
大直径管母线切割方法的改进探讨
2016-03-03 14:11邵文
中国高新技术企业 2016年6期
关键词:平整度

摘要:500kV加林站在进行配电器管母线的施工时,由于管母线为镁铝合金,直径比较大,施工量大。如果使用传统的切割机进行施工,切口的平整度往往很难达到要求,并且需要对切口进行反复平整。为了提高施工效率,改善切口的平整度,对切割机进行了改进,显著改善了大直径管母线切口的平整度。
关键词:大直径管;母线切割方法;配电器;切割机;平整度 文献标识码:A
中图分类号:TM645 文章编号:1009-2374(2016)06-0029-02 DOI:10.13535/j.cnki.11-4406/n.2016.06.015
在我国经济的不断发展下,电力行业得到了快速的发展,对施工质量的要求也越来越高。管母线作为一个重要的组成部分,施工质量对电网的稳定性有比较大的影响。在进行大直径管母施工时,需要进行大量的切割工作,如何保证切口的平整性以及施工效率就成为了施工的难点。尤其对于大直径管母线来说,由于市场上无法买到合适的切割设备,需要使用自制的切割机进行作业,但是传统的自制切割机由于需要套入到管母上标记的切割位置,导致施工效率不高,为了解决这一难题,本文充分对大直径管母切割过程中存在的问题进行了研究,并针对性地提出了改进建议,具有较高的推广应用价值。
1 案例介绍
500kV加林站是珠海局第一个户外500kV GIS站。500kV接线采用3/2断路器接线,设备采用河南平高东芝高压开关有限公司生产的500kV HGIS。本期4回出线2回主变进线,组成2个完整串及2个不完整串。加林站500kV配电区采用双悬吊式管母线HGIS三列中型布置,管母线高度15.7m,其直径为250mm,需要切割197条铝镁合金管母线,作业量大。
2 原计划的施工方法
2.1 使用切割机进行切割
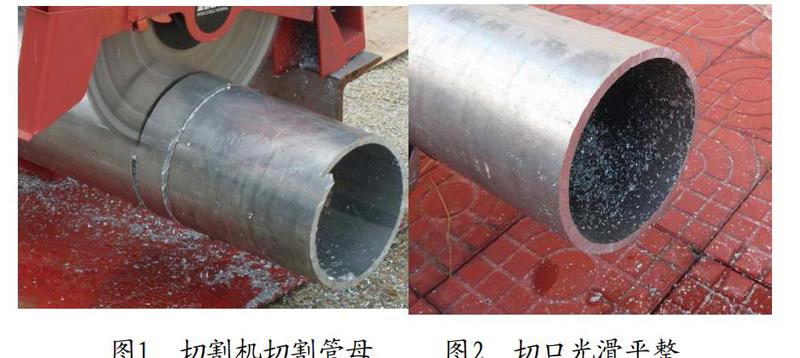
目前,我国市场上可以购买到的最大金属切割机切割片的直径为355mm,在实际作业过程中,工作最大有效切割范围为120mm,而本项目中管母线的直径为250mm,远远超出了市场上可以购买到的最大直径切割判片的工作范围,市场上也暂时无法订购大于管型母线直径(150~250mm)的金属切割机。为了可以完成切割任务,工作人员不得不在施工现场通过人工旋转管母线的方式来完成切割,但由于这种切割方式需要旋转管母,一旦管母旋转后切割点难免就会有偏差导致切割口不平整,如图1所示。从图1中可以看出,切割管口的平整度非常差,为了达到项目和施工要求,需反复处理切割口,浪费大量的时间,而且切割出来的切口质量差,很难达到施工要求。
图1 切割机切割管母 图2 切口光滑平整
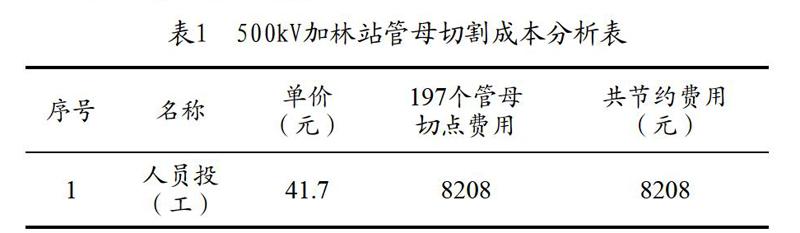
2.2 使用自制切割工具切割
针对市场上无法购买到合适的切割机来完成该项目管母的切割,为了保证管母切口的平整度,作业人员可以在施工现场使用自制工具进行管母切割。使用这种方法进行切割,切口平整度佳,其切割口平整无需反复处理,如图2所示。但是在实际切割作业的过程中,自制工具使用前需将其从管母一端套入管母,放置在切割点并固定后才能切割,如图3所示。当因场地面积过小受到限制或需要切除管母线较长时,将自制切割工具放置在指定切割点会耗费大量的时间,使用便利性大大降低,施工效率也会降低。综合考虑后,需要在原有自制切割机的基础上对切割方法进一步进行改进,使作业效率提高。
图3 切割管母作业 图4 大直径管母线切割机
3 改进方案的可行性分析
为找到切割大直径管型母线时切割速度慢的主要原因,并找出合理的解决措施,选取了500kV加林工程管母线切割进行现场调查。通过现场对使用自制切割工具进行管母切割分析,发现加林站切割管母速度慢的主要原因是将工具套入管母指定切割点,耗费了大量的时间,影响了施工效率。为了提高施工效率,只需要缩短自制切割工具固定到指定管母切割点的时间,就可以达到我们的目标值。因此,新的切割方法制定的目标值从理论上、实操上均是能够实现的。
4 方案的提出及创新性
4.1 方案的提出
充分考虑上述问题以及影响施工效率的主要原因后,为解决自制管母切割工具套入管母时间长的问题,新的管母线切割机依据自制管母切割工具的原理进行了改进。在进行大直径管母切割时,不需要将切割机从管母一端套入管母,而是将工具直接固定在切割点后再进行切割,极大地改善了施工效率。经过改进后的切割工具如图4所示。
