
高速深孔加工顶紧系统设计*
2016-02-24 01:18张继明沈兴全李忠秋倪雪婷曹卫卫
组合机床与自动化加工技术 2016年1期
关键词:精度
张继明,沈兴全,李忠秋,倪雪婷,曹卫卫
(中北大学 山西省深孔加工工程技术研究中心,太原 030051)
高速深孔加工顶紧系统设计*
张继明,沈兴全,李忠秋,倪雪婷,曹卫卫
(中北大学 山西省深孔加工工程技术研究中心,太原030051)
摘要:高速深孔加工过程中,加工速度快,切削液的流量和压力较大,工件和授油器能否稳定连接是影响加工过程可靠性的关键因素之一。高速深孔加工在不同工况下连接工件和授油器的顶紧力大小要求不同,并且对工件夹紧时顶紧力精度的要求较高,文章采用pLC控制自动调节顶紧力的大小,有效的提高了高速深孔加工效率与稳定性。
关键词:高速深孔加工;精度;pLC;自动调节
0引言
深孔加工中,工件的夹紧是利用三爪卡盘、中心架、授油器三部分共同完成,三爪卡盘夹紧工件一端后,采用液压推动授油器顶紧工件另一端,中心架支撑工件中部,从而达到夹紧工件的目的[1]。传统的深孔钻镗床授油器顶紧工件的顶紧力依靠工人经验确定,而如果顶紧力过大会造成加工工件变形,影响加工精度,顶紧力过小则会造成切削液溢出,切削过程中油液飞溅,影响加工环境,因此,依靠工人经验进行顶紧操作可靠性较差[2]。
随着深孔加工在民用领域应用的逐步加快,对深孔加工精度、效率的要求越来越高,高速深孔加工逐渐受到重视。同时,在高速深孔加工中,切削速度快,钻头会产生大量切削热,需要更多的切削液将热量带走,切削液的流量和压力更大,对顶紧力的要求也更高[3]。
文献[4]对高速BTA钻削进行流体的压力分析,文献[5]讨论了高速深孔加工过程中切削热、切削速度和切削液流量之间的关系。现有高速深孔加工对工件夹紧系统研究较少。因此,为提高顶紧力精度,以及实现针对不同工件顶紧力大小可调,本文以pLC为基础设计自动顶紧系统,采用比例溢流阀调节系统压力,搭配压力传感器实现系统的闭环控制。
1自动顶紧系统总体设计
自动顶紧系统主要包含三部分:顶紧结构、液压系统和控制系统。其中顶紧结构采用传统深孔加工顶紧结构,利用液压力推动授油器内部结构顶紧工件;液压系统由液压泵、带限压阀的先导式比例溢流阀、电磁换向阀等组成;控制系统的核心是西门子S7-200系列pLC,型号为CpU 224XpCN,压力传感器采集液压缸内部油压信号并传递给pLC,并采用西门子Mp 177多功能触摸屏作为该系统的人机交互工具。

图1 自动顶紧系统工作流程图
自动顶紧系统的工作流程图如图1所示。工件定位完成后,控制系统初始化,确定预设顶紧力大小,系统开始顶紧。压力传感器自动获取液压缸压力信号,并将压力信号传送给pLC,经过pLC的信号处理模块对信号进行分析处理,然后将信号发送到触摸屏实时显示压力值,同时根据预设压力值通过pLC的pID算法对压力信号进行运算,输出模拟量电压信号并传入放大器,放大器输出脉冲信号给比例溢流阀调整液压缸内部压力,从而实现顶紧力调整的闭环控制。
2液压系统设计
2.1液压系统原理
深孔加工的工件顶紧结构示意图如图2所示,采用锥形结构进行顶紧密封。锥形密封是否可靠的一个重要因素是轴向力F的大小。深孔加工顶紧轴向力大小为:
F=F1+F2
(1)

图2 顶紧结构示意图
其中,F1为密封腔内液压油对导向套端面的作用力,F2为工件与导向套相互作用力在轴向的分力。因此,
(2)
(3)
其中,ps为密封腔内冷却液压强,pl为沿轴线的线压力,μ为工件与导向套的摩擦系数。
锥形密封的设计要点是保证工件和导向套都在弹性变形范围内。深孔加工中工件材料未定,本研究以45钢进行设计计算。对于导向套,根据第三强度理论可得:
(4)
其中,[σ]为45钢的许用应力。故工件与导向套结合处的最大压力为:
(5)
所以,
pl=pnmaxsinα
(6)
锥形密封最适宜的锥面角度为60°,即α=30°。将式(5)、(6)带入式(1)、(2)、(3)中,得理论上最大轴向力:
F=F1+F2=3002.2+2276.5=5278.7N
(7)
高速深孔加工机床是由授油器内部液压活塞推动导向套顶紧,已知活塞受力截面积S=801mm2。则顶紧系统最大工作压力为:

