
曲柄肘杆伺服压力机驱动系统设计研究
2015-07-01 09:31王世明高艾琳吴燕翔赵升吨
锻压装备与制造技术 2015年3期
谢 嘉,王世明,高艾琳,吴燕翔,赵升吨
(1.上海海洋大学,上海201306;2.西安交通大学,陕西 西安710049)
1 引言
伺服压力机相对传统机械压力机,去掉了飞轮及离合器、制动器,将机械传动部分尽量精简,具有结构简单、产品质量高、滑块运动柔性好、降噪节能等优点[1]。而伺服压力机驱动系统是整机运行的基础,它决定了滑块运动的规律和运行的平稳性。一般情况下,在压力机进行工件加工时,金属材料塑性变形的阻抗力会随着材料应变速率的增大而增大,因此为了保证加工质量,要求和滑块相连的模具在锻冲工作时能够低速慢行,但为了达到高的生产率,就要提高滑块空程和回程的运行速度。另一方面,为了满足个性化生产的需要和缩短产品制造周期,伺服压力机滑块的运行速度需要在较大范围内可自如调节[2],以便在不同的加工工艺下采用不同的滑块运行曲线,从而实现较好的柔性化生产。以上两方面的实现都以精确的滑块运行控制为基础,而滑块的运行特性和压力机驱动系统的关系最为密切。
伺服压力机驱动系统的构成具有不同的方案,比如伺服电机直接驱动的压力机,其包括伺服直线电机直接驱动的压力机[3]和伺服电机直接驱动曲柄的压力机[4],该类型压力机由于受伺服电机转矩(力矩)的限制,压力机吨位较小,驱动电机功率较大,增加了同吨位伺服压力机的成本。另外较多形式的是伺服电机加减速器及螺杆结构和伺服电机加减速器及肘杆结构。螺杆结构的伺服压力机因滚珠丝杠承载能力有限,压力机吨位不能太大,同时需要有一定的增减速机构来实现滑块冲压阶段的低速性和非冲压阶段的快速性。肘杆结构的伺服压力机增加了大齿轮,其能起到飞轮的作用,这样就减小了伺服电机的功率,相应提高了压力机的吨位,具有很好的发展前景。
以上分析表明,压力机吨位和伺服电机转矩之间存在着矛盾,如果能在低速时得到较大的驱动转矩,并且能够在较大的速度范围调速运行,那么就能很好地实现伺服压力机的直驱运行和滑块的柔性控制。可以看出伺服压力机需要的驱动电机必须具备低速、大转矩的特性并要具有足够的调速空间。本文从德国不伦瑞克理工大学电机专家Herbert WEH教授提出的横向磁场电机概念出发[5],采用一种爪极式组合定子横向磁场电机[6]来作为伺服压力机的驱动电机。这种电机采用独特的结构,解决了传统电机中电枢绕组截面和齿槽宽度相互制约的矛盾,能提供相当高的转矩,通过弱磁控制也可以让电机工作在较大的调速范围内。
