
基于数据采集卡的烟条表面瑕疵检测系统
2015-11-24 03:31李居峰赵佳庆邓宜兴
机械制造 2015年6期
□ 冯 浩 □ 李居峰 □ 赵佳庆 □ 邓宜兴
上海大学 机电工程与自动化学院 上海 200072
基于数据采集卡的烟条表面瑕疵检测系统
□ 冯 浩 □ 李居峰 □ 赵佳庆 □ 邓宜兴
上海大学 机电工程与自动化学院 上海 200072
介绍了一种烟条表面瑕疵检测系统中的自学习系统。该系统采用数据库、数据采集卡和工控机实现对香烟表面瑕疵的高速检测。与传统测量相比,具有的优势:第一,实现了对整个烟条表面的检测;第二,实现了无人操作,从开机、学习到检测不需要人工操作;第三,分开保存了合格与不合格的检测数据,方便历史追溯与统计。
数据采集卡 自动 光学 检测系统
传统的烟条表面瑕疵检测,大多依靠人工观察,效率低,而且只能是少部分抽查,即使有部分厂家使用自动检测系统,也只针对钢印的形状,而对钢印的位置与烟条上的其它瑕疵起不了作用。本文提出一种基于数据采集卡、工控机和数据库的工件表面瑕疵检测系统,在提高测量精度和效率的同时,保存了测量数据,便于工件加工工艺的改进。
1 工件表面瑕疵检测系统概述
本系统如图1所示,系统使用Visual Studio软件的C#编程语言编写上位机软件。该程序包括工件表面测量点信息和测量信息的数据库,并通过伺服电机及光码盘控制工件运动与瑕疵检测,通过DAQ-2010数据采集卡进行信号采集与模数转换,通过工控机处理与存储数据,并发送检测结果给PLC,PLC根据检测结果控制剔除阀剔除不合格香烟。通过用户界面可以手工设置参数及调看历史数据。
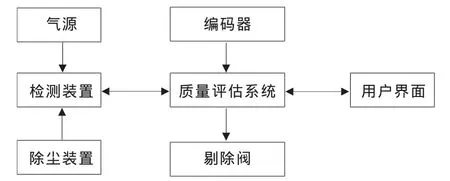
▲图1 烟条瑕疵检测系统示意图
2 数据采集卡选择与控制
DAQ-2010是凌华数据采集卡的成员之一,该数据采集卡基于计算机PCI总线,可同时采集四路电压信号。DAQ-2010数据采集卡的性能:支持32位3.3 V或5 V PCI总线,4通道差分模拟输入,最高可达2兆点/秒同步采样率,14位A/D分辨率,最高8kB采样A/D FIFO,双极性或单极性模拟输入范围,可编程增益:x1,x2,x4,x8。DAQ-2010数据采集卡同时还提供了可用于多种编程语言如VB、VC、VC++、C#等的二次开发的文件。
本文采用了C#编写上位机软件,其与数据采集卡的控制过程如下。
(1)安装驱动程序,在C盘会自动生成动态链接库文件D2K-Dask.dll。
(2)在Visual Studio软件的Windows窗体应用程序中,在“解决方案资源管理器”的栏中添加引用,选择现有项D2KDask.cs类文件,再在Form1.cs窗口顶端添加using D2KDask,便可调用数据采集卡的库函数。
(3)对采集卡进行初始化。
