
基于PLC的磁环搬运机械手设计
2015-10-30 07:20郑红梅闫其龙丁曙光黄海元
制造业自动化 2015年8期
郑红梅,闫其龙,陈 科,丁曙光,黄海元
(合肥工业大学 机械与汽车工程学院,合肥 230009)
0 引言
钕铁硼磁环由于其优异的磁性能而被称为“磁王”。钕铁硼具有极高的磁能积和矫顽力,同时高能量密度的优点使钕铁硼永磁材料在现代工业和电子技术中获得了广泛应用[1],相应地对磁环生产质量和生产效率提出很高要求。
该钕铁硼磁环属于粉末冶金压制品,具有铁磁性。压制成型的磁环需要搬运码放之后烧结固化,在未进行烧结前,脆性大、易碎;抓取移动过程中要保持产品的结构完好,产品结构如图1所示。实际生产中搬运码放的工序由人工完成,生产效率低,人工成本高;而且人工抓取容易使工件变形甚至报废,生产质量无法保障。
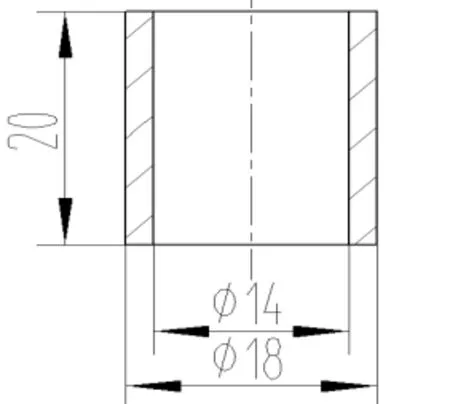
图1 钕铁硼磁环工件图
为此,开发一种三自由度搬运机械手[2],该机械手手爪使用吸盘吸取工件避免磁环受径向力作用变形,X、Y两个方向的协调运动完成码放工作。
1 搬运机械手总体设计
粉末冶金成型机的工作速度是每分钟成型12个磁环,在生产周期内,要求将压制完成的钕铁硼磁环自动吸取、移送、摆放;摆满整个托盘后能够自动卸盘、上盘并回到初始装盘处继续摆放工件;磁环在工件存放盘的摆放要紧凑,在达到精度要求的前提下尽量节省工件存放盘的摆放空间。同时具有自动循环、手动和调试工作模式,以及故障报警、紧急停止等安全功能。
1.1 搬运机械手组成
根据以上设计要求,整个搬运机械手可分为控制系统、传动系统、执行系统、监控系统等部分组成。传送过程要求精确定位且平稳运转实现平稳运转,为此选用同步带结合滚珠丝杠的传动方案。由于钕铁硼磁环脆性大,取工件执行机构不能使用夹持机械手方案,而粉末冶金具有铁磁性,选用电磁吸盘吸取工件[3]。选用的钕铁硼磁环搬运机械手设计方案如图2所示。
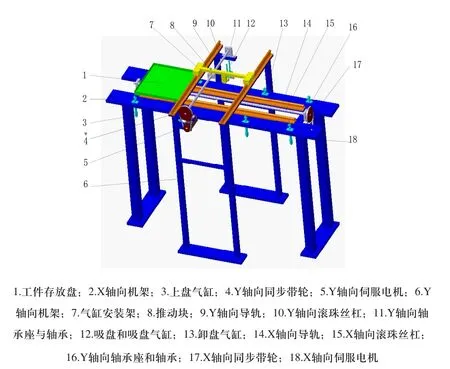
图2 钕铁硼磁环搬运机械手设计方案
1.2 机械手工作过程分析
系统启动后,首先回到初始工作状态——Y向丝杠归原点(磁环推出位置)和X向丝杠归原点(存放盘上盘位置),同时上盘气缸3顶起,卸盘气缸13和吸盘气缸12收回。
XY工作台协调运动完成定位摆放工作,Y向丝杠定位磁环X向位置,X向丝杠定位磁环Y向位置。Y向丝杠每摆满一列工件,X丝杠移动一个列间距的距离。
抓取、放下磁环通过吸盘和吸盘气缸完成,吸盘气缸下降到吸盘和磁环有效动作的距离内,吸盘通电,吸取工件;吸盘断电则放下工件。