本文首先论述了伺服压力机需要解决的核心问题,即机械传动机构的合理设计、调速性能优良的大力矩伺服电机的研发采用、驱动系统的控制技术和伺服压力机冲击负荷和电机容量的矛盾等问题是要解决的重点。接着设计了曲柄肘杆伺服压力机的驱动系统,给出了系统总体设计和系统曲柄肘杆机构优化设计结果,并确定了驱动电机参数,同时给出了系统控制策略。然后对驱动系统的特性进行了研究并对其工作特性进行了校核,结果表明本文设计的曲柄肘杆伺服压力机驱动系统能够很好地实现不同加工工艺的伺服控制,具有优良的柔性加工和低速锻冲、快速空程及回程的功能,驱动系统的机械传动机构、伺服驱动电机和系统控制部分都满足了设计要求。
2 伺服压力机需解决的核心问题
伺服驱动的机械压力机(简称伺服压力机)被称为第三代机械压力机,它一出现就引起了业内研究工作者的广泛重视,对它的研发一直在积极进行。要得到一个性能完善、市场竞争力强的伺服压力机,必须要明确它需要解决的核心问题,然后针对这些问题进行研究以寻求最优的解决方案。
(1)伺服压力机机械传动机构的优化设计。机械压力机的驱动系统最终是要满足滑块带动模具进行精确锻冲工件的工作要求,因此其机械传动机构应按滑块运动方式进行设计。伺服压力机要实现柔性加工工件的功能,且总体上要实现滑块运动的低速锻冲和快速空程及回程的特性,首先需要选择合适的机械传动机构,同时还要进行科学优化设计。
(2)调速性能优良的大力矩伺服电机的研发采用。伺服压力机简单的机械传动机构需要主驱动伺服电机的力矩足够大,这样才能代替传统机械压力机机械传动机构的力矩放大作用,完成对滑块的精确控制,以实现柔性加工和低速加工工件、快速空程及回程的功能。因此要求开发的压力机用伺服电机必须具有宽范围良好的调速性能,且能在低速时提供大力矩,高速时提供足够的功率。
(3)伺服压力机驱动系统控制技术。要实现适合伺服压力机不同工艺滑块运动曲线的精确控制,除伺服压力机机械传动机构和主驱动伺服电机本身的性能保证外,驱动系统的控制技术也相当重要。而控制技术取决于系统硬件和控制策略,系统硬件的实现已经有了雄厚的基础,控制策略需要根据伺服压力机及其伺服驱动电机的特性来研究确定。
(4)伺服压力机负荷性质和电机容量问题。机械压力机的负载是典型的冲击负载,而伺服压力机的冲击负荷主要靠电机的瞬时转矩来克服。解决伺服压力机冲击负荷和电机容量问题之间矛盾的方法之一是适当提高机械传动机构的传动比,从而在一定范围内减小驱动电机的转矩以降低电机的容量。另一方面,在伺服电机驱动压力机运行过程中,电机驱动的运动部件在减速时会把其动能通过电机转化为电能,可以将这部分能量回收储存,然后在冲压时将电能释放。也就是电机的驱动转矩和容量要尽量大,而一定的传动比又可以减小对电机驱动转矩和容量的压力,同时通过能量回馈和再利用,可以达到节能降耗的目的。
3 曲柄肘杆伺服压力机驱动系统设计
3.1 驱动系统总体设计
