铸铁管型材垂直连铸牵引控制系统研制
2015-06-25 02:51徐开亮徐敬文
电气传动自动化 2015年1期
徐开亮,徐敬文
(西安理工大学 电气自动化学院,陕西 西安710048)
1 引言
采用水平连铸方法生产的实心铸铁型材,具有组织致密、性能优良、尺寸精确和表面光洁的优点,能够为机械制造业提供优质毛坯,应用范围日益广泛。由于市场上没有用连铸法生产的铸铁管型材,这些实心铸铁型材中的很大一部分会被车削加工成空心管型材用于制造空心形零件。如制造高性能要求的液压、气动、油泵的缸体、承压环、活塞环及管状零件时,不得不用高致密的实心连铸棒材掏空而成,这样就浪费大部分原材料,同时也耗费了大量的能源和加工工时。因此,研制生产铸铁管型材以替代铸铁实心棒型材就非常有必要。铸铁管型材垂直连铸牵引控制系统就是为生产铸铁管型材的需要而研制的关键生产设备。
2 垂直连铸法生产铸铁管型材对拉拔工艺的要求
铸铁管型材垂直连铸生产线由熔铁炉、保温炉、结晶器、切断机、牵引机及牵引机控制系统等主要部分组成。牵引控制系统是最关键的设备之一。铁水由熔化炉注入保温炉后,由伸入到保温炉水冷石墨结晶器中的牵引头将凝固成型的铸铁管按一定的拉拔工艺从保温炉结晶器中拉拔出来,其过程如图1所示。
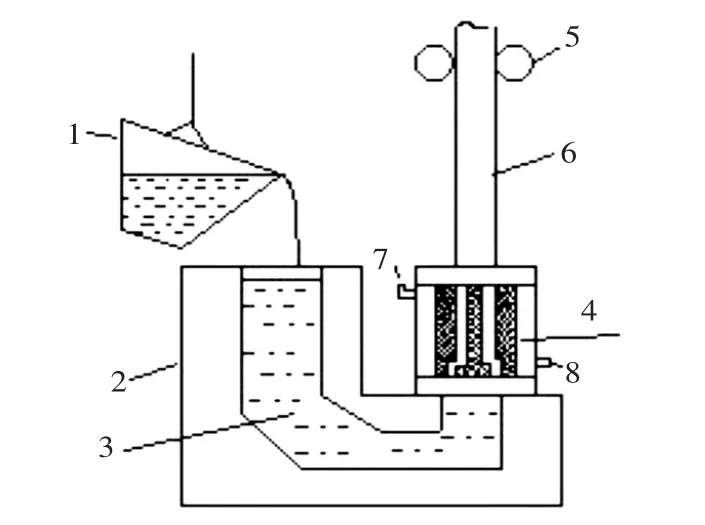
图1 垂直连铸结晶与拉拔装置示意图
保温炉体呈“高低柜”连体式,高炉体的炉膛用来储存铁液,低炉体上方安置水冷结晶器。高、低炉体炉膛间有水平连通管道。铁液浇注进高炉体炉膛后,经过水平管道流至低炉体,在熔体压力下,经石墨型孔自下而上升入结晶器中,结晶器的石墨套对铁液进行冷却,使铁液凝固结壳,带有锥度的型芯用来成形空心管型材的内径。
开始引晶时,引晶头伸到与结晶器中的铁水接触后,由于石墨结晶器传热很快,经过很短时间后,在结晶器石墨套中的铁水凝固形成管状体硬壳,当引晶头被牵引作向上提拉运动时,一段管体就形成了。对于每一型号的铸铁管,都有一组最优的工艺参数,包括保温炉内的温度、拉拔速度、拉拔周期、拉停比、冷却水温度、以及结晶器出口型材管的温度等都会有不同的要求。拉拔控制系统根据不同管材参数,控制牵引机采用拉-停-拉的运动方式,一步一步将铸铁管从结晶器中拉拔出来。由于在拉拔过程中,已凝固的外壳与石墨套结晶器内的铁水会发生撕裂,但当一个步距完成后快速停下时,保温炉内的铁水在压力作用下会很快上涌将撕裂的间隙弥补起来。因而要求拉拔运动必须是间歇式的,且要把握好“急拉快停”的原则,其牵引机拉拔运行工艺曲线如图2所示。
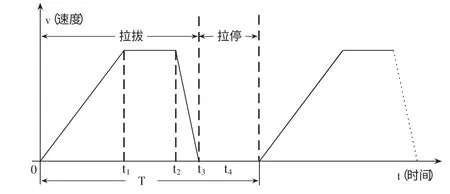
图2 牵引机拉拔工艺运行曲线图
3 拉拔牵引控制系统的设计要求
