
TC4/TA18钛合金蜂窝夹层结构钎焊工艺研究
2015-05-31 09:41中航工业北京航空制造工程研究所航空焊接与连接技术航空科技重点实验室高兴强佀好学岳喜山静永娟李智渊
航空制造技术 2015年11期
中航工业北京航空制造工程研究所航空焊接与连接技术航空科技重点实验室 高兴强 佀好学 岳喜山 静永娟 李智渊
蜂窝夹层结构具有超轻质、高比强度和比刚度、消音、隔热等诸多优点,国内外现已广泛应用于航空航天等领域,如飞机机身、舵翼面、发动机舱门等[1-2]。钛合金蜂窝夹层结构在较高温度下能够长时间使用,并具有良好的疲劳寿命和耐腐蚀性能,可以满足现代飞机在某些特殊条件下的使用要求[3-4]。钛合金蜂窝夹层结构一般用钎焊方法将上下面板与中间蜂窝芯连接起来,如图1所示[5]。钛合金蜂窝夹层结构钎焊常用的钎料有钛基钎料、铝基钎料和银基钎料,因钛基钎料具有更高的高温性能和更好的耐腐蚀性而受到普遍关注[6]。TA18(Ti-3Al-2.5V)钛合金是从TC4(Ti-6Al-4V)钛合金演变而来的近α型α+β型钛合金,虽不及TC4钛合金强度高,但由于其具有优异的冷成形性能和焊接性能、良好的高温性能和耐腐蚀性能,已在航空航天领域广泛应用[7]。TA18钛合金冷成形性优良,易用于制备蜂窝芯所用波纹带,因而TC4/TA18蜂窝夹层结构具有良好的应用前景。
本文主要针对TC4/TA18钛合金蜂窝夹层结构,采用Ti-Zr-Cu-Ni非晶箔带钎料进行真空钎焊,研究钎焊温度、保温时间对TC4/TA18钛合金蜂窝夹层结构钎焊界面微观组织的影响,分析钎焊界面的微观组织特征,并对钎焊接头进行拉脱性能测试。
1 试验条件和方法
试验件上下面板均为TC4钛合金,蜂窝芯材料为TA18钛合金,二者的化学成分如表1所示。试验件蜂窝芯尺寸(D)为6.4mm,芯格壁厚(t)为0.08mm,蜂窝芯高度(h)为15mm,面板厚度为0.8mm。