(8)
由于实际深孔加工中工件材料多样,因此设定顶紧系统工作压力为6Mpa。
液压系统的工作原理如图3所示,共两个动作:顶紧和回收。

1.油箱 2.液压泵 3.压力开关 4.先导式比例溢流阀 5.三位四通电磁换向阀 6.压力传感器 7.压力开关 8.液压缸 9.过滤器 10.单向阀
图3液压原理图
顶紧:启动液压泵,同时完全接通比例溢流阀4,系统卸载启动。三位四通电磁换向阀5左位接通,液压油推动液压缸开始顶紧,根据压力传感器获取压力调节比例溢流阀,实现系统调压。系统压力达到预设压力后,三位四通电磁换向阀5中位接通,同时比例溢流阀4完全接通,系统卸载运行。
回收:三位四通电磁换向阀5右位接通,关闭比例溢流阀4,液压缸回到指定位置后,换向阀5回中位,同时比例溢流阀4完全接通,系统卸载运行。
2.2选取电液比例溢流阀
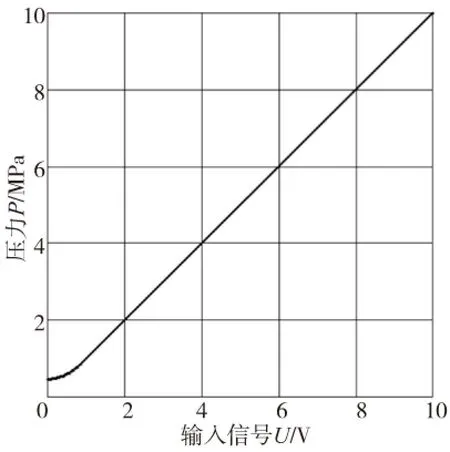
图4 压力p与控制信号U的特征曲线
根据液压系统对油压和流量的要求,本系统采用意大利ATOS的先导式比例溢流阀,型号为RZMO-AE-030/210,它带有模拟式集成放大器,并且出厂时经过工厂预调,保证了阀的良好工作性能,也使安装使用更为简便。如图4所示,该阀接收标准的0~10V输入信号,并转化为占空比的pWM信号。该阀的最高工作压力为31.5Mpa,最大流量40L/min,压力调整范围是0.6~10Mpa。
3控制系统设计
3.1 控制系统原理
自动顶紧系统原理图如图5所示,由液压缸,压力传感器,pLC,比例溢流阀组成闭环控制系统。首先,由pLC得到指令,获取压力值。然后,根据压力传感器测得当前压力运用pID算法对比例溢流阀进行调节,从而对液压缸压力进行控制。最终实现顶紧力的自动调控。

图5 自动顶紧系统原理图
3.2传感器
本系统采用的传感器是美国MEAS生产的U5700系列传感器,它的量程为0~7Mpa,内置放大器,输出信号是0~10V模拟信号,可以直接与pLC进行信号传输。西门子pLC S7-224XpCN的EM231-2HAI模拟量输入模块能够有效的接收该传感器采集的信号。
3.3触摸屏