根据以上对拉拔工艺的分析,牵引机控制系统应满足以下几点要求。
(1)牵引系统能平稳地实现“拉-停-拉”循环动作,且拉拔周期T可在[0.4s,40s]范围内连续可调。
(2)电动机应具有快速正、反转功能,以满足引晶时上拉和下推动作的需要。
(3)拉拔占空比K = L/T 在(0%,100%)范围内连续可调。当拉拔速度V、拉拔周期T一定时,占空比K将决定一个步距L的长度。
(4)在图2所示的一个正常拉拔周期中,0-t1为拉拔启动阶段,要求电动机以一定的恒定加速度dv/dt平稳起动,且具有足够的牵引力矩,以克服凝固管壳与结晶器之间的静摩擦阻力。
(5)t1-t2为拉拔稳速阶段,牵引机速度v可在[0.1m/min,1m/min]范围内连续可调。稳态精度应保证s<±10%,以满足不同直径、壁厚、材质条件下的拉拔速度要求,并确保每一周期中拉拔步距L长度基本不变。因此,系统应具有恒转矩负载特性。
(6)t2-t3为拉拔停止过程,要求牵引电动机尽可能快地从稳速下降停止到零速,以便结晶器中的铁水产生上涌冲击的紊流,填补管体拉拔过程中出现的空隙和裂纹。
(7)t3-t4为拉停静止阶段,铁水在此阶段结晶凝固,为下一次拉拔做准备。此时牵引电动机不能有爬行蠕动现象,且具有自锁功能以防止管材因重力下滑。
4 拉拔牵引控制系统方案设计
分析拉拔工艺对牵引电动机速度控制提出的要求,采用图3所示的直流双闭环晶闸管可逆调速系统来实现拉拔牵引控制。该系统在满足拉拔工艺的前提下具有如下特点。
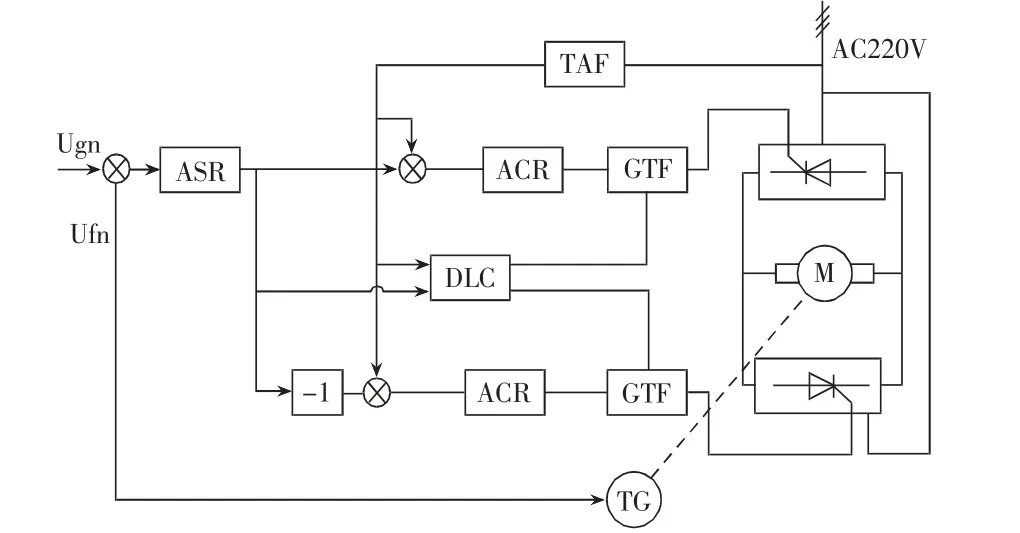
图3 牵引机拉拔速度控制系统框图
(1)本系统采用了速度(ASR)与电流(ACR)两个闭环调节,因而牵引系统可以得到良好的动、静态性能指标。其中,通过速度环的调节作用可以得到近似无静差系统(用PI调节器);而通过电流环的调节可以方便地控制动态电流,获得恒加速度特性。
(2)根据电力拖动动力学方程:

其中M=CmⅠ,代入式(1),得到:

则

式中:Mdm、Ⅰdm分别为启动时电机的最大转矩和启动电流;Mfz、Ⅰfz分别为负载转矩与电流;Cm、Ce分别为电机转矩系数和电势系数为折算到电机轴上的总飞轮惯量;R∑为主电路总电阻;为拖动系统机电时间常数。
由式(3)可知,启动过程中电流Ⅰdm为恒定值,因此加速度也为恒定值,不但启动平稳,并且在负载电流(Ⅰfz)一定时,通过控制电动机启动电流Ⅰdm,可以实现对于加速度的控制,从而得到拉拔工艺所要求的启动阶段恒加速上升波形。对于双闭环系统而言,控制Ⅰdm的大小非常方便,只需要改变速度调节器(ASR)的输出限幅值即可。拉拔启动过程中速度及电流波形图4所示。
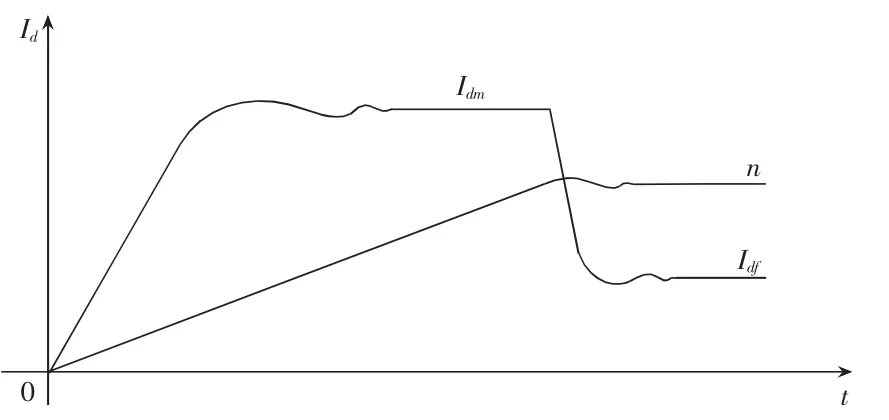