上盘和卸盘动作可分解为如下过程:人工将存放盘放在上盘气缸上,当X向丝杠归原点后,上盘气缸3落下,将存放盘放置在丝杠螺母载物台上,X向丝杠带动存放盘运动到指定初始摆放位置完成上盘动作。当存放盘满盘后,X向丝杠快速移动到卸盘位置,卸盘气缸13顶起,完成卸盘动作。操作工人在下一个工件存放盘满盘之前,搬走缷盘气缸上支撑的满工件存放盘,并在上盘气缸上放一个空盘。
2 机械手控制系统设计
PLC是整个控制系统的核心,主要完成信号的采集和处理、伺服定位控制、气动系统控制、系统运行状态指示等功能[4]。伺服驱动器作为驱动设备,接收来自PLC的指令脉冲,驱动电机完成高精度的定位,并反馈给PLC伺服准备就绪、伺服完成和伺服报警等信号。气缸是主要的执行机构,通过PLC控制电磁换向阀完成对气缸的控制。机械手控制系统组成如图3所示。
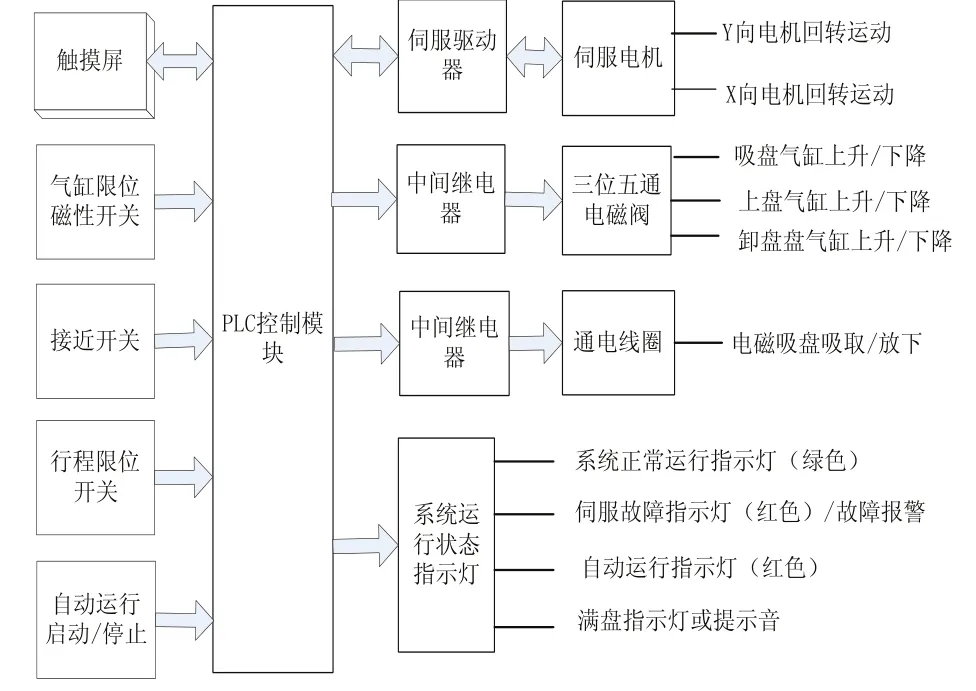
图3 机械手控制系统组成
2.1 PLC的选择
在选择PLC时需要考虑以下几点[5]。
1)PLC控制器以及允许的拓展模块的I/O总点数能够满足控制要求。
2)PLC硬件配置和控制功能相适应。
机械手控制系统主要的I/O点是被位置检测开关、报警指示灯以及伺服控制端口占用。估算控制系统需要24个输入点,19个输出点;留取15%的余量,从而选取输入点28个,输出点22个。
PLC通过脉冲输出控制伺服电机运动,PLC要实现同时控制两个伺服电机运动,因此PLC至少需要两个脉冲输出端口。
选择西门子S7-1214C为PLC控制器[6]。CPU主板拥有4路脉冲输出(最高频率100KHZ),可扩展多达8个I/O信号模块;完全满足机械手控制要求。同时还拥有一个PROFINET接口用于编程、HMI和PLC间通信。
2.2 系统I/O分配
伺服驱动器1和伺服驱动器2分别表示钕铁硼磁环搬运机械手Y向丝杠和X向丝杠伺服运动。伺服驱动器与PLC之间的信息交换包括伺服准备就绪、定位完成、故障报警;脉冲输出、脉冲方向、指令脉冲禁止输入、伺服使能、报警解除[7]。PLC与外部环境信息交换包括一些工件和载物盘位置检测接近开关、工作台极限位置限位、气缸上下行程限位、气缸控制电磁阀等。为了方便调试、使用和故障分析,需要一些手动控制按钮和状态指示灯等输入输出设备。
2.3 PLC的I/O接线
本系统属于非高精度位置控制系统,脉冲输出方式采用脉冲串加脉冲方向。PLC的输入是24V,伺服驱动器的输入端口是5V的TTL电平,因此PLC与伺服驱动器的端口之间需要串接2K的分压电阻。
气动系统的电磁阀不能直接由PLC输出驱动,需要使用一个中间继电器(RY)隔离控制;伺服驱动器输出的信号是5V的TTL电平,PLC也不能直接使用,需要使用中间继电器(KA)隔离控制(中间继电器需并联续流二极管以保护输出接口)。西门子系列的PLC输入端口是源/漏两用型的[8],将输入的M(1M、2M、3M)端口接电源负极时用作源型输入(低电平有效),因此要选用PNP型的三线制常开接近开关。PLC的输出是高电平输出有效,所有PLC输入到驱动器的信号,用共阴极接法连接。