图6 触摸屏控制界面
西门子Mp 177多功能触摸屏使用WinCC flexible标准组态软件。设计控制界面如图6所示,通过该触摸屏可以设置需要达到的工作压力,显示实时工作压力,并且能够查看实时压力曲线。
3.4pLC编程
西门子pLC S7- 224XpCN具有14个数字量输入点和10个数字量输出点,并集成了2个模拟量输入点和1个模拟量输出点,可实现简单的模拟量控制。表1为pLC的I/O分配表。
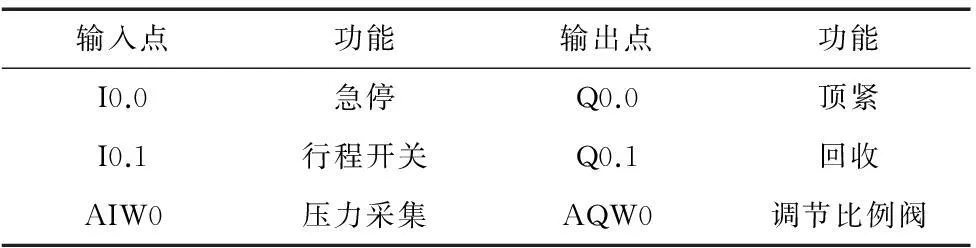
表1 pLC I/O分配表
本系统梯形图主要分为自动、手动、模拟量采集和pID运算四部分。在自动和手动控制部分,定义自动、手动等控制变量与触摸屏相关控件对应,并编写梯形图实现自动顶紧、手动顶紧。在模拟量采集子程序中,将采集到的压力信号放大与预设压力对比,当实时压力与预设压力相等时停止顶紧。在pID运算子程序中,根据传感器和比例溢流阀的模拟量输入/输出参数,使用pLC编程软件向导设置pID控制的回路给定值范围、比例增益、采样时间、积分时间、微分时间等参数。完成向导后,自动生成初始化子程序pIDx _INIT和中断程序 pID_EXE 等。使用pID调节控制面板对pID参数进行自动调节。
4实验
为验证自动顶紧系统的工作效率与精度,本研究对系统进行了实验测试。实验机床使用BTA高速深孔钻镗床,工件与刀具相对转速为680r/min,工件材料采用45钢,导向套顶紧部分锥面角度为60°。密封腔内液压油压力为3Mpa,设置顶紧压力为5Mpa。
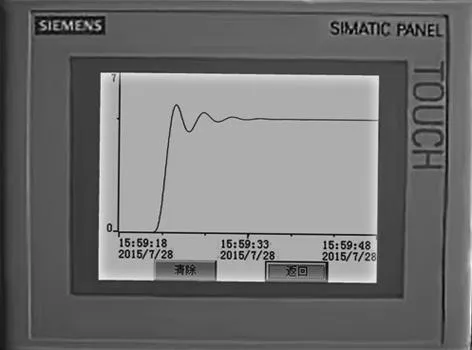
图7 压力曲线图
工件与导向套结合部位无冷却液泄露现象。系统从顶紧起始位置到顶紧完成的压力曲线如图7所示,由图可得:该顶紧系统从开始顶紧到完成耗时约为15s,前4s时间内压力迅速达到5Mpa,之后11s顶紧压力在5Mpa上下浮动,并逐步稳定到5Mpa。
由实验结果可知,本文设计的顶紧系统能够有效避免高速深孔加工过程中工件与导向套结合部位冷却液泄露现象,加工环境得到改善。使用pLC和触摸屏作为顶紧系统的控制部分,能够按照预设压力快速、稳定的实现工件顶紧,并且操作简便、安全。
5结论
高速深孔加工自动顶紧系统采用液压作为系统动力源、pLC为控制核心、电液比例溢流阀作为调节压力元件,设计了高速深孔加工顶紧力可调的伺服比例控制系统。该系统结构简单、实现方便、工作稳定可靠、容易操作,能够满足高速深孔加工对顶紧力可调和效率高的要求。
高速深孔加工不仅对顶紧力要求较高,而且对切削液温度和压力的要求也比较严格,因此下一步工作是在本系统中添加切削液温度和压力的检测与反馈。
[参考文献]
[1] 王俊.现代深孔加工技术[M].哈尔滨:哈尔滨工业大学出版社,2005.
[2] 王世清.深孔加工技术[M].西安:西北工业大学出版社,2003.
[3] 张柏霖.高速切削技术及应用[M].北京:机械工业出版社,2002.
[4] 蒿风花,沈兴全.高速深孔BTA钻削系统的高效排屑设计与研究[J].制造技术与机床,2014(10):94-97.
[5] 张文全.高速钻削技术在不锈钢小直径深孔加工中的应用[J].煤矿机械,2011,32(2):111-113.
[6] 丁厚永,孙立琴,余小鹏. 基于软pLC控制的单侧浮动式夹紧定位机构的设计[J].组合机床与自动化加工技术,2015(6):140-142.
[7] 潘杰,庞俊忠,常豆豆.深孔机床DF系统内部流场的数值模拟[J].组合机床与自动化加工技术,2014(12):96-98.
[8] 邓娜,陈艳红.专用深孔镗床上下料机械手pLC控制系统设计[J].组合机床与自动化加工技术,2012(9):76-82.
[9] 徐旭松,刘战锋.一种深孔钻削切削力测量装置[J]. 组合机床与自动化加工技术,2014(12):113-118.
[10] 廖常初.pLC编程及应用[M].北京:机械工业出版社,2008.
(编辑李秀敏)
Design of Clamping System of High-speed Deep Hole processing
ZHANG Ji-ming, SHEN Xing-quan, LI Zhong-qiu, NI Xue-ting, CAO Wei-wei
(Deep Hole Machining Engineering Technology Research Center of Shanxi province, North University of China,Taiyuan 030051,China)
Abstract:It’s very important to make sure the connection of workpiece and the fuel feeder is reliable or not during the high-speed hole processing because of the big pressure made by large coolant flow. We have different requirement to the pressure made by fuel feeder and workpiece under the different working conditions of processing, besides, a more highly-accurate pressure on the workpiece is our need. In this paper, a pLC has been used to control the pressure automatically, which can improve the working efficiency and stability.
Key words:high-speed deep hole processing;accuracy;pLC; automatically
中图分类号:TH122;TG529
文献标识码:A
作者简介:张继明(1987—),男,河南许昌人,中北大学硕士研究生,研究方向为深孔加工技术,(E-mail)568316694@qq.com。
*基金项目:国家国际科技合作专项项目(2013DFA70770)
收稿日期:2015-07-30;修回日期:2015-08-28
文章编号:1001-2265(2016)01-0112-03
DOI:10.13462/j.cnki.mmtamt.2016.01.031
猜你喜欢
一重技术(2021年5期)2022-01-18
中学生数理化·八年级物理人教版(2019年9期)2019-11-25
制造技术与机床(2019年8期)2019-09-03
中学生数理化·八年级物理人教版(2019年12期)2019-05-21
电子制作(2018年11期)2018-08-04
制造技术与机床(2015年10期)2015-04-09