伺服压力机驱动系统由伺服驱动电机、机械传动机构和系统控制部分组成。其中主驱动电机是动力源,而从电机到压力机滑块需要经过一定的中间机械传动机构,此传动机构的功能就是传递动力和实现电机旋转运动到滑块直线运动的转化。伺服压力机的机械传动机构是实现压力机高性能、超柔性、高精度和节能降噪等特性的基础,同时其设计还要在简化压力机系统结构、方便安装、减少维修、减轻重量等方面具有明显优势。本文以双肘杆机械压力机为研究目标,采用对称双点传动方式,伺服驱动电机经一级同步带减速机构串联一级同步齿轮机构,然后同步齿轮机构通过同轴固连的曲柄肘杆机构驱动滑块运动。伺服驱动电机采用具有低速、大转矩特性的横向磁场电机,即爪极式组合定子横向磁场电机[6]。所构成的曲柄肘杆伺服压力机的驱动系统如图1 所示。
由图1 可以看出,曲柄肘杆伺服压力机驱动系统具有以下特点:
(1)采用了对称曲柄双肘杆机构,肘杆机构在接近下死点时相对曲柄连杆机构其滑块运行曲线较为平缓,而空程及回程速度较快,即该机构具有明显的低速锻冲和快速空程及回程功能。
(2)机械传动机构只采用了一级同步带减速机构,然后以同步齿轮机构连接曲柄肘杆机构驱动滑块运动,整个机构简单紧凑。
(3)采用同步带和齿轮传动,很好地保证了机械传动机构的精度,为整个驱动系统的精确控制提供了良好的基础。
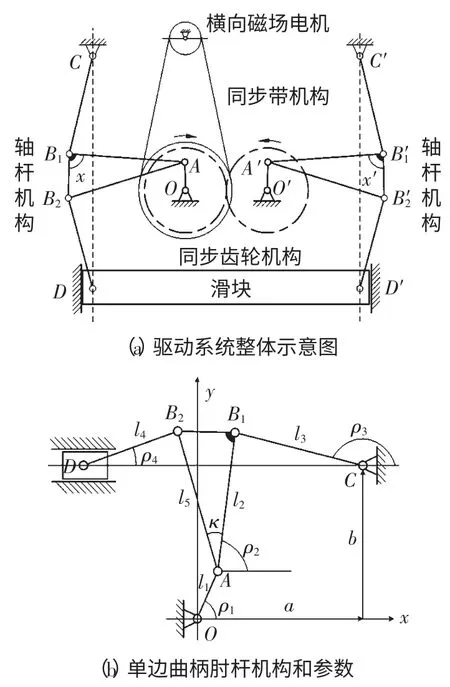
图1 曲柄肘杆伺服压力机驱动系统
(4)驱动系统中没有明显的耗能和产生噪声的环节,达到了节能降噪的目的。
3.2 驱动系统曲柄肘杆机构优化设计和驱动电机参数确定
在曲柄肘杆伺服压力机驱动系统中,首先需要确定机械传动机构各个构件的参数,其次是确定电机的参数。为了确定这些参数,需要根据压力机对主要参数的基本要求,依据图1 所示机构,对系统受力情况进行预分析,以获得影响驱动系统关键参数的主要因素。然后在此基础上,就可以对机械传动机构各个构件的参数进行优化设计,以获得满足最佳滑块运行特性的传动机构。然后依此确定电机参数,以研究设计伺服驱动电机。
通过对图1b 曲柄肘杆机构的分析可得,滑块D的水平位置Dx由杆系各杆件的长度、参数a、b、κ 和ρ1决定,即:

式中,参数ρ1为曲柄与水平方向的夹角,是曲柄肘杆机构的输入,它可以是均匀变化也可以是调节变化,由伺服驱动电机的转子转角位置决定。其他参数根据压力机结构设计的需要和科学优化设计来确定,采用变量循序组合响应面法[7]进行优化设计后,可最终得到各变量的优化设计结果为:l1=40mm,l2=240mm,l3=175mm,l4=165mm,l5=263mm,a=190mm,b=198mm,κ=27.13°。
