基于单片机控制的定尺飞锯切割系统
2015-10-21 17:15郎艳刘剑
建筑工程技术与设计 2015年28期
郎艳 刘剑
摘要:介绍了定尺飞锯切割机的工作原理,并通过计算机建立了以单片机为核心的控制系统,能够对飞锯机的工作过程进行实时的监控,完成为飞锯的同步跟踪,以及返回过程的采样。并对基于ARM系统的硬件和接口电路的工作原理进行了分析。该系统能够提高飞锯机的切割精度、可靠性好、抗干扰能力强,有很强的实用性。
关键字:钢管切割、单片机、飞锯机、ARM
随着我国建筑行业的不断发展,对钢管的需求量也不断增加。与此同时,对钢管的质量、切割工艺、钢管尺寸、切割面是否平滑等要求也越来越高。这就需要对钢管的切割精度有更严格的管控,钢管的切割一般由飞锯机进行切割,而电脑控制的飞锯切割占据钢管切割行业的主要部分。切割的精度也就决定了产品的质量。
1、 引言
飞锯机是对金属管材进行定尺自动切割的自动化设备,广泛地应用在焊管和型钢的生产线上,它能够对高速运动的钢管实现高精度的自动跟踪在线切割。目前,进口设备价格昂贵、结构复杂、维护困难。我国定气动尺飞锯切割设备普遍存在切割精度低、尺寸误差大、可靠性差、机械寿命短等现象,正逐渐被淘汰。而基于单片机控制的定飞锯弥补了这些缺点,它具有可靠性高、切割精度高、抗干扰能力强、编程调试扩充功能方便等特点。大大提高了定尺飞锯切割的精度和效率。
2、 定尺切割控制原理
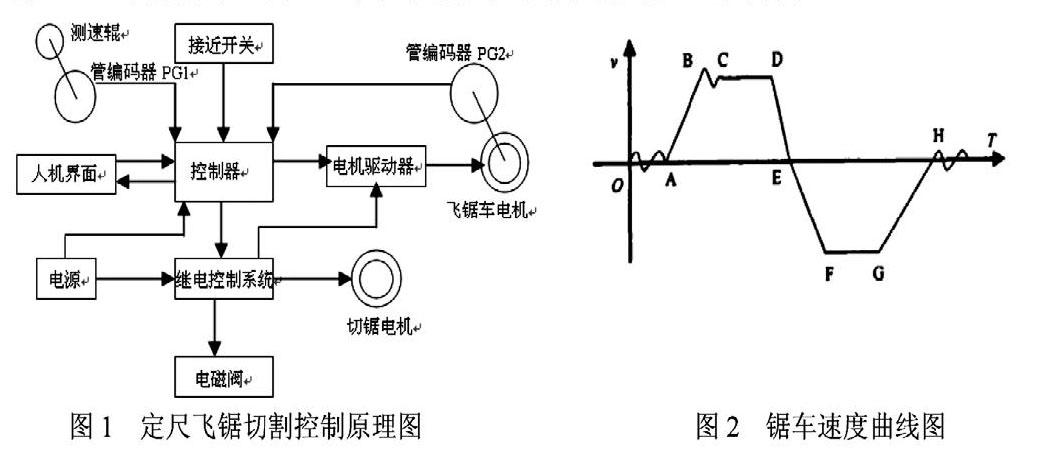
定尺飞锯切割控制原理如图1所示,主要由电机驱动器、控制器、编码器(PG)、传感器和电机等构成。其中:编码器PGI经过测速辊与钢管平稳地接触,将钢管的移动以脉冲的形式送给控制器,经过计算得出钢管移动的速度和即时长度;飞锯车是由电机驱动器驱动的,它的速度是安装在飞锯车上的驱动电机轴编码器PG2测得的,并且可以测得小车前进及后退的行程。
图1 定尺飞锯切割控制原理图 图2 锯车速度曲线图
定尺飞锯切割控制原理主要是根据定尺飞锯的运动方式,锯车的工作过程分别是,启动、加速追踪、同步运行、锯切钢管、正向减速、反向加速、反向减速、制动返回原位、等待下一次锯切过程等动作,过程如图2所示。如果要使一个切割过程准确地完成,并返回原位。那么,最关键的就是锯车的启动加速以及减速返回停车。图2中AB部分就是锯车的加速阶段,锯车开始启动并追踪钢管速度,为了使其动态响应性能提高,如果速度偏差越大时,锯车加速的过程越快,随着偏差变小而慢慢减小加速度。当与定尺长度一致时,锯车速度与钢管速度一致,随即缩短系统超调时间BC。锯车减速返回原位为GH段。为了使后续切割更顺利,需要对减速停车进行控制。由于惯性作用。锯车在返回原位时,会产生一定的误差,为了使停车时正好停在原位,需要在减速阶段加速度随着锯车的速度变慢而变小。
3、影响切割精度的因素
为了使钢管实现高精度地动态切割,必须考虑以下3个因素:
(I)返回原位的定位精度:钢管加工速度较高的情况下,因调节时间不够,导致系统未能稳定,在锯车惯性作用下,使锯车返回时,无法准确地返回原位。因此,为了减少偏差,锯车执行完切割任务后,应该以较小的加速度并且不产生超调,仍能精确地返回。
(2)速度跟踪精度:钢管切割过程中,锯车速度要与钢管速度保持一致,才可以实现钢管切口的平整,但是现有控制系统是难以适应“因加工速度变化幅度较大而需相应改变控制参数”的要求,会形成系统速度跟踪不准,从而影响钢管切口质量、定长切割精度低。
(3)定长切割精度:定尺飞锯控制系统一般采用固定加速度来控制其运行,然后经过计算确定飞锯延时起动时间的方式对钢管切割长度进行控制,这样无法克服落锯点跟踪速度振荡造成的定长切割偏差。
4、 基于ARM系列的硬件电路
