等温正火线风冷系统探讨
2015-12-27 07:34马锋刚雷海娇
金属加工(热加工) 2015年5期
马锋刚,雷海娇
随着等温正火工艺在实践中的不断应用,各种等温正火设备也越来越多。在设备的组成部分中最重要的就是冷却系统,因为在等温正火工艺中其中间冷却系统是决定工件质量的关键环节。
要比较等温正火风冷系统必须先从工艺入手。图1是材质为SEA8620RH锻件的等温正火工艺曲线,在将工件完全加热到Ac3线以上的适当温度得到均匀的奥氏体后,先将工件冷却到等温转变图鼻子温度,然后在低温炉中进行等温转变,最后再空冷到室温。中间冷却阶段(从奥氏体化温度冷却至等温处理温度的阶段)是等温正火的关键,其又分为速冷和缓冷两个阶段。
为了有效地控制带状组织,又避免贝氏体出现,在工艺上制订出速冷与缓冷相结合的方法,在速冷结束时已经有一定量的铁素体从奥氏体中析出,工件温度约720℃,冷却速度约70℃/min;缓冷阶段风量相对较小,此过程要控制不让铁素体析出,防止形成魏氏体组织, 冷却速度约20℃/min,工件温度600℃左右。中间冷却过程必须要有可靠的冷却系统来保证。下面分析一下常见的几种冷却系统的作用及优劣。

1. 风冷系统比较
以下对目前实际生产中使用较广泛的几种等温正火线风冷系统进行介绍和比较,最后提出认为较为理想、功能齐全的风冷系统。
(1)第一种 这是最基本的一种风冷系统,结构简单,造价较低,经济适用,能够满足挂装的装料形式,或20CrMnTi、20MnCr5、8627、45钢之类不易出现断离珠光体或魏氏体等非平衡组织的材料。它是由变频器、电动机、风机、速冷室和管道组成,强冷和缓冷通过变频器调节电动机转速,从而改变风量控制。进风口和出风口直通外界大气。图2是向下吹风形式,图3是向上吹风形式,相比上吹比下吹冷却速度快、效率高,且容易布置,节省管道,唯一要注意的是料盘的透风性要好。根据设备情况、工件堆放情况和工件截面大小,缓冷风量(或风机转速)一般为强冷的1/5~1/2。
