
宏程序与CAD/CAM在二次曲线加工中的应用比较
2015-07-26 08:19杨春花云南机电职业技术学院机械工程系昆明650203
山东工业技术 2015年7期
关键词:宏程序
杨春花(云南机电职业技术学院机械工程系, 昆明 650203)
宏程序与CAD/CAM在二次曲线加工中的应用比较
杨春花
(云南机电职业技术学院机械工程系, 昆明 650203)
摘 要:随着CAD/CAM软件的普及应用,手工编程逐渐的在被CAD/CAM自动编程所代替。其实自动编程和手工编程(特别是利用宏程序进行手工编程),它们各自有着各自的优缺点。因此充分结合这两种编程方法,对提高编程的效率和提高加工的质量有着重要的意义。
关键词:宏程序;CAD/CAM;二次曲线
本文首先分析了CAD/CAM与宏程序编程各自的特点。然后以二次曲线为研究对象,通过实际加工验证了宏程序短小、高效的特点。
1 CAD/CAM在数控编程中的特点
CAD/CAM是计算机辅助设计与制造的简称,是60年代以来迅速发展起来的一门新兴的综合性计算机应用技术。指的是以计算机作为主要技术手段,处理各种数字信息与图形信息,辅助完成产品设计和制造中的各项活动。计算机自动编程的主要工作内容包括:零件图样分析、零件图形的数字化、给定初始条件、生成加工程序。
目前CAD/CAM编程主要用于复杂曲面和异型工件的加工,其主要优势是通过CAD建模以后,软件自动生成G代码,无需计算,减少了手工计算的误差。但同时也存在不足之处,主要体现在以下几个方面:
(1)CAD/CAM编程需要购买相应的CAD/CAM应用软件,也需要有计算机作为工具,增加了投资,提高了生产成本。
(2)熟练应用CAD/CAM软件需要一定的时间,特别是国外一些先进软件。对编程人员的技术水平提出了更高要求。
(3)CAD/CAM软件自动生成的程序长度是手工程序的几十倍上百倍,可读性很差。
(4)CAD/CAM软件并不能适用所有数控系统,应用范围受到一定限制。
2 宏程序编程的特点
在手工编程的过程中,我们常常把能完成某一种功能的一系列指令像子程序一样存入到存储器中,然后用一个总的指令来代表他们,使用的时候只需要给出这个总的指令就能够执行其功能。这里所存入的一系列指令就称为用户宏指令主体,这个总的指令称为用户宏指令。
宏程序编程主要内容包括:列出曲线方程、选取宏程序变量、给变量赋值、选取调转指令、设定跳转条件等几方面。其在数控编程中的应用有如下几方面:
(1)可弥补一些数控系统自带插补功能不足的缺点。很多数控系统都只有直线插补和圆弧插补功能,很多时候不能满足加工要求,利用宏程序功能可以加工除直线和圆弧以外一些二次复杂曲线,实现对方程曲线的近似加工。
(2)可以简化相似零件的编程工作。对于一些形状相似而只有尺寸不同的工件,可以用宏变量来代表不同的编程尺寸。然后,再来编制参数化的宏程序。加工时,只需要调用该宏程序,并根据具体情况修改其宏变量赋值就可以了。
(3)可定制固定循环。对于具有相似加工特征的零件编程可利用宏程序功能,将重复出现的加工特征编写成参数化的宏程序,设定合适的参数就可以把宏程序定制成固定循环。
(4)程序短小精悍、可读性强。对于一些具有复杂二次曲线的零件的加工,如果利用用户宏程序进行编程,其加工程序比较短小,占用很小的内存空间,且编程逻辑思路清晰,可读性很强。
3 CAD/CAM编程和宏程序编程分别在抛物线加工中的比较
以FANUC0i数控系统为例,加工对象如图1所示:
用宏指令编程如下:
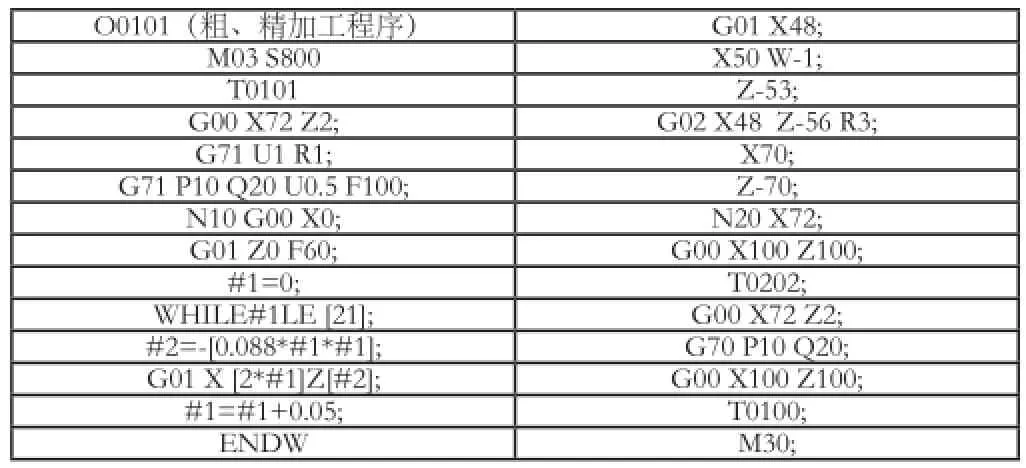
O0101(粗、精加工程序) G01 X48; M03 S800 X50 W-1; T0101 Z-53; G00 X72 Z2; G02 X48 Z-56 R3; G71 U1 R1; X70; G71 P10 Q20 U0.5 F100; Z-70; N10 G00 X0; N20 X72; G01 Z0 F60; G00 X100 Z100; #1=0; T0202; WHILE#1LE [21]; G00 X72 Z2; #2=-[0.088*#1*#1]; G70 P10 Q20; G01 X [2*#1]Z[#2]; G00 X100 Z100; #1=#1+0.05; T0100; ENDW M30;
用CAXA数控车自动编程软件生成粗加工程序和精加工程序(部分)如下:

01234(粗加工程序)N10 G50 S0 01235(精加工程序)N12 G00 G97 S10 T0000 N10 G50 S10000 N14 M03 N12 G00 G97 S10 T0000 N16 M08 N14 M03 N18 G00 X45.455 Z-0.000 N16 M08 N20 G00 X49.262 Z0.807 N18 G00 X45.455 Z-0.000 N22 G00 X44.262 Z0.807 N20 G00 X45.455 Z0.707 N24 G00 X43.555 Z0.100 N22 G00 X41.000 Z0.707 . . . . N372 G00 X45.455 Z-0.000 N74 M09 N374 M09 N76 M30 N376 M30
4 结语
通过分析及应用比较可知,在数控加工中CAD/CAM编程和宏程序编程各自有自己的特点,其中自动编程的优点是建模以后软件自动生成程序,避免了繁复的计算和手工误差;宏程序编程的优点则是灵活多变、程序短小可读性强。
参考文献:
[1]冯志刚.数控宏程序编程方法、技巧与实例[M].北京:机械工业出版社,2007(05).
[2]胡翔云.宏程序在数控编程中的应用综述[J].机床与液压,2013(22):142-144.
作者简介:杨春花(1980-),女,云南昆明人,工学硕士,讲师,云南机电职业技术学院机械工程系教师,研究方向:机械自动化。
猜你喜欢
智能制造(2021年4期)2021-11-04
科学与财富(2018年28期)2018-11-16
科技视界(2018年6期)2018-05-11