①注册采集卡,使用函数D2K_Register_Card,注册成功后会返回卡号值。
② 根据返回的卡号设置每张卡的采集电压范围和模式,分别使用函数 D2K_AI_CH_Config和D2K_AI_Config。DAQ-2010的采集范围最大为-10~10 V,采集模式有内部时钟和外部触发两种,采集频率最大为2 MB。本文选择了-10~10 V的采集范围,以及外部触发的采集模式,外部触发信号为光码盘的A脉冲,每进一个A脉冲采集一次数据。光码盘安装在生产所用的电机上,光码盘转一圈为256个脉冲,每64个脉冲为一支香烟的长度,利用外部触发可以不受生产速度的影响。本文所用的最大检测速度为10 kB,所以采集卡满足使用要求。
③设置A脉冲采集部分,使用D2K_GCTR_Reset函数设置采集通道,使用 D2K_GCTR_Setup与D2K_GCTR_Control设置采集模式,A脉冲的采集为程序检测生产速度服务。
④设置缓存,使用D2K_AI_AsyncDblBufferMode开辟双缓存,当一个缓存数据处理时,另一个进行采集,以保证操作的速度与数据的安全性。使用
D2K_AI_ContBufferSetup设置缓存大小,缓存大小为256 byte,正好为4支香烟的数据。至此,数据采集卡初始化完毕。
(4)启用与关闭数据采集卡,使用函数D2K_AI _ContReadChannel,采集卡开始工作,当收到外部触发信号时,开始采集。使用完采集卡后,使用D2K_AI_ AsyncClear释放缓存,再使用D2K_Release_Card关闭采集卡。
3 光学检测部分
采用光学检测,其主要由光电二极管、透镜、LED灯、放大电路等组成,利用光学进行测量,具有测量速度快、灵敏度高、操作简单、价格便宜等优点。光学检测原理如图2所示。

▲图2 光学检测原理
共分8个通道,每个通道有2个LED灯。LED灯光照射在烟条表面,反射后经透镜聚焦在光电二极管上,产生的电压信号经过放大电路放大输出。通过数据采集卡采集电压值,判断烟条表面颜色。
4 自学习与数据存储
4.1 自学习系统
该检测系统的自学习与检测主要由一条测速线程控制,通电之后电脑自动开启,程序开机自启动。由于需要进行高速采集和处理,程序使用了多线程技术,其中与学习相关的有4条,分别为采集卡监测线程、测速线程、A脉冲计数线程及学习线程。
程序启动后,测速线程开始工作。测速主要通过数据采集卡上的计数器采集电机光码盘上的A脉冲来测速,当一定时间内A脉冲数达到要求,程序进入自学习模式,如图3所示。其中A脉冲数“speed”由A脉冲计数线程提供。