(2)第二种 这种风冷系统强冷和缓冷风量控制跟 “第一种”一样,但是多加了缓冷时的内循环换向蝶阀和速冷室上端和下端蝶阀。内循环换向蝶阀如图4所示,有“开”和“关”两个位置,其通过电动机带动,在缓冷时吹向工件的风是已经被工件加热过的空气,其作用是冷却速度更慢,能更好地起到缓冷的作用,而不至于使料盘上表面的工件温度降得太低,使堆放的工件冷却更均匀。速冷室上端和下端蝶阀可将冷却系统有效隔离,在工件转料过程中不受冷却系统干扰,特别是冷却室和加热室只有一门之隔的炉子结构就更需要这两个蝶阀了。总的来说,这种结构简单实用,工艺性能稳定,能够生产出质量稳定的产品,可以满足需求。
(3)第三种 这种结构(见图5)变化较大,首先强冷增加了风向变化。先向上吹风,特点是管道短、弯曲少、冷速最快;再向下吹风,使堆放的工件上下冷却均匀,冷速快。其次,增加了一个小风机,这样就省去了价格昂贵的变频器控制装置。再次,由于管道上阀门较多,使用电动机带动造价太高,所以一般都会选择气动元件(气缸)带动,这就使阀门控制的故障率较高。最后,其还有一个不足就是没有变频器控制的风机,其强冷和缓冷的强度(即风量)无法灵活调节,这就限制了工艺的灵活性。
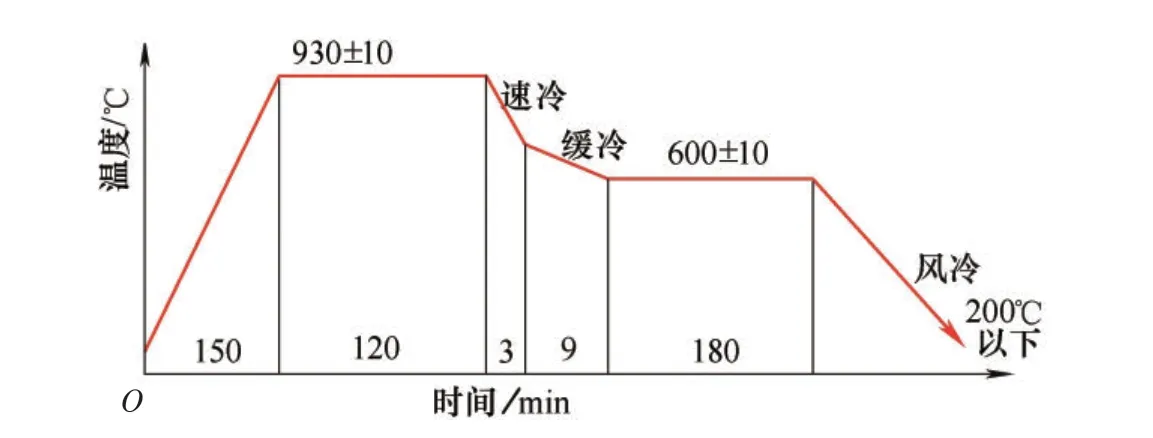
图1 齿轮锻件的等温正火工艺曲线
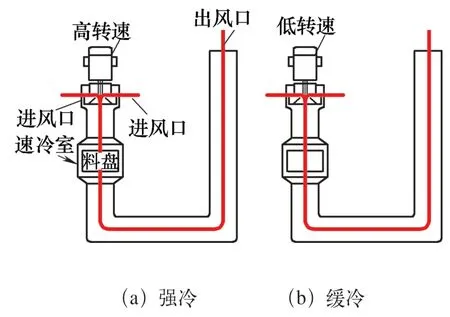
图 2
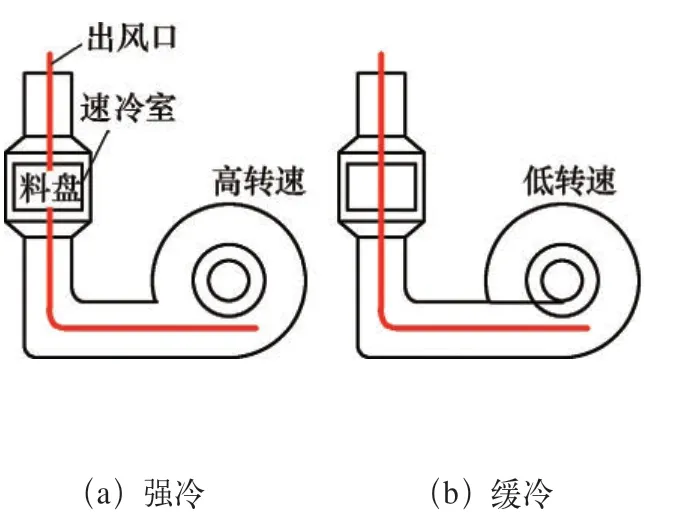
图 3
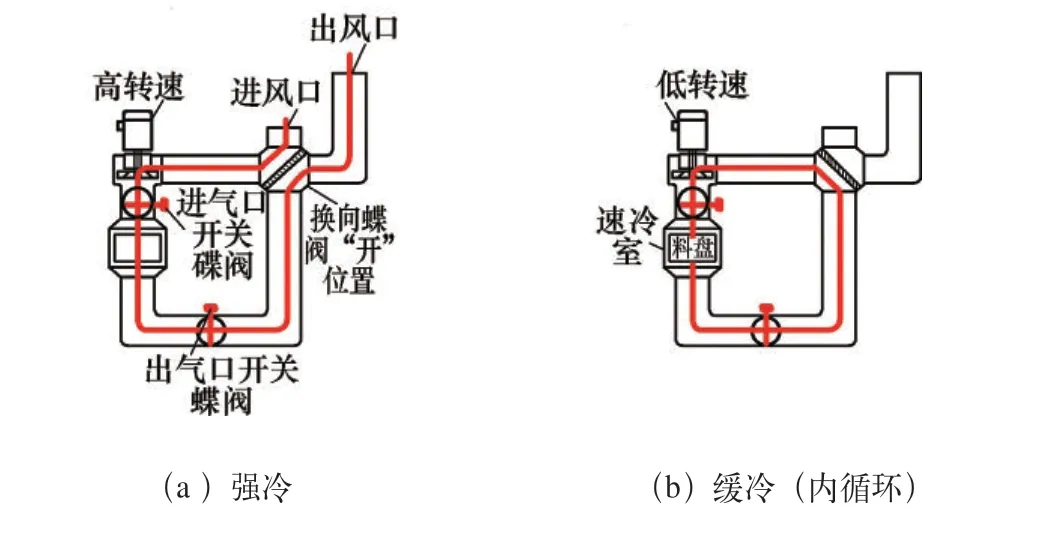
图 4
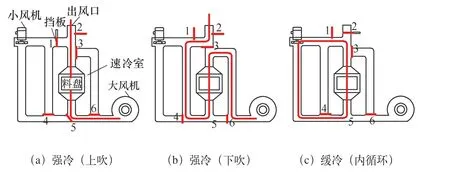
图 5
