
基于FANUC系统的数控综合实验装置的设计
2015-12-31 11:07尹显明
机械工程与自动化 2015年3期
向 倩,尹显明
(1.西南科技大学 制造科学与工程学院,四川 绵阳 621010;2.西南科技大学 工程技术中心,四川 绵阳 621010)
0 引言
在工科类院校,数控机床被广泛用于生产加工及实践教学。如今市场上机床厂商生产的数控机床一般根据加工需要而设计,控制系统都是安装固定好的,不易拆卸观看,当然作为技术专利,会对PMC梯形图保密,达不到对数控系统开放性的教学要求;另一方面,用于教学的数控机床实验设备,仅有电气试验台,没有可实际操作的机床设备。所以,在机电专业课程教学实践时,学生不能真正地对数控机床控制系统的连接、电气系统设备各项功能的运行、I/O端口的连接、PMC程序的设计等有个全面的了解和认识,而这些方面正是高校机电类专业的学生在学习数控技术原理和设计时所必须掌握的综合性技能[1-3]。为此,本文设计了一台多功能的具有开放性的便于实践操作的数控实验装置。
1 数控综合实验装置总体设计
1.1 总体设计方案
数控综合实验设备是将机床厂家生产的数控机床与电气教学的单独实验平台合为一体的装置。在学生将理论用于实践的过程中,既有可操作的电气实验控制平台,又能真正看到与控制相对应的机床运行过程。该数控综合实验装置是针对高校工程训练教学实践设计的,所以本设计使用机床机械本体,再加上电气系统开放式实验平台[4]。
1.2 数控系统的选型
数控机床的核心系统即为数控系统。当前,在数控机床行业应用广泛的有FANUC系统、SIEMENS系统以及华中数控系统等。据调查了解,日本的FANUC数控系统以其高质量、低成本、高可靠性、高性价比而获得业界一致好评。所以,在此次的设计方案中选用FANUC-0iMate MD系统[5],其在经济型数控铣床和车床等小型机床上应用极其广泛,而且各硬件及接口、线缆随系统标配,在连接、维修方面更加容易。
1.3 数控系统的连接
图1为FANUC数控系统硬件连接图。CNC控制器上的COP10A接口通过FSSB与驱动器上的COP10B接口连接,进行伺服信号的发送;JD51A端口与I/O LINK JD1B端口连接,负责外部信号与内部PMC的输入输出控制;JA7A端口与伺服驱动模块中的JA7B端口相连,负责主轴转速的反馈;JD36A口接一RS232串口电路,负责串行通讯。伺服驱动器上CXA2C端口与24V直流电源相接;CX3端口与来自伺服变压器的三相电源连接;CZ5端口连接伺服电机;紧急停车信号与伺服驱动器上的CX4接口相连;JF1口接伺服电机位置反馈;手摇脉冲发生器接I/O LINK上的JA3端口。