在确定曲柄肘杆伺服压力机驱动电机参数时,需要计算压力机工作行程的最大总负荷,该负荷包括工作负荷和摩擦负荷,然后根据最大总负荷、传动比来确定电机的最大负荷;同时根据压力机伺服运行特性的需求,来计算伺服控制时速度变化的范围,从而确定伺服电机的调速范围。对图1 所示的曲柄肘杆伺服压力机,根据压力机变形抗力简化模型,采用Adams 分析模型进行动力学分析,可以得到曲柄肘杆伺服压力机在塑性加工过程中,机构冲击载荷产生的阻力矩和曲柄转角的关系曲线以及摩擦产生的阻力矩和曲柄转角的关系曲线,如图2 所示。
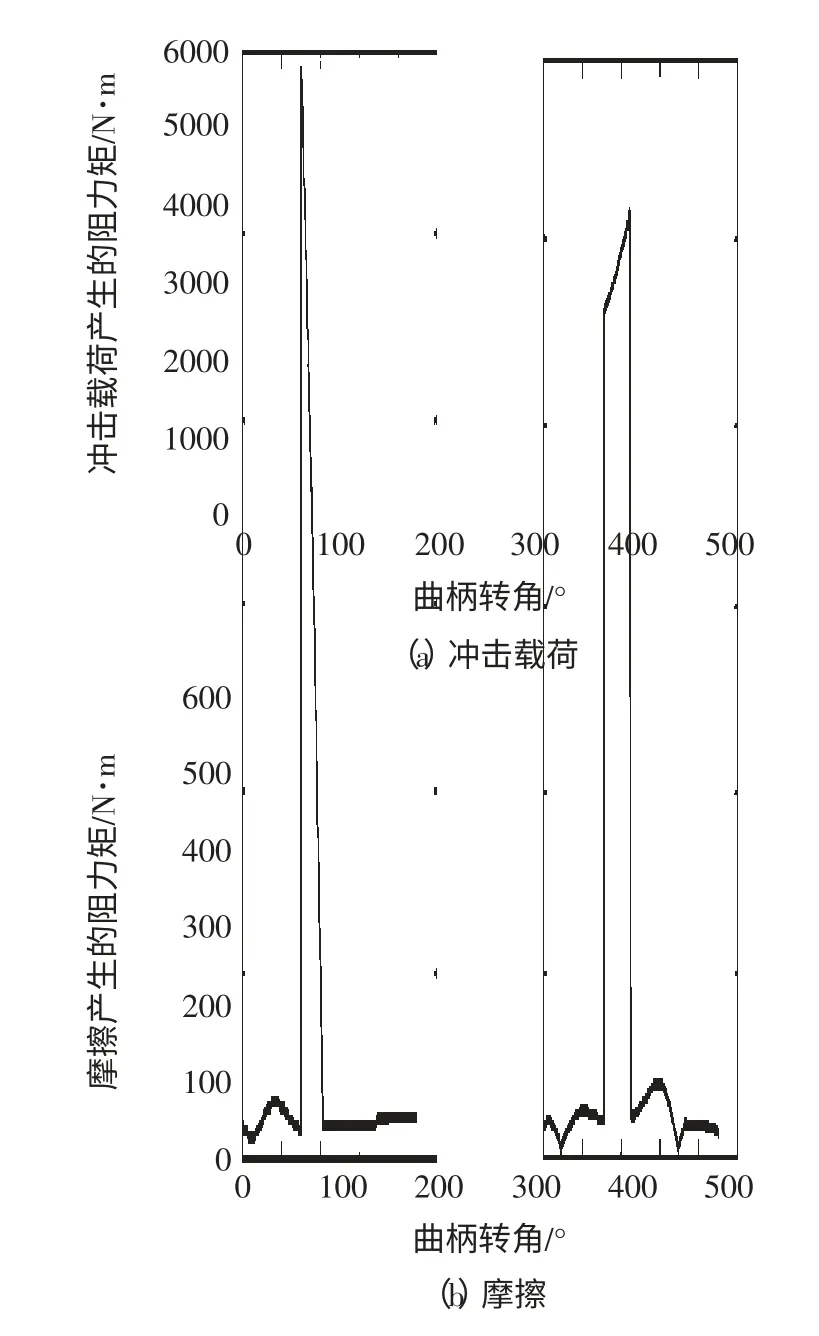
图2 机构承受的阻力矩与曲柄转角关系
由图2 可以看出,曲柄肘杆伺服压力机工作时,机构在工作行程中承受的最大冲击载荷约为6000N·m,而承受的最大摩擦阻力载荷约为500N·m,那么机构整体承受的最大总负荷约为6500N·m,此负荷就是作用在与电机串联的同步齿轮上的转矩。可以看出,此最大负荷虽然出现的时间很短,却是压力机工作时真正加工工件的负荷,并且在工作过程中周期性频繁出现,所以需以此转矩来确定电机的额定转矩。而压力机机械传动机构采用了一级同步带减速机构,其传动比为j=5。因此,通过计算电机的额定转矩可以确定为1300N·m,留有19%的余量,最终确定电机的额定转矩为1600N·m。而对于驱动电机正常工作时最大转速的确定,则需要通过分析曲柄肘杆伺服压力机不同工艺的滑块运行曲线,以此分析计算相应的曲柄角速度的变化范围来确定,其他电机参数根据这两个参数予以确定。可以看出对伺服驱动电机的要求是其具有低速、大转矩的性能,因此采用横向磁场电机是最佳选择。
3.3 驱动系统控制策略
曲柄肘杆伺服压力机的驱动系统通过横向磁场电机驱动同步带减速机构,然后串联一级同步齿轮机构,而同步齿轮机构通过同轴固连的曲柄肘杆机构驱动滑块运动。系统从驱动电机到滑块之间存在着严重的非线性和惯性,为保证系统简捷,从而能够保证对系统实时、精确的控制,本文提出采用基于Bezier 曲线数学模型的曲柄肘杆伺服压力机控制策略,见图3。
采用Bezier 曲线数学模型进行优化分析计算,可得到曲柄输入和滑块输出的工艺特性曲线参数[8],将这些工艺特性曲线参数应用到压力机伺服控制系统中,就会大大简化整个控制系统,提高系统控制的快速性。由图3 可以看出,整个系统的控制策略分为三大部分。首先通过离线优化计算建立Bezier 曲线数学模型,以得到满足伺服压力机不同工艺要求的伺服驱动电机输入转角位置控制给定曲线参数,这部分计算量大,采用离线计算将获得的电机输入转角位置控制给定曲线参数以表格形式储存在计算机中,在实时控制时就可以迅速获得相应的参数,这样有效保证了系统控制的实时性。其次以驱动电机为核心,建立压力机驱动电机位置伺服控制系统,通过对其实时控制,以保证驱动电机的实际输出转角位置和输入的给定一致。最后通过伺服压力机双曲柄肘杆机械传动机构驱动滑块运动,得到满足加工工艺要求的滑块运动曲线。