(4)第四种 最理想的风冷系统,这是因为其除了有前面各种系统的所有优点,即变频器控制电动机转速的风机(实现强冷和缓冷风量可调)、上下吹风变化和缓冷内循环功能,而且还增加了喷雾装置和测温系统(见图6)。当热处理截面较大、淬透性较低的工件时,即使将风机转速调到最大也不能满足工艺要求的冷却速度,这时,解决办法有两种:一是减少装筐量;二是增加风的冷却能力。
第一种直接影响生产效率,不可取;第二种就可由喷雾装置实现,在速冷室上端和下端分别伸出的两个喷头喷出雾化的水是混合在风中直接作用于工件,使风的冷却能力大大提高。而测温装置的作用主要用于新设备的工艺调试,如前所述,工件要在速冷室强冷后约720℃,缓冷后约600℃,只要通过观察红外测温装置的指示值就很容易确定工艺规定的强冷时间和缓冷时间参数。但是平时生产中一般不用,因为等温正火是预处理,一般没有气氛保护,工件在加热和冷却过程中会产生大量氧化皮,其与灰尘共同作用很容易遮挡红外探头,影响测量的准确性。风温测温装置可以直观地指示强冷和缓冷时的风温,指导工艺人员调整工艺参数。随着四季温度的变化,在强冷过程中风温分别是15℃和45℃时,其冷却能力是不同的,这时就需要调整工艺参数。方法一,提高风机转速;方法二,延长吹风时间。
2. 影响风冷系统的其他方面
前面提到,中间冷却阶段是等温正火的关键,所以吹风系统的可靠性直接关系到产品质量。而实现上下吹风和内循环转换的挡板又必不可少,所以要降低挡板故障率的最好办法是用电动机驱动6个挡板动作,或选用质量较好的气动元件和气管。因为速冷室周围温度较高,特别是工件转移过程中的烘烤和吹风时漏出的热气很容易使气管软化爆裂,所以还应将气管用耐热或隔热材料(如保护套管)保护。同时为防止高温工件烘烤,还应将所有气动元件和气管布置在接近低温炉的一面。一旦发生故障,要能够及时发现,所以风冷系统的可视化监测功能就尤为重要。速冷室一般离操作台较远,故障时不易发觉,如果操作台上的显示屏能直接显示风机运行情况和挡板位置,最好是示意图的形式,操作工就很容易掌握风冷系统的情况,从而防止大批量不合格情况发生。