表1 TC4钛合金与TA18钛合金的化学成分(质量分数)%
图1 典型蜂窝夹层结构示意图Fig.1 Diagram of typica l Honeycomb Sandwich construction
钎焊温度明显高于基体材料的相变温度时,基体材料发生相变,长时间保温使基体组织粗化,导致基体材料机械性能显著下降;钎焊温度过低时,钎料的流动性差,不能获得满意的钎焊接头,因而钎焊温度的选择需综合考虑钎料的熔点和基体材料的相变温度。试验选用钎料为Ti-37.5Zr-15Cu-10Ni非晶箔带钎料,其熔点为830℃~840℃,TA18钛合金的相变温度在920℃~930℃左右。本文选择880℃、920℃和960℃3个钎焊温度,60min、90min和120min 3个保温时间进行研究,分析钎焊界面的微观组织特征,并进行拉脱性能测试。
试验在真空钎焊炉中进行,钎焊时真空度优于4×10-3Pa。将试样钎焊界面制作成金相试样,在光学显微镜下观察钎焊界面微观组织特征,分析钎焊界面对试件力学性能的影响。参照ASTM C297将焊后的试样用线切割分别切为50mm×50mm试验件,进行拉脱性能测试,为保证试验的准确性,每组试验取5个试验件。
2 钎焊界面微观组织分析
TC4/TA18蜂窝钎焊接头微观组织大致可分为3个区域,如图2(a)所示,靠近TC4面板一侧为扩散区,主要为由α+β相组成的针状魏氏组织,在钎焊接头中由于钎料中的Cu和Ni元素向面板母材扩散,Cu和Ni为β相稳定元素,降低了α相向β相的相变温度,从而形成图2(a)中所示Ⅰ区所示的魏氏组织;紧邻扩散区的区域为未扩散均匀区,该区主要为β钛,其中Cu、Ni元素未扩散完全,可能存在Ti与Cu、Ni元素的金属间化合物,如图2(a)中所示黑色区域Ⅱ区;靠近TA18蜂窝芯的区域为钎料凝固区,钎料凝固区与钎料的原始非晶状态大不相同,其中主要为黑色圆形的Ti的固溶体和灰色的TiNi2(Cu,Zr)金属间化合物,如图2(a)中所示Ⅲ区[5]。
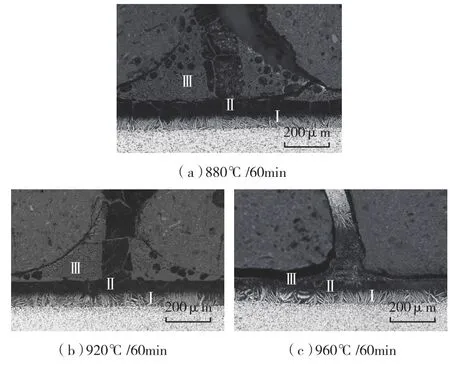
图2 不同钎焊温度下钎焊接头的微观组织Fig.2 Microstructure of joint brazed at different temperatures
2.1 钎焊温度对接头微观组织的影响
钎焊温度是影响钎焊接头质量的重要因素,分别选取钎焊温度为880℃、920℃、960℃,钎焊保温时间为60min时,钎料添加量为80μm,接头的微观组织如图2所示。图2(a)所示为880℃/60min时钎焊接头的微观组织,由于钎焊温度较低,原子扩散能力较差,针状的魏氏组织区域宽度只有约50μm,未扩散均匀区中形成的金属间化合物较多,该金属间化合物为脆性相,该区域为钎焊接头的薄弱环节,宽度大约有80μm;当920℃/60min时,钎焊接头微观组织如图2(b)所示,从中可以明确看出在母材靠近焊缝附近有一层长大的等轴状晶粒,此时扩散能力较880℃/60min时有所提高,扩散区增大,约为65μm,未扩散均匀区中脆性金属间化合物较少,该区域约为50μm,钎料凝固区变化不大,蜂窝芯的微观组织如图3(a)所示;960℃/60min时,原子扩散能力强,扩散区约有80μm,未扩散均匀区仅有30μm,如图2(c)所示,而此时钎焊温度远高于蜂窝芯基体材料的相变点,钎焊过程中基体发生相变,晶粒长大粗化,如图3(b)所示,严重影响钎焊接头机械性能,此时TA18钛合金蜂窝芯体成为整个接头的薄弱环节。
2.2 保温时间对接头微观组织的影响

图3 不同钎焊温度下蜂窝芯的微观组织Fig.3 Microstructure of honeycomb core brazed at different temperatures
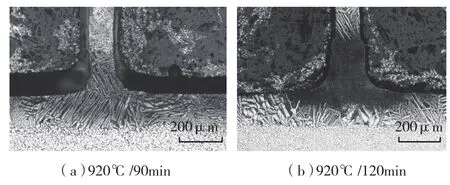
图4 不同保温时间下钎焊接头微观组织Fig.4 Microstructure of joint brazed for different holding time
保温时间也是钎焊的一个重要参数,延长保温时间,有利于元素的扩散。选取钎焊保温时间分别为60min、90min、120min,钎焊温度为 920℃,钎料添加量为80μm时,920℃/60min接头的微观组织如图2(b)所示。920℃/90min、920℃/120min接头的微观组织如图4所示。从图4(a)中可看出,920℃/90min时,钎料扩散更加充分,未扩散均匀区几乎完全消失,接头主要为α+β相组成的魏氏组织,其宽度大约为120μm,此钎焊界面为较理想钎焊界面。当保温时间延长到120min时,钎焊接头也主要为α+β相组成的魏氏组织,但由于保温时间过长,针状的魏氏组织及蜂窝芯组织有所长大,如图4(b)所示。
3 钎焊接头强度研究
3.1 钎焊温度对接头强度的影响
钎焊温度为880℃、920℃、960℃,钎焊保温时间为60min,钎料添加量为80μm时,蜂窝夹层结构钎焊接头的室温拉脱强度如表2所示。由表中可以看出,接头的室温拉脱强度随钎焊温度的升高先增大后减小。钎焊温度为880℃和920℃时,钎焊接头的室温拉脱强度,平均值分别为10.43MPa和16.20MPa,接头的破坏方式均为蜂窝芯与面板开焊,蜂窝芯与面板的连接界面为整个接头的薄弱环节,这可能是由于接头钎焊界面形成较多脆性金属间化合物;钎焊温度升高到960℃时,接头的室温拉脱强度略有降低,平均值为14.69MPa,接头破坏方式为蜂窝芯坏,强度下降是由于钎焊温度过高,蜂窝芯基体发生相变,晶粒长大粗化,而使蜂窝芯成为整个接头的薄弱环节。
3.2 钎焊保温时间对接头强度的影响
选取钎焊保温时间分别为60min、90min、120min,钎焊温度为920℃,钎料添加量为80μm时,蜂窝夹层结构钎焊接头的室温拉脱强度如表3所示。钎焊保温时间为60min时,由于钎焊界面存在脆性金属间化合物而使接头强度较低;当保温时间延长至90min时,钎料中元素扩散充分,焊缝中主要为针状的α+β相组成的魏氏组织,此时蜂窝芯为整个接头的薄弱环节,接头强度有大幅提高,平均值约为19.82MPa;保温时间增加至120min时,由于钎焊界面组织长大,接头强度有一定程度的降低。由此可见,钎焊温度为920℃时,钎焊保温时间为90min为最优工艺,此时接头的破坏形式为蜂窝芯坏,如图5所示。

