
一种简便的转台运动误差标定方法研究
2016-02-24 01:18刘书桂张海涛
组合机床与自动化加工技术 2016年1期
于 振,刘书桂,张海涛
(天津大学 精密测试技术及仪器国家重点实验室,天津 300072)
一种简便的转台运动误差标定方法研究
于振,刘书桂,张海涛
(天津大学 精密测试技术及仪器国家重点实验室,天津300072)
摘要:针对转台的六项运动误差,设计了一种简便易行的检测方法。通过TESA测头的组合,实现了转台沿x、y、z三个方向的跳动误差以及绕x、y轴偏摆误差的精确检测,通过光电自准直仪与多面棱体的组合,实现了转台分度误差的高效高精度测量。结果表明:该方法简单、可靠、成本低。在多次测量的过程中,转台的分度误差测量精度可达到2"以内,转台跳动测量误差小于3μm。同时,每个测量点位偏摆的测量误差基本上都控制在千分之一以内。
关键词:光自准直仪;二十四面棱镜;TESA测头 ;误差标定
0引言
标定就是通过比较器件输出和参考输入确定出一组参数,使传感器测量结果与参考输入一致[1]。“转台”是回转工作台的简称,在计量工作中又称为分度台[2]。随着数控技术的迅猛发展,机械加工精度等级高低已经成为衡量一个国家工业发展水平的重要标志[3]。作为数控机床的重要零部件——回转工作台的误差会直接复映到工件上,影响工件的加工误差[4]。因此转台系统的运动精度是否满足系统的精度指标(即转台的标定结果)并最终提高工件的加工精度,具有重要的现实意义。激光干涉仪是目前最常用的数控机床精度检验仪器[5-7],它在功能、灵敏度、稳定性、精度方面极具优势[8]。国内许多专家学者在转台误差标定这个领域进行了卓有成效的研究。南京工业大学的姜孟鹏等人[3]提出了一种用激光干涉仪测量转台运动误差的方法,该方法通过将激光干涉仪和角度干涉镜、角度反射镜结合使用,通过测量参考光束和干涉光束的光程差,最后算出回转台的运动误差。Khan和Chen[9]提出一种利用球杆仪对转台运动误差进行分离的思路,并进行了有益的尝试。Tsutsumi和Saito[10]利用球杆仪对五轴联动机床的多项误差进行了分离。周玉清等人[11]提出一种旋转轴与平移轴联动误差的快速测量方法。这些方法都能较好的标定出转台的运动误差。
上述标定方法可以达到很高的精度,但都需要配备各种高精度仪器,成本较高,且都需要对各种仪器进行精确安装。本文提出了一种基于光电自准直仪与多面棱体组合以及TESA电感测头的组合的方法对转台的分度误差以及跳动和偏摆等六项运动误差进行检测,简便易行,实现了以较低的成本对转台运动误差的高效高精度检测。
1测量原理
转台转动中,除了给定的转角φ外,转轴可能有沿x、y、z 三个方向的跳动误差δx(φ)、δy(φ)和δz(φ);以及绕x和y轴的偏摆误差εx(φ)和εy(φ)。一般说,机床的精度比仪器低,同时由于工作条件差,精度容易损失,故需要对转台进行误差补偿。由于实时检测比较困难,常采用非实时误差补偿的方法。图1是测量轴系运动误差的示意图。测头2、4沿转台x方向平行摆放,与标准棒沿x向的最外边缘接触,两者之间间隔一定距离;测头3、5沿y轴方向平行摆放,与标准棒沿y向的最外边缘接触,两者之间间隔一定距离;测头1沿z轴垂直向下摆放,与标准棒顶部中心接触。测头5、4、1分别测量转台沿x、y、z 三个方向的跳动误差δx(φ)、δy(φ)和δz(φ)。转台绕x和y轴的偏摆误差εx(φ)和εy(φ)分别由以下公式进行计算:
εx(φ)=(δxa(φ)-δxb(φ))/dx
(1)
εy(φ) =( δyc(φ) -δyd(φ))/dy
(2)
式中δxa(φ)表示测头2的示值,δxb(φ)表示测头4的示值,dx表示测头2和测头4之间的距离;δyc(φ)表示测头3的示值,δyd(φ)表示测头5的示值,dy表示测头3和测头5之间的距离。
测量dx、dy时,如果没有刚好在测头与标准棒接触点进行测量,而是稍有偏离,则会产生测量误差,最终导致算出的偏摆值偏大(或偏小)。
由于确定轴线方向和位置时是按其平均值认定的,所以为了得到各个运动误差需要由在转角φ处测得的值减去转台旋转一周内各点测得的误差的平均值。

