半轴管头精加工圆柱面跳动超差的技术分析
2015-10-22 11:57秦立刚等
科技视界 2015年30期
关键词:壁厚
秦立刚等
【摘 要】在加工管套类零件外圆柱面时,易产生椭圆现象,通过在工序中测量和成品测量,收集数据,确定椭圆产生的位置和工序,再通过人、机、料、法等因素进而找到产生椭圆的原因,为解决实际生产中存在的问题,指出改进的措施。
【关键词】精车外圆;跳动超差;机夹变形;壁厚
我公司加工三种半轴管头,结构相同,外形尺寸不同。其中一种NY38P9-1.101,精车外圆时短头出现椭圆现象(圆跳动较大),其他两种不超差,为了查找产生原因以便解决此问题进行如下技术分析:
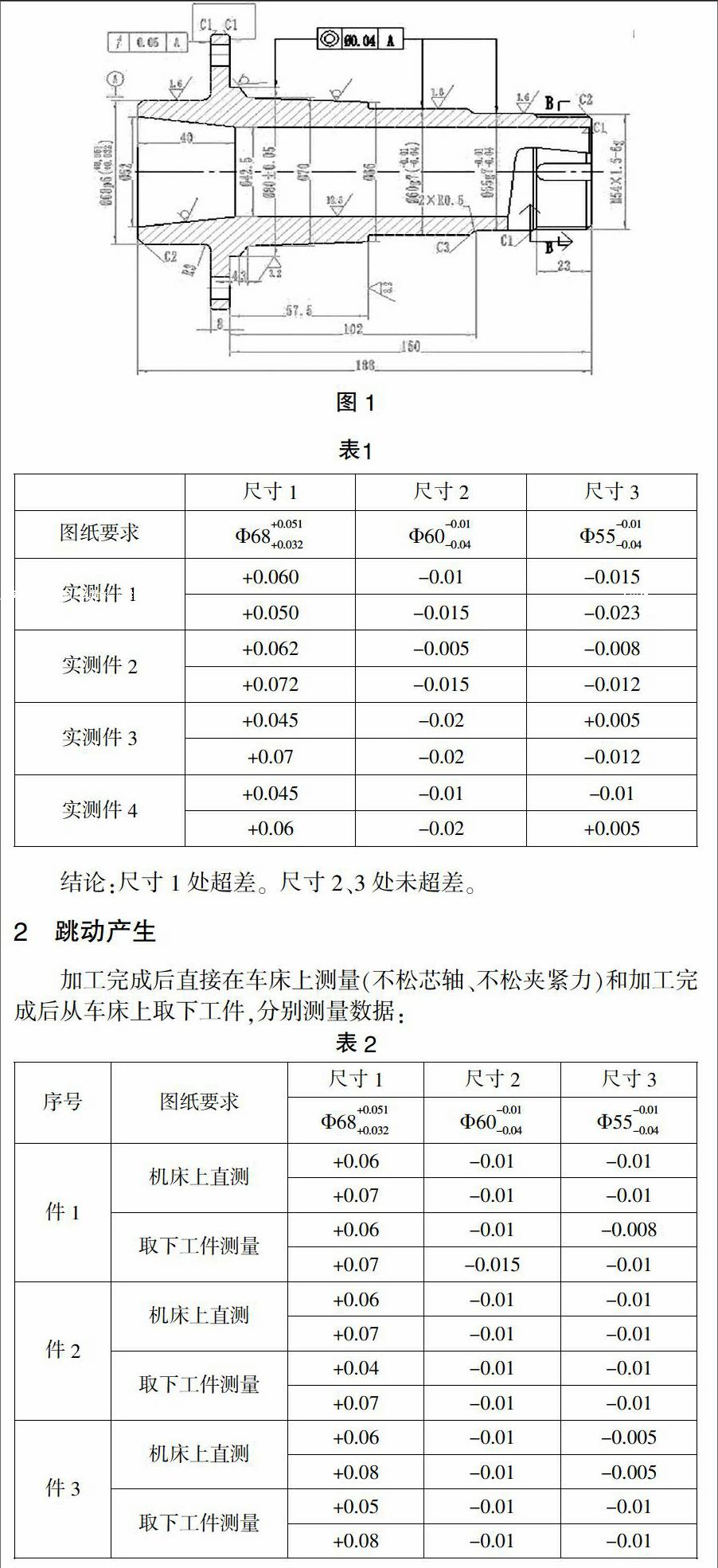
1 跳动情况
结论:尺寸1处超差。尺寸2、3处未超差。
2 跳动产生
加工完成后直接在车床上测量(不松芯轴、不松夹紧力)和加工完成后从车床上取下工件,分别测量数据:
结论:部分产品出跳动产生由于机夹变形产生,另有部分产品机床上直接测量也超差,加工车间应进行控制。
3 技术分析
3.1 横向比较
①设备采用数控机床CA5085bj
该设备满足公差要求。
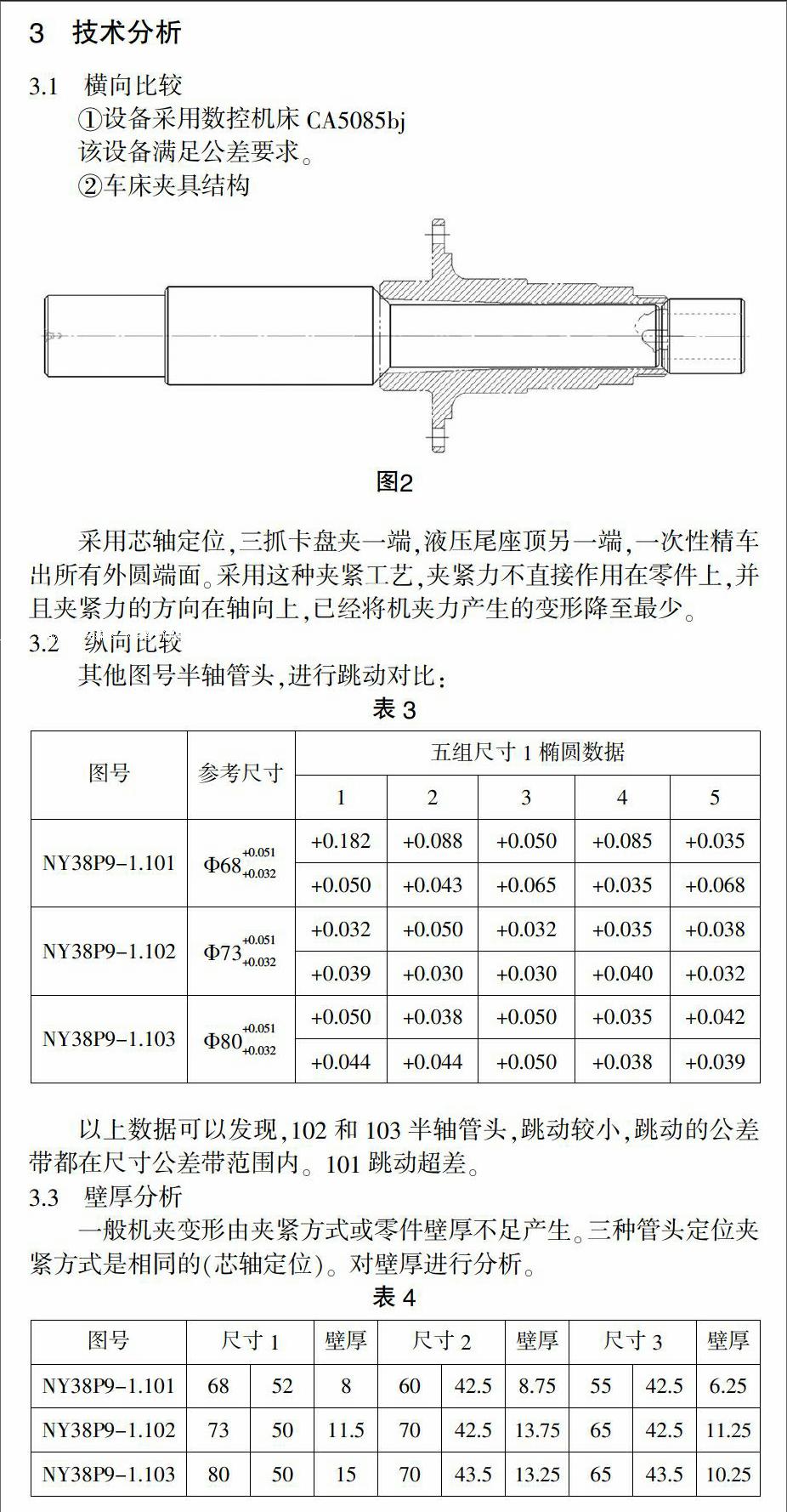