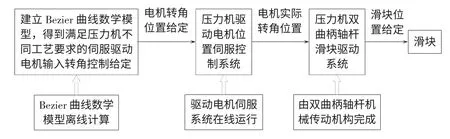
图3 曲柄肘杆伺服压力机驱动系统控制模块图
采用图3 所示的控制策略具有明显优点:
(1)由Bezier 曲线数学模型计算得到了满足压力机不同工艺要求的最佳输入和输出柔性加工曲线参数,采用离线计算的方式,克服了因其计算量大而引起的系统控制实时性不能满足的困难。
(2)压力机驱动电机位置伺服控制系统是一个多闭环控制系统,进行在线实时控制,通过其中良好的控制策略和软硬件设计,可以很好地满足压力机驱动电机的位置伺服控制要求,从而得到满足工艺要求的电机实际转角位置,来驱动机械传动机构的输入环节即曲柄。
(3)压力机双曲柄肘杆机械传动机构是一个多连杆机构,在设计压力机时对其运动学和动力学进行了充分的优化设计,其最终驱动的滑块运行曲线能够满足曲柄输入的要求,最终实现了滑块柔性加工曲线的输出。
4 曲柄肘杆伺服压力机驱动系统特性分析及校核
曲柄肘杆伺服压力机驱动系统的动力源是伺服驱动电机,当压力机设计好后,工作时它对系统的运行特性起着决定性的作用。本文采用爪极式组合定子横向磁场电机作为曲柄肘杆伺服压力机的驱动电机,为了能够实现柔性加工和滑块低速锻冲、快速空程及回程的工作特性,该驱动电机需要工作在恒转矩工作区和恒功率工作区。恒转矩工作区是爪极式组合定子横向磁场电机低速、大转矩工作区域,其主要对应压力机滑块运行的低速锻冲工作区域。而就压力机工作过程,关键是压力机滑块在低速锻冲过程中的运行曲线,此区间是压力机对工件进行加工的工作区间,需要很大的力矩,并要求控制系统对滑块的运行控制能达到足够的精度,以满足工件加工的工艺要求。恒转矩工作区和恒功率工作区的分界点是电机输出最大电磁转矩时电机转速能够达到的最大值点,为了实现压力机工作过程中的快速空程和回程,希望电机的转速能够进一步上升,这就需要进行弱磁控制,即爪极式组合定子横向磁场电机此时需要工作在恒功率工作区。
本文通过对曲柄肘杆伺服压力机的拉深工艺和冲裁工艺的分析,来研究压力机驱动系统的工作特性。在拉深加工过程中,工件的壁缘部分因受到坯料压板的压力牵制,往往会有褶皱产生,同时在工件底部的拉深部分,则可能会因为坯料的流动与过度变形而造成异常变化,产生拉深破裂的情形,避免褶皱与破裂产生的主要方法是控制坯料塑性流动的速度,这可以通过控制拉深加工的速度来控制坯料塑性流动的速度,即使冲头的拉深加工速度在运行的速度范围内,以近似等速的方式运动。而在冲裁加工过程中,除剪切轮廓线附近的金属外,板料本身并不产生塑性变形,所以由平板冲裁加工的零件仍然是一平面形状,为了避免冲裁加工中的二次加工、提高产品加工精度和延长模具寿命,在冲裁工作范围内,就要设法使滑块和冲头尽量保持低速甚至接近零速运行。