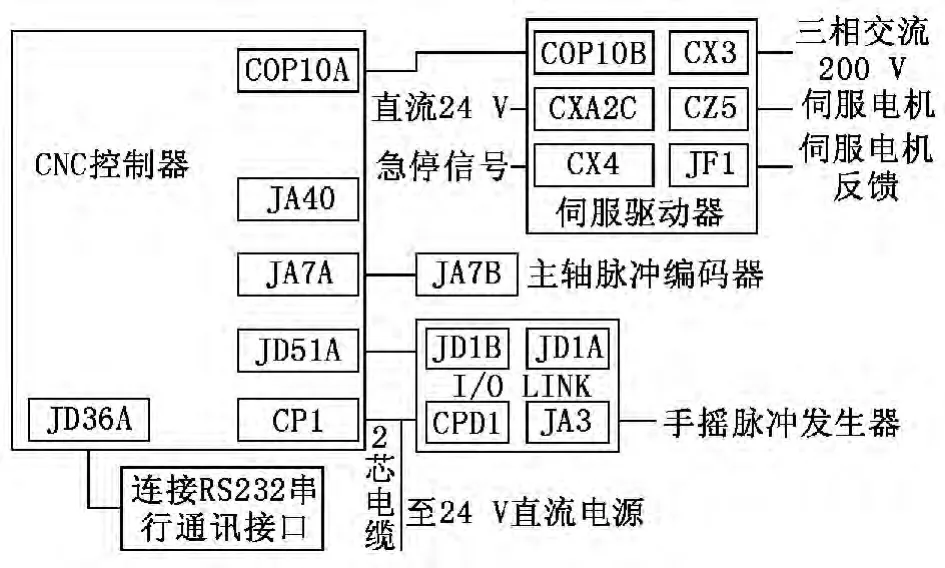
图1 FANUC数控系统硬件连接图
2 电气系统的设计
根据对实验装置的开放性和便于操作等控制要求,设计了如图2所示的数控机床电气控制原理图。
电动机工作过程如下:电源总开关是QF1,整个实验装置的通电与否由其控制;断路器QF2、QF3控制伺服驱动电路的电源,经过TC1变压器及浪涌吸收器给βi伺服放大器供电;当数控系统发出冷却控制信号时,继电器KM2线圈通电,开关闭合,冷却泵电动机M2启动;经TC1变压器输出的220V电压变压为24V,供CNC系统中照明灯和指示灯使用。
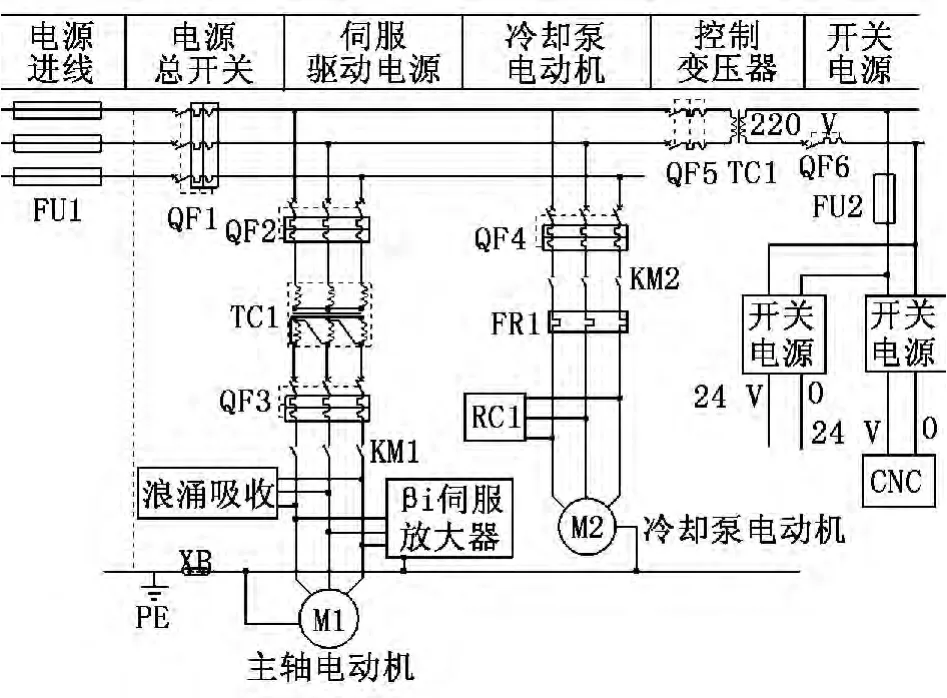
图2 数控机床电气控制原理图
3 PMC地址设定及梯形图编制
FANUC-0iMate MD 配备的单板式I/O LINK有多个输入点和输出点,完全可以满足对数控实验装置控制信号的使用要求[6]。常用PMC(Programmable Machine Controller,可编程机床控制器)的端口有输入点30个,输出点9个,在设备控制的名称和其他功能的设定完毕后,其PMC地址就被定义,如表1、表2所示。
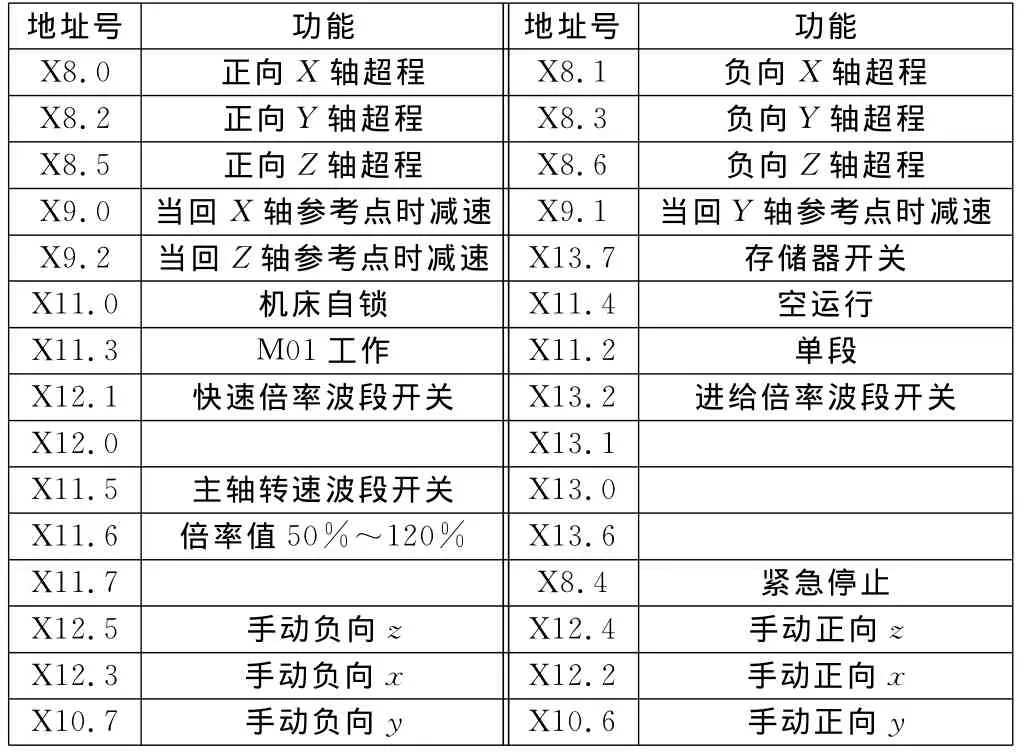
表1 PMC输入信号地址分配
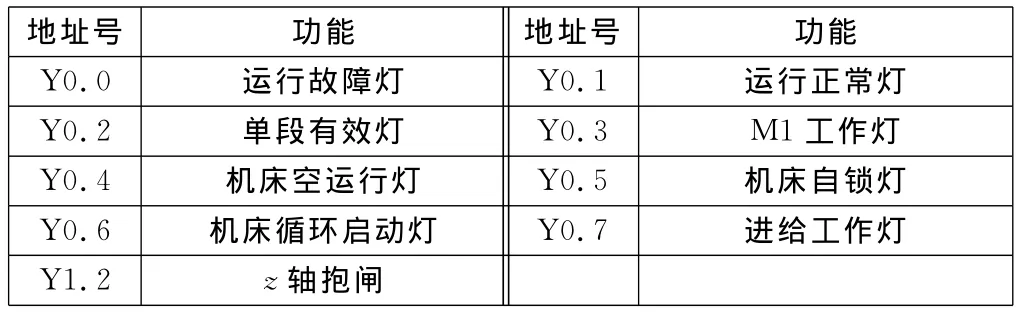
表2 PMC输出信号地址分配
根据PMC中各输入、输出信号地址及所需要实现的功能进行梯形图编制。一般数控机床的PMC程序由第一级程序和第二级程序两部分组成,第一级程序仅处理短脉冲信号,比如急停、各进给坐标轴超程、信号进给暂停等;第二级程序就是除了编入第一级程序外的其他功能块程序[7-8]。以数控铣床主轴转速倍率为例,绘制PLC(Programmable Logic Controller,可编程控制器)梯形图,如图3所示。
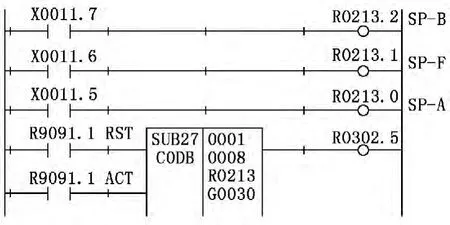
图3 主轴转速倍率PLC梯形图
由FANUC-0i数控系统的PLC可知,系统内部已固定的主轴转速倍率控制信号是G30,“1”时有效,其地址如图4所示。

图4 主轴转速倍率控制信号地址