②车床夹具结构
采用芯轴定位,三抓卡盘夹一端,液压尾座顶另一端,一次性精车出所有外圆端面。采用这种夹紧工艺,夹紧力不直接作用在零件上,并且夹紧力的方向在轴向上,已经将机夹力产生的变形降至最少。
3.2 纵向比较
其他图号半轴管头,进行跳动对比:
以上数据可以发现,102和103半轴管头,跳动较小,跳动的公差带都在尺寸公差带范围内。101跳动超差。
3.3 壁厚分析
一般机夹变形由夹紧方式或零件壁厚不足产生。三种管头定位夹紧方式是相同的(芯轴定位)。对壁厚进行分析。
上表可以看出101半轴管头,跟其他品种半轴管头,壁厚差距较大。因壁厚不足而产生机夹变形是零件产生椭圆的一个因素。
对于101半轴管头,应该通过增加零件壁厚来消除跳动。
[责任编辑:汤静]
猜你喜欢
中国特种设备安全(2021年1期)2021-07-21
计算机辅助工程(2019年4期)2019-12-20
计算机辅助工程(2017年5期)2017-11-21
科技创新与应用(2017年27期)2017-09-19
世界家苑(2017年3期)2017-09-06
哈尔滨理工大学学报(2015年2期)2015-07-22
计算机辅助工程(2014年5期)2014-10-30