通过对曲柄肘杆伺服压力机驱动系统的控制,拉深工艺要达到在拉深加工区间内使滑块位移曲线基本是一条直线,相应的滑块速度曲线在此区间内接近等速,以保证拉深工艺的加工质量。而冲裁工艺要达到在冲裁加工区间内使滑块位移曲线也基本是一条直线,相应的滑块速度很低接近零速,以很好地实现冲裁加工工艺的工作要求。控制得到的两种加工工艺伺服运行特性的驱动电机角加速度曲线如图4 所示。由图4 可以看出电机的角加速度变化较为频繁,而且变化范围较大,这就需要驱动电机能够提供较大的输出转矩,来满足伺服压力机系统的这种快速动态响应的要求。
根据此节内容和上节图2 所示的曲柄肘杆伺服压力机公称压力负载,可以对压力机驱动系统工作时的特性进行校核。充分考虑负载情况,所以取负载运行时的最大值,同时为了计算方便,将冲击负载取为矩形。那么根据上节的分析,冲击负载等效到电机轴端的阻力矩约为1300N·m。另外相对公称压力冲击负载,压力机滑块空程和回程的阻力矩都很小,所以将此部分阻力矩忽略,那么可得驱动电机的机械运动方程为:
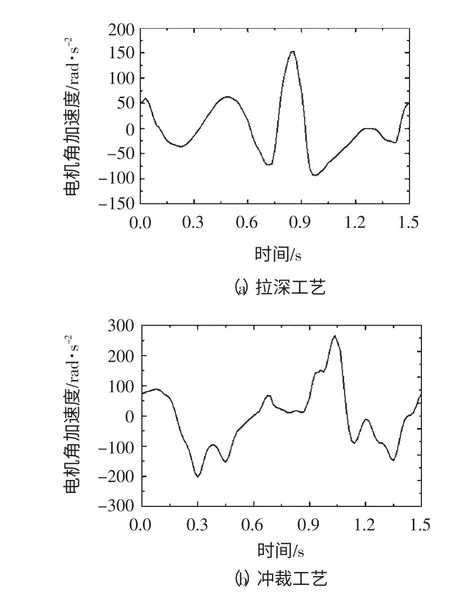
图4 曲柄肘杆伺服压力机驱动电机伺服运行加速度特性

式中,Tm和TL分别表示驱动电机的电磁转矩和系统等效到电机轴上的负载力矩(在此只表示压力机冲击负载),Ω 为驱动电机转子的机械角速度,Je为系统等效到电机轴端的转动惯量,该值可以通过系统结构进行计算得到。则由式(2)可以计算曲柄肘杆伺服压力机驱动系统对爪极式组合定子横向磁场电机电磁转矩的需求,从而得到该伺服压力机系统在一个回转周期内驱动电机轴端的阻力矩变化特性如图5 所示。由相应的速度和阻力矩变化特性可以得到系统的功率变化特性如图6 所示。
由图5 和图6 可以得到如下结论:
(1)图5a 所示拉深加工工艺的阻力矩变化特性示,在拉深加工工作区间内(0.24~0.48s),系统的阻力矩明显较大。这是因为在该区间内,滑块运行速度趋于匀速,而工件在此阶段内进行加工,需要较大的加工力矩。而在空程和回程运行时段内,因为滑块基本没有阻力,所以阻力矩较小。但是在这两个阶段,需要一定的角加速度和角减速度,所以负载阻力矩并不平稳,而且也有一定的峰值。总体上来说在拉深加工工艺的整个回转周期内,压力机加工工作区域的冲击负载形成的阻力矩显得比较突出。
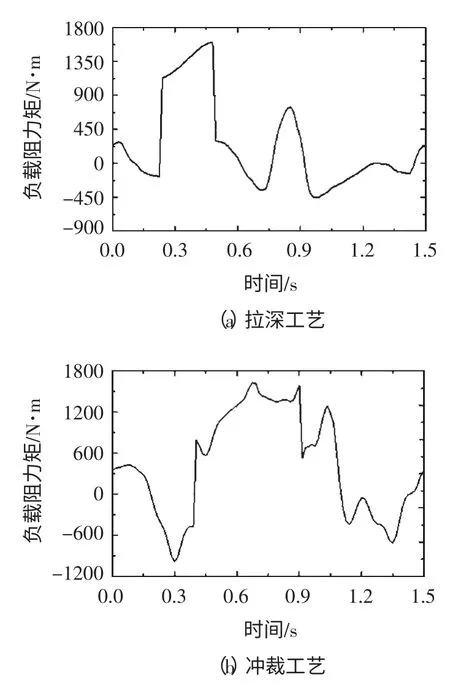
图5 曲柄肘杆伺服压力机驱动系统电机轴端的阻力矩变化特性