从工艺性来说,正火不需要预冷,所以转料时间越短越好。这里所说的转料时间有两个,即S1:料盘从高温炉开始出料到进入速冷室开始吹风所需时间;S2:料盘开始出速冷室到进等温炉所需时间。对于S1以15s以内最佳,最长不能超过30s。S2可以相对放宽要求,但也不能超过60s,最好也在15s以内。之所以要求转料时间,这是因为根据长期生产经验,转料时间越短的设备,产品质量越稳定。
速冷室各部位风量和强度的均匀性也很重要,直接影响到整筐工件冷却的均匀性,导致产品质量是否稳定,工件硬度散差较大或个别工件的金相组织部分不合格。解决这一问题的最简单和有效的方法就是在风道内加“导流板”,同时可以利用“风速测量仪”定量测量速冷室内料盘所在平面各个部位的风量强度,调整导流板直至达到均匀为止。
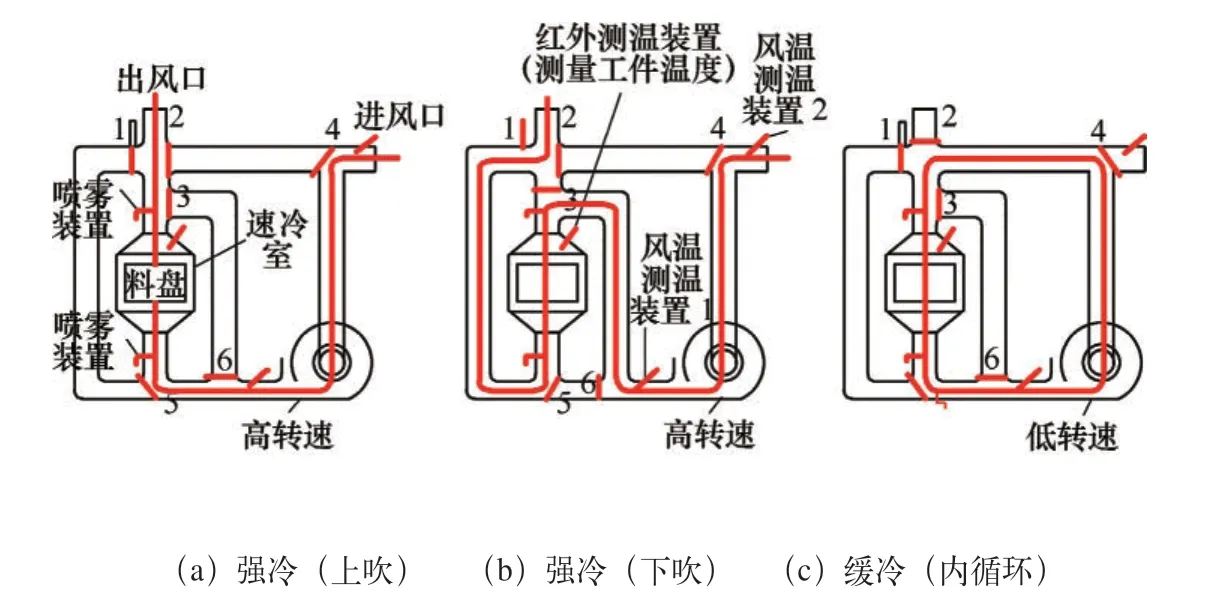
图 6
3. 结语
通过以上等温正火线各种风冷系统的对比,总结出以下几点:基本功能要有强冷和缓冷转换; 可选功能包括风量可调、风向转换、内循环、喷雾和测温;同时降低故障率、可视化监测、控制转料时间、风量均匀性也是非常重要的影响因素。
猜你喜欢
汽车实用技术(2022年12期)2022-07-05
防爆电机(2022年1期)2022-02-16
少儿画王(3-6岁)(2021年2期)2021-09-13
装备制造技术(2021年2期)2021-07-21
现代塑料加工应用(2021年5期)2021-02-28
中国机械(2016年1期)2016-06-17
中国人兽共患病学报(2016年6期)2016-01-30
中国塑料(2015年3期)2015-11-27
电测与仪表(2015年5期)2015-04-09