图1 测量转台运动误差的示意图
对于转台分度误差的测量,使用如下的方法:如图2所示,在标准棒上放置一个多面体,转台转过一个多面体夹角φ,多面体随转台同步转过φ。准直光管检测多面体反射面法线方向的变化,它给出转台的分度误差。
如果多面棱体与转台偏心,则无法准确记录转台的分度误差,此时测得的分度误差的大小会按照两者偏心的大小变化呈一定的有规律的变化,存在一定的系统误差,可以通过多次测量找出误差变化的规律性,从而进行误差补偿。

图2 测量转台分度误差的示意图
2实验及结果分析
为了便于测量,在测量转台误差前特地加工了一个高精度的圆盘。实验之前首先将圆盘和转台固定在一起,然后将标准圆柱放到圆盘的中心,用游标卡尺或千分尺对标准圆柱进行定位。放好圆柱体之后便要开始测量了。本次实验将二十四面棱镜固定在标准圆柱体顶端的把手上,固定好24面棱镜后,将光电自准直仪固定在三脚架上,并调平三脚架和光电自准直仪。
以单轴转台为测量对象,将标准棒固定在转台中心。通过TESA测头监测,使标准棒的轴线调整到转台中心轴线重合。将24面棱体放置在标准棒上方,调整光电自准直仪,使24面棱体反射回的光投射到光电自准直仪的中心。将5个TESA电感测头按图1所示的位置进行安装调整,并记录相应的距离值。
让转台每次转过45°,分别记录X、Y、Z方向的跳动和X、Y方向的偏摆和每个位置光电自准直仪的示值。图3为实际测量Z方向跳动时的现场情况。

图3 实际测量Z方向跳动现场图
为了得到尽量准确的X、Y、Z 三个方向的跳动δx(φ)、δy(φ)和δz(φ)以及绕X和Y轴的偏摆εx(φ)和εy(φ),和较准确地光电自准直仪示值从而对转台的分度误差和运动误差进行标定,本次实验进行了三次独立重复实验,具体实验结果如图4~图9所示。