采集卡监测线程开始检测采集卡状态。当半满(双缓存有一个存满)时,提取出数据,并通过D2K_AI_ ContVScale函数转化为标准电压值。这时,学习线程启动程序会采集20组数据,经计算作为标准模板,学习线程功能如图4所示。学习开始信号,由测速线程给出。采集卡半满信号为一组数据进来时的信号,由采集卡监测线程提供。学习的第一步为保存采集进来的数据,第二步为寻找Z脉冲,第三步是根据Z脉冲对准数据。虽然A脉冲为一圈256个,但偶尔会由于机械振动等原因导致脉冲变多。而该检测的一项内容就是钢印的位置,所以必须根据Z脉冲对齐(电机每转一圈产生一个Z脉冲)。程序中有采集次数设定,初始值为20次,也可手动更改。当采集次数达到设定值后,停止采集,进入数据处理阶段。
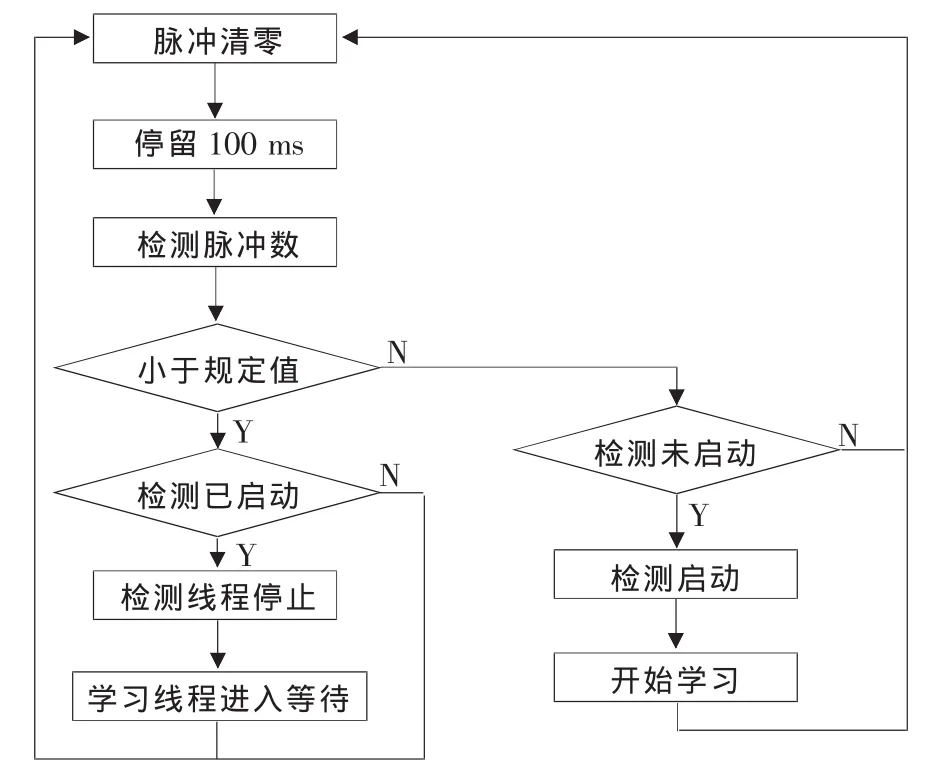
▲图3 测速线程工作原理图
数据采集完成之后进行数据处理,处理主要包括求平均曲线和计算包络线。
平均曲线为20组数据对应点求平均得到的平均值组成的曲线,再由平均曲线计算出检测所用的上下包络线。如图5所示,横坐标为香烟长度,一支香烟长64 mm,纵坐标为采集的电压值。
图中细实线为标准线,粗实线为上下包络线,只要采集的数据在包络线内都为合格。学习完后,学习线程关闭,检测线程启动。当速度低于一定标准值,程序进
入待机状态,直到速度再次满足要求。

▲图4 学习线程原理图
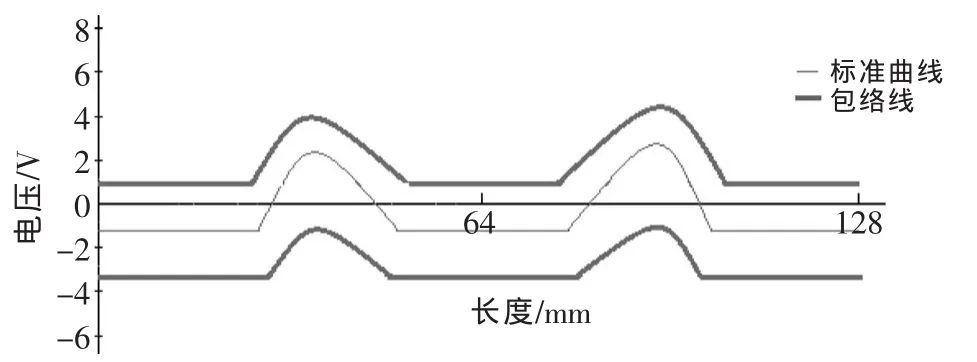
▲图5 系统学习后得到的图像
自学习系统解决了香烟品种不同造成标准曲线不同的问题,同时也降低了工人的劳动强度。
4.2 数据存储
C#提供有比较多种类的接口技术来支持数据库编程,例如ODBC、DAO、OLE/DB、ADO等。通过这些接口可直接操作SQL Server,Microsoft Access等多种较为普遍的数据库。但使用发现,数据库无法存储如此快的数据采集,所以采用txt文件作为数据存储,采用StreamWriter的方法写入txt,如果文件不存在,则会自动创建。由于txt文件随文件变大,存储速度就会变慢,所以每一天程序会创建600个txt文件,分别为1.txt,2.txt,…,600.txt,用来减小单个文件的大小。双缓存每半满一次,程序把数据存入一个txt,下一个半满时存入下一个txt文件,以防止一个半满时间txt没存完导致程序出错或数据漏存。以下为合格数据存储代码:
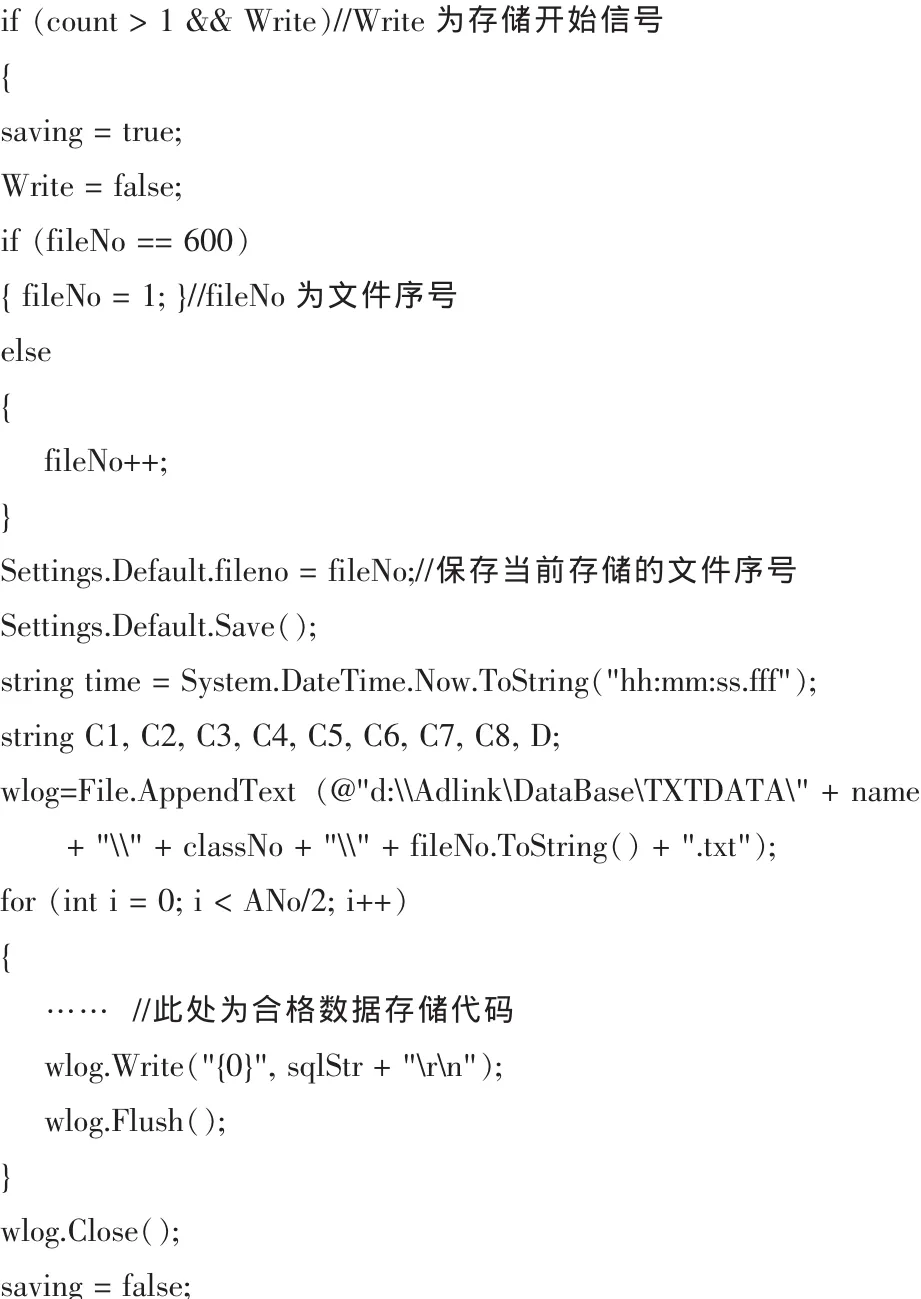

其中,wlog是新建的一个StreamWriter方法。用File.Appendtext()来指定文件路径,并打开该文件,用wlog.Write()方法写入数据,再用wolg.Flush()保存文件,最后通过wlog.Close()关闭连接。
使用txt解决了数据高速存储的问题,方便了历史数据追溯与统计。
5 结论