飞锯机控制系统是主要由CPU、模拟放大电路、信号检测电路、脉冲检测电路和信号给定电路组成。系统运行时需要对钢管的长度、管速等进行设定,因此,选择CPU是由LPC2132构成,它具有ARM7TDMI-S微处理器内核,具有性能高、功耗低、成本低廉、使用灵活和功能多样等特点。
硬件系统的工作原理,首先是通过脉冲检测电路的光电编码器输出A+、A-、B+、B-信号,再经过光电隔离电路,输入到CPU的正交编码口进行计算输入脉冲。它的模拟放大电路是由DAC7724运算放大器构成,它是12位数字转模拟芯片,分辨率高达4096级,可以很好的实现模拟量的输出任务。随后,信号检测电路再通过光电隔离电路将24V的信号转为3.3V的电平输入到CPU中。信号给定电路把CPU的输出信号。最后,通过光电隔离电路转为24V的电平信号控制电磁阀。
4.1 ADS集成开发平台介绍
ADS集成开发平台是ARM系列处理器开发平台。具有编译效率高、代码编写简单、库函数强大等特点。ADS由GUI集成开发环境、AXD调试器、代码生成工具、指令模拟器、ARM开发包、ARM应用库等所组成。
AXD调试器属于ARM扩展调试器,它支持软件仿真和硬件调试,具有断点、单步等调试功能,可以查看寄存器、反汇编、全局变量、加载、内存地址信息等。
4.2人机交互设计
人机交互界面中的重要环节是参数的输入输出显示。显示的参数是由键盘进行输入、系统内部数据等方式。对于LPC2132微处理器,系统定义了模板,工程模板定义了FLASH的起始地址、编译优化等级、片内RAM起始地址、编译连接选项等。
相应的参数根据设定好的格式存放在所指的内存中,启动窗口即可更新。如果需要保存该参数,就保存在对应EEPROM地址中。人机交互的软件设计中,采用模块化设计,系统软件是由初始化、主程序、键盘显示器管理模块、中断、功能模块和表格模块构成,其中串口及缺省参数设定、初始化模块等工作。主程序把各软件模块组合在一起,协调各部分软件工作。具体是解释指令、识别指令,根据相应的指令给出执行指令的相應模块入口,以保证系统进入工作状态。
5、结论
定尺切割机是焊管生产线上应用技术含量最高的设备。定尺飞锯控制系统为企业解决了实际的技术困难,它具有工作可靠、结构简单、抗干扰能力强、环境适用性强等优点,提高了切割精度,节约钢材,提高了生产效率,增加企业的经济效益。因此,飞锯系统质量的决定了焊管生产质量的高低,飞锯系统的硬件设计是重中之重,该系统已投入使用,它具有故障率低、可靠性高、实时性好等特点,大大提升工作效率。可在定尺飞锯控制系统等领域推广应用。
参考文献:
[1] 于泳,于师瑶.PLC-DDC-D 直缝焊管定尺飞锯控制系统设计[J].钢管,
2001(2):11-14.
[2]宋正和, 曹秀洪.机械定尺飞锯的设计[J].焊管 第28卷第 1期.2005年1月.49-50.
[3]郭生民, 潘建国, 刘子庄.新型焊管定尺飞锯计算机系统的研制[J].焊管 第 29卷第3期.2006年5月.50-52.
[4] 夏洪林,王彬,孟祥玲.微机定尺飞锯测速辊装置的改进[J].山东冶金.1998年6月.20-21.
[5]高慧琴,张君彩,冯运.机械原理[A].国防工业出版社.2010年11月.94-130.
猜你喜欢
科技研究·理论版(2021年20期)2021-04-20
佛山陶瓷(2020年8期)2020-09-02
分析化学(2019年3期)2019-03-30
诗潮(2019年1期)2019-01-25
华东师范大学学报(自然科学版)(2018年3期)2018-05-14
智富时代(2018年10期)2018-01-30
智富时代(2018年10期)2018-01-30
电子技术与软件工程(2016年24期)2017-02-23
科技与企业(2015年15期)2015-10-21
新高考·高二数学(2014年7期)2014-09-18