表2 不同钎焊温度下接头的室温拉脱强度MPa

表3 不同钎焊保温时间下接头的室温拉脱强度MPa

图5 采用920℃/90min参数时接头室温拉脱破坏形式Fig.5 Mode of tensile failure of joint brazed at 920℃ /90min at room temperature
4 结论
本文通过分析TC4/TA18钛合金蜂窝夹层结构接头微观组织,研究钎焊温度、钎焊保温时间对接头的影响,优化出适用于该规格TC4/TA18钛合金蜂窝夹层结构的钎焊工艺,并通过测试接头的拉脱强度,验证了优化的钎焊工艺。
(1)钎焊温度为880℃时,保温时间为60min时,钎料中的Cu、Ni元素扩散不充分,易在钎焊界面形成脆性金属间化合物;钎焊温度升高至960℃,保温时间为60min时,TA18钛合金蜂窝芯发生相变,晶粒长大粗化;保温时间增加至120min,钎焊温度920℃时,焊缝晶粒粗化。脆性金属间化合物生成及晶粒粗化均对接头产生不利的影响。
(2)在920℃,保温90min,添加钎料80μm时,钎料中的Cu、Ni元素扩散较充分,接头为α+β相组成的魏氏组织,TA18钛合金蜂窝芯与焊缝魏氏组织均不发生粗化。920℃、保温90min、添加钎料80μm为TC4/TA18钛合金蜂窝夹层结构的最优钎焊工艺,在该工艺参数下接头的室温拉脱强度平均值最高,可达19.82MPa,破坏形式为蜂窝芯坏。
[1] 张敏,于九明.金属夹芯复合板及其制备技术的发展.焊接技术,2003(6):21-23.
[2] 吴昌忠,陈静,陈怀宁,等. 钛合金高温钎焊接头的组织性能及影响因素评价. 宇航材料工艺,2005(3):17-20.
[3] Woodward J R.Titan ium Honeycomb Sandwich fabricationprocess//Proceedings of Fifth National SAMPLE Technical Conference. New York, 1973: 432-437.
[4] Huang X,Richards N L.Activated diffusion brazing technology for manufacture of titanium honeycomb structures—a statistical study.Welding Research, 2004(3): 73-81.
[5] 静永娟,李晓红,岳喜山. TC1 钛合金蜂窝夹层结构的钎焊工艺研究与分析.航空制造技术,2012(13): 137-139.
[6] 岳喜山,欧阳小龙,侯金保,等. 钛合金蜂窝夹层结构钎焊工艺. 航空制造技术,2009(10): 96-98.
[7] 陈逸,李金山,孙峰,等. 冷轧TA18管材变形过程中微观组织及织构. 塑性工程学报, 2012,19(1): 35-39.
猜你喜欢
现代装饰(2021年1期)2021-03-29
湖北农机化(2020年4期)2020-07-24
四川冶金(2019年5期)2019-12-23
知识就是力量(2018年3期)2018-03-08
制造技术与机床(2017年3期)2017-06-23
焊接(2016年8期)2016-02-27
焊接(2016年5期)2016-02-27
焊接(2016年3期)2016-02-27
焊接(2016年3期)2016-02-27
焊接(2016年3期)2016-02-27