当机器通电后,电脑自动开机,程序自启动。学习、检测全部自动完成,不需要任何人工操作,节省了劳动力。使用了光学对烟条进行全方位检测,不漏过任何瑕疵。保存了不合格数据方便查看,程序里自带了各种瑕疵统计,有助于改进工作。最后通过剔除阀,阻止不合格的香烟通过。
[1]刘勇,程霄,张龙,等.基于DSP的卷烟圆周检测系统的设计[J].测控技术,2008(7):38-39.
[2]洪杰.基于激光传感器的在线烟支圆周检测系统研究[J].湖南文理学院学报(自然科学版),2012(3):60-62.
[3]宇景斌.高精度数据采集卡的应用[J].计算机光盘软件与应用,2012(14):151.
[4]吴小红.基于PCI总线的数据采集卡的设计与实现[J].电子技术,2012(8):57-59.
[5]冀鹏,黎海雪,杨晏龙,等.数据采集卡信号采集的软件扩展方法研究[J].黑龙江科技信息,2012(13):96.
[6]张广军.机器视觉[M].北京:科学出版社,2005.
[7]高雪飞,朱开宇,甦震.基于研华数据采集卡和MCGS组态软件的离子镀膜监控系统设计 [J].化工自动化及仪表,2012(2):253-255.
[8]龙杰,赵秋明,贾磊磊.基于PCI总线的数据采集卡在工业中的应用[J].长春工程学院学报(自然科学版),2011(11):131-133.
[9]尹秀妍.可编程控制技术应用[M].北京:电子工业出版社,2010.
[10]刘程,曾凡军.一种新型卷烟机圆周检测研究与应用[J].装备制造技术,2011(7):154-156.
[11]Nanko.Possibility of Machine Vision in the Pulp and Paper Industry[J].Japan Tappi Journal,2009,63(3):28-31.
[12]孟小芳.探析触摸屏的功能及应用 [J].企业导报,2012(22):270.
[13]Field Jim.Smd Placement Using Machine Vision[J]. Electronic Packaging and Production,1986,26,(1):128-129.
(编辑 小 前)
TH165
A
1000-4998(2015)06-0079-03
2014年12月
猜你喜欢
中国测试(2022年2期)2022-03-19
法律方法(2021年4期)2021-03-16
网络安全技术与应用(2020年1期)2020-01-07
扬子江诗刊(2019年3期)2019-11-12
扬子江(2019年3期)2019-05-24
制造技术与机床(2017年8期)2017-11-27
环球市场(2017年36期)2017-03-09
网络安全与数据管理(2016年4期)2017-01-10
电子器件(2015年5期)2015-12-29
科普童话·百科探秘(2015年5期)2015-05-26