(2)图5b 所示的冲裁加工工艺的阻力矩变化特性中,在冲裁加工工作区间内(0.4~0.9s),系统的阻力矩较大。这是因为在该区间内,滑块运行速度趋于零,而工件在此阶段内进行冲裁加工,需要较大的力矩,显然冲裁工艺的这个区间比拉深工艺宽。同样可以看到,冲裁工艺在空程和回程运行时段内也有较大的阻力矩峰值出现,这是因为较宽的冲裁加工区间要求空程和回程的运行速度要更高,从而需要较大的加减速度,以达到额定的滑块行程次数。这样冲裁工艺在整个回转周期内,压力机加工工作区域的冲击负载形成的阻力矩就显得不是很突出。这说明在伺服压力机运行过程中,并不是只在压力机加工工作区域需要电机输出大力矩,在空程和回程阶段,为了获得很高的加速度也有可能需要电机输出较大大的力矩。
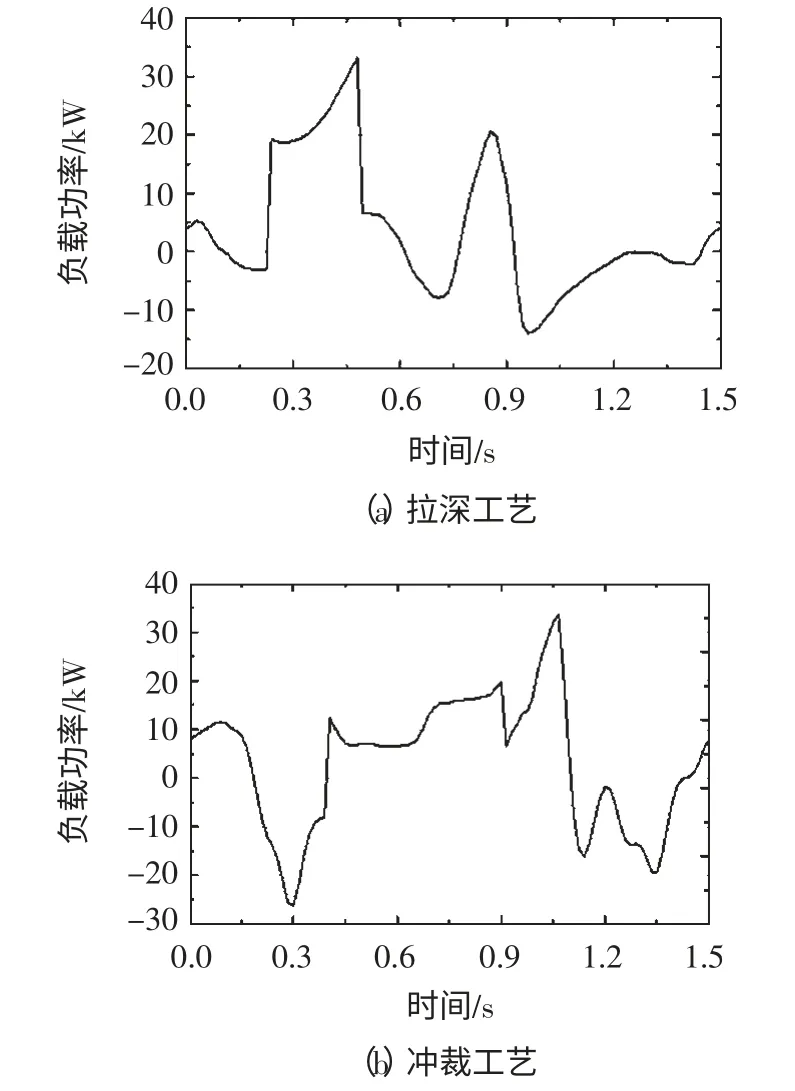
图6 曲柄肘杆伺服压力机驱动系统功率变化特性
(3)图5 所示的曲柄肘杆伺服压力机驱动系统拉深和冲裁加工工艺阻力矩变化特性显示,两种工艺驱动电机轴端的阻力矩最大瞬时值在1600N·m左右,没有超出驱动电机的额定转矩设计要求。
(4)在图6 所示的曲柄肘杆伺服压力机驱动系统功率变化特性中,基于(1)中所述的原因,拉深加工工作时压力机系统所需功率在整个运行时段内比较突出;同理基于(2)中所述的原因,以及由于空程和回程时滑块运行速度较大,则冲裁加工工作时压力机系统所需功率在整个运行时段内反而小于其他空程和回程时系统所需的功率。
(5)图6 中功率的正负表示能量流动的方向。功率为正时表示驱动电机从电机驱动器吸收能量,电机处于正转电动状态;功率为负时表示驱动电机向电机驱动器回馈能量,电机处于正转制动状态。出现能量这样正反向流动的原因,是因为在曲柄肘杆伺服压力机运行过程中,驱动电机会周期性的增速和减速(见图4 中电机角加速度有正值和负值),在减速时驱动系统把压力机储存的动能通过电机转化为电能,回馈到到电机驱动器直流侧在储能电容上储存,再在电机电动状态时释放出来。
5 结论
曲柄肘杆伺服压力机驱动系统是整个压力机的重要组成部分,是实现滑块低速锻冲、快速空程及回程功能和柔性加工的基础。本文通过对伺服压力机需要解决的核心问题的详细分析,确定了伺服压力机驱动系统的研究方向,设计了曲柄肘杆伺服压力机的驱动系统。具体给出了驱动系统的总体设计,然后给出了系统曲柄肘杆机构优化设计结果并确定了驱动电机参数,在此基础上给出了驱动系统的控制策略。文中以拉深和冲裁加工工艺为例,对设计的曲柄肘杆伺服压力机驱动系统的工作特性进行了详细研究和校核。结果表明拉深工艺和冲裁工艺都很好地实现了低速锻冲和快速空程及回程的功能,而且可以方便地完成不同的加工工艺,即系统具有明显的柔性。同时结果显示,系统所研究采用的爪极式组合定子横向磁场电机满足压力机工作时对转矩的要求,而且功率可以实现双向流通,起到节能降耗的作用。驱动系统从伺服驱动电机到机械传动机构以及系统控制策略都满足了伺服压力机的工作要求。