2.4 伺服驱动器参数设置
X、Y方向的运动控制是该搬运机械手定位摆放的关键,需要合理地配置伺服驱动器的参数,使伺服电机的运动满足定位精度和运行速度要求。伺服驱动器参数设置过程如下[9]。
1)设置伺服驱动器的电子齿轮比。电子齿轮比的设置与脉冲当量有关,磁环摆放的间距被设定为1mm,定位精度要求不高。而电子齿轮比的设置范围在1/1000~1000之间,脉冲当量选择过大会使电子齿轮比超出允许范围。根据公式(1)当选取脉冲当量为L=0.001mm时,电子齿轮比为873,符合以上要求。配套伺服电机采用20位增量式编码器,同步带减速比为1,丝杠螺距D=12mm,则伺服驱动器的电子齿轮比为:

PLC的最高脉冲输出频率为100KHZ,在最高频率下电机所能达到转速Smax为:
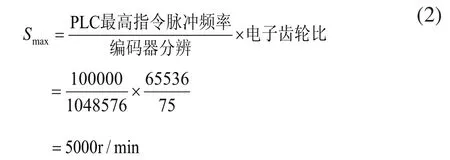
伺服电机的额定转速为3000r/min,最高转速为6000r/min,所选电子齿轮比能够满足电机运行速度范围。
2)根据位置控制要求,伺服驱动器需要设定在位置控制模式下,指令输入方式为脉冲序列+脉冲符号。参数设置情况如表2所示。
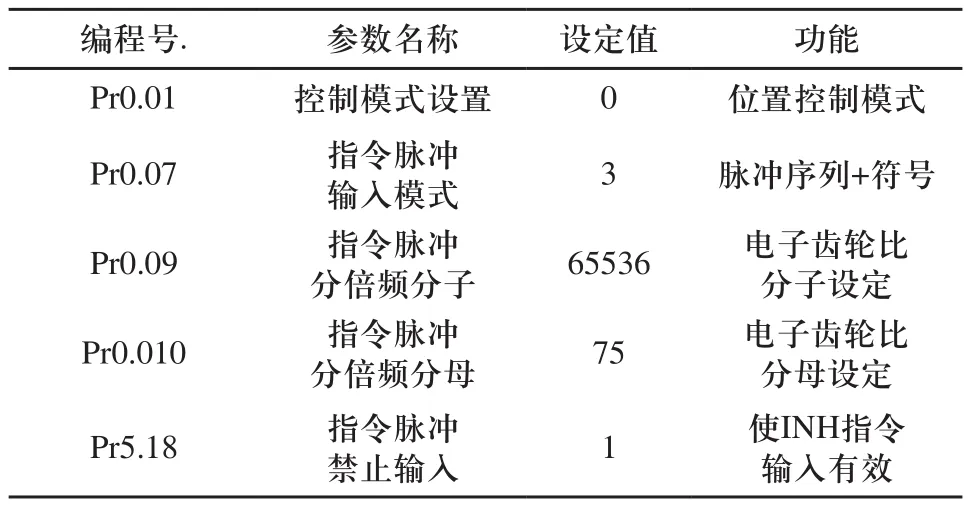
表1 Y向丝杠伺服驱动器参数设置
3 控制系统软件设计
编程软件采用西门子最新的全集成自动化工具平台TIA Portal,该软件集成了Step7编程软件以及WinCC组态软件,使得PLC的编程和组态能够在一个集成环境中完成,减少变量定义,使编程更简单高效[10]。
采用结构化编程结合步进顺控指令进行控制系统软件设计。结构化编程要求分别编程实现X、Y向丝杠运动以及相关气缸动作子程序,通过主程序调用各子程序。各个子程序则按照生产工艺的时间顺序进行设计。
PLC伺服准备就绪输入端口接通时,机械手系统进入初始化子程序,初始化动作包括Y向、X向丝杠回原点,上盘气缸顶起,吸盘气缸、卸盘气缸收回。初始化动作完成后,空托盘下降,横向丝杠带动托盘运动到初始下料位置,按设定程序执行搬运动作。每次码放完成后,Y向丝杠进入回原点程序,原点位置位于磁环推出位置,每次搬运完成都回原点,能够避免多次运行造成的累积误差。机械手控制程序流程图如图4所示。
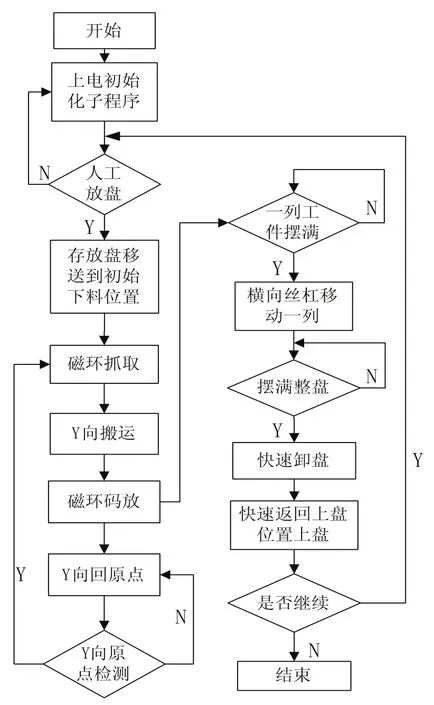
图4 机械手控制程序流程图
4 结论
