片内切圆D、大圆弧半径Rh的计算。数学模型的建立如图2所示。
测量参数:刀片的高度方向最大值L;刀片的水平方向最大值L01。刀片内切圆直径D的计算,

图 2
从数学模型上,可得到下列算式
正三角圆弧刀片大圆弧Rh的计算,以O为坐标原点建立坐标系,假定OC(0,y),B'(xb,yb)

(3)验证算法。按照上面的计算公式,在Excel计算数据(见表2),并和CAXA下的作图数据进行比较,二者结果是相同的,证明算法是正确的。
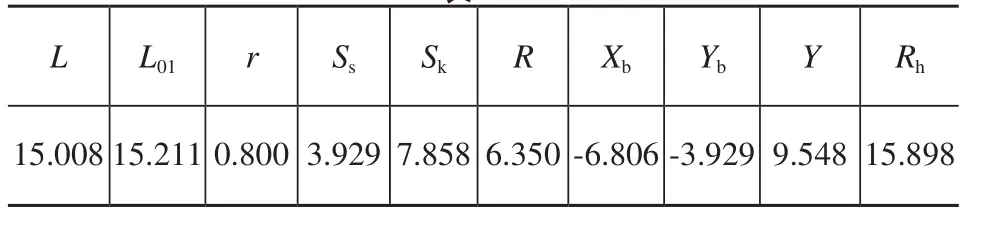
表 2
3. 具体应用
上面两种算法均可应用于正三角圆弧刀片磨削后的批量测量。在Excel表中,将测量的 L、L01尺寸直接输入,确认后立即得到刀片的内切圆D和大圆弧的Rh,即时生成检查报表。可以同时考核3个大圆弧的一致性。上面算法同样适用于带有后角的刀片的测量和计算。
4. 结语
上面的两种算法,从原理上看是完全相同的,因此第二种算法中实际已经包含了第一种算法,虽然在计算过程中使用了多个中间变量,但使得计算过程进一步简化。这种算法看起来并不复杂,但完全解决了该刀片不能精确测量的问题。
猜你喜欢
CHINA TODAY(2022年4期)2022-11-22
小哥白尼(野生动物)(2021年5期)2021-08-30
中等数学(2021年2期)2021-07-22
中等数学(2020年9期)2020-11-26
机械工程师(2020年4期)2020-05-08
制造技术与机床(2018年11期)2018-11-23
中等数学(2018年7期)2018-11-10
中学数学杂志(高中版)(2018年1期)2018-01-27
解放军健康(2017年5期)2017-08-01
项目管理技术(2016年6期)2016-05-17