[1]金风明,窦志平,韩新民.伺服压力机在我国的发展现状[J].机电产品开发与创新,2012,25(1):19-21.
[2]渠聚鑫,夏琴香,龙晓斌,等.伺服压力机主传动及其控制技术的研究进展[J].锻压技术,2014,39(10):89-97.
[3]赵升吨,张学来,高长宇,等.高速压力机的现状及其发展趋势[J].锻压装备与制造技术,2005,40(1):17-25.
[4]吕 言,周建国,阮 澍.最新伺服压力机的开发以及今后的动向[J].锻压装备与制造技术,2006,41(1):11-14.
[5]WEH H,MAY H.Achievable force densities for permanent magnet exited machines in a new configuration [C]//Proceedings ofInternational Conference on Electrical Machines:Munchen,Germany,March,1986:1107-1111.
[6]XIE J,KANG D H,WOO B C,et al.Optimum design of transverse flux machine for high contribution of permanent magnet to torque using response surface methodology[J].Journal of Electrical Engineering and Technology,2012,7(5):745-752.
[7]谢 嘉,赵升吨,梁锦涛,等.压力机杆系优化求解的变量循序组合响应面法[J].西安交通大学学报,46(5),2012.
[8]尚万峰,赵升吨.服压力机加工工艺的Bezier 模型及其优化研究[J].西安交通大学学报,2012,46(3):31~35.
猜你喜欢
计算机仿真(2022年7期)2022-08-22
重型机械(2020年3期)2020-08-24
湖北农机化(2020年9期)2020-01-08
设备管理与维修(2019年22期)2019-12-19
制造技术与机床(2017年6期)2018-01-19
制造技术与机床(2017年3期)2017-06-23
中南大学学报(自然科学版)(2016年2期)2017-01-19
铁道通信信号(2016年10期)2016-06-01
现代工业经济和信息化(2016年7期)2016-05-17
油气田地面工程(2014年5期)2014-03-09