本课题根据工厂需要,设计了一种针对成型钕铁硼磁环的自动搬运机械手。该系统机械结构设计简洁合理,有利于高效定位摆放多个工件;控制系统基于PLC控制,实现了工件自动搬运、托盘自动装卸和故障报警功能;达到了预期目的。该系统投入到实际生产应用中将大大改善劳动环境,提高产品质量,降低生产成本,具有广泛的应用价值和广阔的市场前景。
[1] 钟明龙,刘徽平.我国钕铁硼永磁材料产业技术现状与发展趋势[J].电子元件与材料,2013,32(10):6-7.
[2] 张野.太阳能硅片移送用三自由度机械手研究[D].哈尔滨:哈尔滨工业大学,2011.
[3] 陆友尧,朱敬德,李磊.基于PLC的磁环下料机械手的研制[J].机械设计与制造,2008,(3):119-120.
[4] 周鸿杰,骆敏舟,李涛.基于PLC的工业取料机械手系统设计[J].工业仪表与自动化装置,2010,(3):50-57.
[5] 王亮.搬运机械手运动控制研究[D].太原:太原理工大学,2012.
[6] 西门子(中国)有限公司.S7-1200可编程控制器系统手册[EB/OL].[2009-11-4]. https://support.automation.siemens.com.
[7] 松下马达(珠海)有限公司.松下A5系列伺服驱动器使用说明书. http://industrial.panasonic.com/ea/i/25000/fa_ctlg_acs_c/fa_ctlg_acs_c.html.
[8] 刘华波,刘丹,赵岩岭,马艳.西门子S7-200PLC编程与应用[M].北京:机械工业出版社,2011:23-24.
[9] 王学良,张秋菊.基于PLC的机械手自动上下料控制系统设计[J].中国制造业信息化,2012,41(15):59-62.
[10] 西门子(中国)有限公司.TIA博途工程框架.http://www.industry.siemens.com.cn/automation/cn/zh/automation-systems/automationsoftware/tia-portal-software/tia-portal-engineeringframework/Pages/Default.aspx.
猜你喜欢
电力自动化设备(2022年6期)2022-06-15
防爆电机(2022年1期)2022-02-16
商品与质量(2021年29期)2021-07-19
中欧商业评论(2020年12期)2021-01-09
中国金属通报(2019年11期)2019-12-14
制造技术与机床(2019年11期)2019-12-04
探索科学(学术版)(2019年5期)2019-07-13
制造技术与机床(2019年1期)2019-01-14
制造技术与机床(2017年8期)2017-11-27
制造技术与机床(2017年2期)2017-05-04