改进后的切割设备在实际使用时,主要按照下述步骤进行使用:(1)将管母调节至水平,然后确定出管母线切割点,并在管母线上做好标记;(2)将改进后切割设备的调节手柄调节至最上端,确保工具能够顺利套入到管母切割点;(3)逐步旋转调节手柄使滑轮逐步压紧管母,在固定过程中,微调工具位置,确保切割位置准确;(4)找准切割点后,拧紧调节手柄,确保工具牢牢固定在管母上;(5)接通电源使用切割工具进行切割,将切割机围绕管母线旋转式切割,即可完成管母的切割。新的大直径管母切割工具在保证了自制管母切割工具的切割效果的同时,还提升了工具的易用性,大大缩短了工具固定到管母切割点的时间,既保证了施工质量,也提升了施工效率。
4.2 方案的创新
(1)对比使用切割机切割大直径的管母,使用新的工具进行施工,具有操作简单方便、切口光滑平整的特点,大幅提高了“H”点合格率;(2)对比使用自制工具切割管母,新工具在保证切口光滑平整的情况下,固定到管母切割点时间更短。新工具使用简便,受场地限制小,制作和维护工具成本更低,适于大范围推广和
使用。
5 效益分析
5.1 社会效益
本文通过在原自制切割机的基础上对切割机进行改进,取得了良好的社会经济效益。改进后的大直径管型母线切割工具不仅解决了使用切割机切割管母时切口不平整毛刺多的问题,同时也克服了自制管母切割工具固定速度慢的问题。该套工具在500kV加林站管母线切割中得到了广泛的使用,在确保施工质量的情况下缩短了管母作业工期,为加林站的按时投产奠定了基础,得到了业主、监理单位及厂家的高度认可。
5.2 经济效益
第一,直接经济效率。在500kV加林施工过程中,采用大直径管母切割工具切割管母,提高了切割效率,节约了施工人员的投入。500kV加林站2条母线,共6相,在理想情况下需要切割197根管母。按照管母线切割班组4人,每人每天工资按照500元计算。使用切割机进行切割时平均一个切口切割时间是25分钟,成本为20520元;使用自制切割工具进行切割时需要20分钟,成本为16416元;在使用大直径管母切割工具后切割时间降低到10分钟,成本为8208元。
从上面的成本分析可以看到,新的工具对于降低管母切割成本显著,如表1所示:
表1 500kV加林站管母切割成本分析表
序号 名称 单价(元) 197个管母
切点费用 共节约费用(元)
1 人员投(工) 41.7 8208 8208
第二,间接经济效率。经过改进后的管母切割设备在公司2015年承建的云南±500kV用永仁站得到广泛应用。同样我们通过使用该工具在保证施工质量的前提下,提高了劳动效率,降低了劳动强度,加快了施工进度,提高了企业的经济效益。
6 结语
综上所述,在进行大直径管母切割时,由于市面上很难购买到合适的切割机,如果使用工作范围小的切割机进行切割,切口的平整度得不到保证,因此需要使用自制的切割设备完成切割工作,但是常规的自制切割机由于需要套入到管母标注点位置,施工效率不高。为了解决这一难题,本文创新性地制作出了大尺寸管母切割工具,通过应用大尺寸管母切割工具,解决了现有工具切割直径大于120mm管型母线时效率低或切口不平整的问题。在使用过程中新设计的切割工具固定到切割点的时间短,管母切割口光滑平整,无需再对切口进行二次处理,提高了管母切口“H”点合格率,节省了作业时间,减小了作业强度,得到了业主及监理单位的高度认可。如果能将该工具推广至全国,将极大提升整个电力基建行业切割大直径管母线工艺水平和施工效率。
参考文献
[1] 锦西钢管厂.钢管切割机[P].中国专利:9120443.8.
[2] 梁桂芳.切削技术手册[M].北京:机械工业出版社,2007.
[3] 戴曙.金属切削机床[M].北京:机械工业出版社,2006.
作者简介:邵文(1987-),男,湖北仙桃人,供职于广东省输变电工程公司,硕士,研究方向:电力技术管理。
(责任编辑:周 琼)
猜你喜欢
工程与建设(2019年2期)2019-09-02
江西建材(2018年1期)2018-04-04
江西建材(2018年1期)2018-04-04
中国工程咨询(2016年7期)2016-02-13
河南科技(2014年18期)2014-02-27
河南科技(2014年8期)2014-02-27