图4 三次标定X向偏摆示意图

图5 三次标定X向跳动示意图

图6 三次标定Y向偏摆示意图
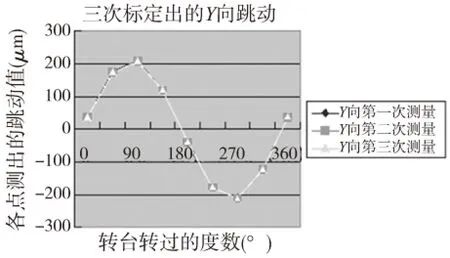
图7 三次标定Y向跳动示意图

图8 三次标定Z向跳动示意图

图9 三次标定出的转台分度误差示意图
从以上图表中的数据中可以看出,在此次实验中,多次测量测得的沿x、y、z 三个方向的跳动误差δx(φ)、δy(φ)和δz(φ),绕x和y轴的偏摆误差εx(φ)和εy(φ)以及转台的分度误差的幅值和趋势均一致,转台的分度误差测量精度可达到2"以内,转台跳动测量误差小于3μm。通过光电自准直仪测得的转台分度误差较小,且有较好的重复性,说明这种基于光电自准直仪的转台分度误差测量方法准确可靠,有较高的精度。
实验中可能带来测量误差的注意事项:
(1)圆盘与转台不是完全贴合,即圆盘可能没有放平,转动中圆盘出现晃动,则测得的转台Z向跳动可能会发生较大变化,从而存在较大误差;
(2)光电自准直仪未摆放平整的或者是无关人员来回走动导致的震动带来的偏差都会导致转过的角度不均匀,故测得的X、Y方向的运动误差会存在一定的随机误差;
(3)量块没有恰好平放在圆柱顶部把手的中间,从而量块不能准确的传递转台的Z方向跳动,此时测得的Z向跳动存在随机误差;
(4)24面棱镜和量块没有固定好,测量中发生移动,则此时测得的X、Y方向的运动误差和Z方向的跳动均存在较大的随机误差。
3结束语
本文提出了一种简便易行的转台运动误差标定方法,通过光电自准直仪与多面棱体组合和多个TESA电感测头组合,实现了转台分度误差、跳动误差与偏摆误差的高效、高精度测量,所提出的方法操作简单,易于安装,对于其他运动机构轴线运动误差的检测,具有普遍的适用意义。
[参考文献]
[1] CHATFIELD A B. Fundamentals of high accuracy inertial navigation [M].American Institute of Aeronautics and Astronautics, Inc, 1997.
[2] 耿宝山. 转台综述[J].航空精密制造技术,1982(2):46-66.
[3] 姜孟鹏,黄筱调,王华,等.极坐标数控铣齿机回转台运动精度干涉测量[J]. 组合机床与自动化加工技术,2010(3):30-33.
[4] 曾鸣,王景贺,张健.转台测角系统标定方法的研究[J].中国惯性技术学报,1998,6(4):84-88.
[5] Ikram Masroor, Hussain Ghazanfar. Michelson Inte rferometer for precision Angle Measurement[J]. Applied Optics, 1999, 38 (1): 113-120.
[6] 陈强华,吴健,殷纯永.双频激光远程直线度/同轴度测量系统[J].中国激光,2002,29(7):625-630.
[7] 匡萃方,冯其波,张斌,等.直线导轨4自由度同时测量方法的研究[J].中国激光,2005, 32(9):1266 -1270.
[8] FENG Qibo, ZHANG Bin, KUANG Cuifang .A Straightness Measurement System Using A Single-model Fiber Coupled Laser Module[J]. Optics & Laser Technology, 2004, 36:279-283.
[9] KHAN A W,CHEN Wuyi. A methodology for error characterization and quantification in rotary joints of multi-axis machine tools[J].International Journal of Advanced Manufacture Technology,2010,51:1009-1022.
[10] TSUTSUMI M, SAITO A. Identification of angular and positional deviations inherent to 5-axis machining centers with a tilting-rotary table by simultaneous four-axis control movements [J].International Journal of Machine Tools & Manufacture, 2004, 44: 1333-1342.
[11] 周玉清,陶涛,梅雪松,等.旋转轴与平移轴联动误差的快速测量及溯源[J].西安交通大学学报,2010,44(5):80-85.
(编辑李秀敏)
A Calibration Method of One of The Motion Error of Turntable Based on Laser Collimator
YU Zhen, LIU Shu-gui, ZHANG Hai-tao
(State Key Laboratory of precision Measuring Technology & Instrument, Tianjin University, Tianjin 300072, China)
Abstract:In order to face the need of measuring the six motion error of the turntable, a simple measure method was designed in this paper. Realizing the accurate measurement of the five motion error of turntable, such as the beat ofx,y,zthree directions and the yaws ofx,yaxis, combined with the use of TESA probe, and realizing the accurate measurement of the indexing error of the turntable by combining laser autocollimator and multi-faceted prism. Results have shown that this method is simple, reliable, and low cost. In the process of repeated measurements, the measurement accuracy of the indexing error of the turntable can be reached less than 2 seconds and the measurement errors of the turntable beat were less than 3 microns. At the same time,the measurement error of each measuring point is generally controlled in less than 1%.
Key words:laser collimator; twenty-four prim; TESA probe; error calibration
文章编号:1001-2265(2016)01-0089-05
DOI:10.13462/j.cnki.mmtamt.2016.01.025
中图分类号:TH161;TG65
文献标识码:A
作者简介:于振(1989—)男,山东青岛人,天津大学硕士研究生,研究方向是智能坐标测量的标定及机器视觉,(E-mail)solseagull@163.com;刘书桂(1954—),男,湖南华容县人,天津大学教授,博士生导师,工学博士,研究方向为智能坐标测量技术、自动测量与控制技术、传感与信息处理技术,(E-mail)sgliu@tju.edu.cn。
收稿日期:2015-08-26;修回日期:2015-09-30