图4 牵引电机启动时电流及速度波形图
(3)由于采用两组晶闸管(VF和VR)反并联组成的双闭环可逆系统具有回馈再生制动的功能,在满足快速平稳停车的要求下,还能将频繁停车制动的电能回馈于电网,起到了节能省电的作用。
5 控制系统组成
控制系统由触摸屏、可编程控制器PLC、直流调速器、温度监控仪表、控制电源、以及操作面板按钮指示灯、低压开关电器元件等组成。其中作为人机界面的触摸屏,用于设定拉拔速度、拉、停时间,保温炉温度控制等有关工艺参数;同时可显示系统运行时的有关状态曲线、故障信息等;PLC控制器是整个系统的控制核心,通过触摸屏设定的工艺参数和传感器检测到的实际状态信息进行比较、判断,然后输送到调速器控制牵引电动机的速度和拉停时间、及温度仪表,按照选择的一组最佳工艺参数执行拉拔运行。
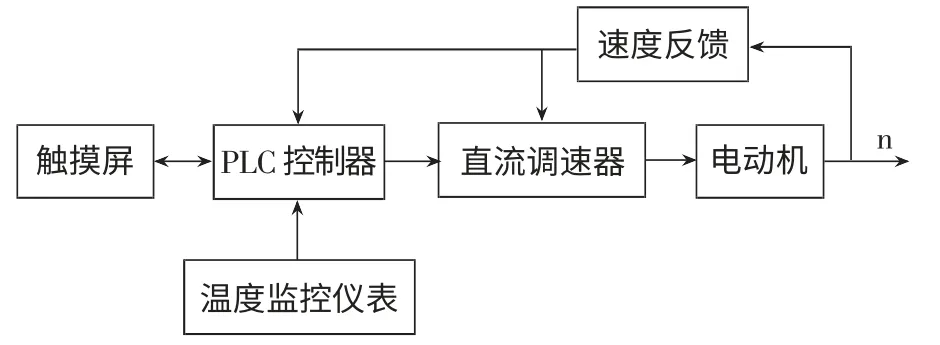
图5 垂直连铸控制系统组成框图
6 控制系统投入运行后的结果
系统投入运行后,已生产出外径尺寸在50-160mm之间、管壁厚5-25mm的铸铁空心管型材,并且已形成了日产10t以上的空心铸铁管型材的生产规模。
对生产出的铸铁空心型材经有关部门进行了组织与性能的分析,结果表明:该方法生产的铸铁空心型材具有晶粒细小、组织致密、成分均匀和优良的综合力学性能等特点,是制造缸套、气缸、活塞环及管状零件理想材料。目前,除国内数十家用户使用外,现已出口日本及印度等国。
控制系统运行数年以来,工作平稳、运行可靠、故障率低,极少出现拉漏、拉断的现象。特别是数字化设定参数精度高、操作容易、使用方便,获得了满意的效果。
[1]陈伯时.电力拖动自动控制系统[M].北京:机械工业出版社,2004.
[2]颜国军.用连铸法生产组织致密的铸铁空心型材[J].铸造,2009,(2).
[3]徐敬文等.小径铸铁型材水平连铸控制系统研究[J].电气传动自动化,2006,(4).
[4]李生民,徐敬文等.新型水平连铸智能控制系统的研究[J].铸造技术,2003.
[5]牛宏建、武东福等.铸铁水平连铸急停工艺措施的实验研究及理论分析[J].热加工工艺,2001,(6).
猜你喜欢
山东冶金(2022年4期)2022-09-14
山东冶金(2022年2期)2022-08-08
装备制造技术(2020年4期)2020-12-25
山东冶金(2019年6期)2020-01-06
山东冶金(2019年5期)2019-11-16
重型机械(2019年3期)2019-08-27
山东冶金(2019年2期)2019-05-11
传媒评论(2017年10期)2017-03-01
现代制造技术与装备(2015年4期)2015-12-23
新疆钢铁(2015年2期)2015-11-07