将PLC中内部信号R9091.1设为常1,作为开始运行条件。在编写程序时,将地址号X11.5、X11.6、X11.7分别对应输出到 R213.0、R213.1、R213.2中,即将主轴转速倍率格雷码值存入到R213,然后经二进制代码进行CODB指令转换,以二进制形式送到G30,最后将SOV0~SOV7主轴转速倍率信号输入到CNC系统。
4 结束语
本文设计的这套基于FANUC系统的数控综合实验装置,不仅可以实现机床原有的加工功能,而且为机电类专业学生的教学实践提供了硬件设备,同时为促进学生动手能力和实践操作提供了实验平台。
[1]刘德兵.普通车床数控化改造设计及教学应用—电气改造部分[J].制造技术与机床,2013(9):138-141.
[2]赖思琦,黄恒.基于FANUC-0i系统的开放式数控综合实验装置研制[J].机床与液压,2013,41(2):21-24.
[3]徐海黎,王恒,朱志松.基于网络交互的数控机床综合教学平台设计[J].机械工程与自动化,2011(6):66-68.
[4]严军建,严迎建.数控机床教学培训平台构建[J].机械工程与自动化,2008(6):177-181.
[5]尹昭辉,周礼根.FANUC系统在数控机床改造中的应用[J].机床与液压,2013,41(10):185-187.
[6]孙东山,唐小琦,宋宝,等.一种数控机床故障模拟装置的开发及应用[J].组合机床与自动化加工技术,2012(3):108-111.
[7]于松田,邓卫伟,房纪涛.基于西门子840Di系统的数控镗铣床改造与应用[J].机械工程与自动化,2009(5):156-160.
[8]陈刚,杨代华,王卫军.PC机和数控机床远距离通讯系统设计[J].机械工程与自动化,2005(3):28-33.
猜你喜欢
科学家(2021年24期)2021-04-25
制造技术与机床(2019年12期)2020-01-06
制造技术与机床(2018年12期)2018-12-23
电子制作(2018年10期)2018-08-04
制造技术与机床(2017年5期)2018-01-19
制造技术与机床(2017年6期)2018-01-19
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年9期)2017-11-27
网络安全和信息化(2017年6期)2017-11-23
电子制作(2017年20期)2017-04-26
