
前缸体件的数控加工中心专用夹具设计
2016-03-06 09:40张国政周元枝王军
韶关学院学报 2016年12期
张国政,周元枝,王军
(安徽机电职业技术学院数控工程系,安徽芜湖241002)
前缸体件的数控加工中心专用夹具设计
张国政,周元枝,王军
(安徽机电职业技术学院数控工程系,安徽芜湖241002)
针对某石化设备上前缸体件的工序集中加工要求,提出设计一种数控加工中心专用夹具装置.根据加工工序顺序优先原则,分析前缸体件首道加工工序问题,提出以工件外圆柱面为粗基准代替传统镗削为首道工序的平面粗基准,利用六点定位原理的完全定位方案,设计一套专用V形块定位的夹具装置,保证工件能正确装夹在数控加工中心机床上,完成工件平面及其上螺纹孔面的加工.该夹具装置实现了大规模定制生产需求,提高了数控加工能力.
前缸体件;首道工序;专用V形块;专用夹具
在现代制造业中,大规模定制批量生产以及单件定制多采用数控加工,为充分发挥现代数控机床的功能,尤其是性价比良好的中档数控机床[1],例如某石化设备上前缸体件具有多面、多孔、复杂轮廓、型腔等加工特征,需要设计专用夹具装置实现工序集中加工要求.专用夹具主要是针对工件某道工序或某几道工序加工时需要快速装夹而设计,通常为大规模、批量生产模式下才进行专用夹具设计,进而提高工件装夹效率,是保证工件加工质量的前提.针对某石化设备上某前缸体工件大规模定制生产需求,比较分析传统首道工序安排存在的问题,提出平面及其上螺纹孔加工为首道工序,并设计专用夹具实现工件在数控加工中心机床上加工,保证了工件加工质量,并提高了数控加工能力.
1 前缸体件首道工序分析
1.1 特征加工面
工件的加工工艺及夹具规划设计是依据特征加工面,根据特征加工面之间的加工特征、精度特征等从而确定工艺方案及其夹具规划设计[2].根据文献[3]提出的基于特征加工面工位判别方法,利用特征加工面的单位外法矢量之间的点积进而确定各特征加工面方位,以此判别各特征加工面是否属于相同的工位.结合该方法,针对工件加工首道工序安排问题,确定了与首道工序相关的两个工位上的特征加工面(见图1),分别以特征加工面1(包括平面和螺纹孔)和特征加工面2(包括孔面、倒角面、端面及孔)表示,每个特征加工面的精度特征等要求在图中已表达,其中,特征加工面1中的平面和特征加工面2的孔面是主要特征加工基准面,其他特征加工面是其上的附属特征加工面.特征加工面1和特征加工面2都是工件上主要加工表面,也是影响工件加工、装配的重要表面,在不考虑其他加工特征面的前提下,本文从首道工序的确定,分析两个特征加工面之间工序顺序安排.
1.2 首道工序分析
首道工序即工件加工第一道工序,首道工序的确定是为后道工序加工提供精基准,也是关系到工件加工质量的关键.某企业在大规模定制生产该批工件时,首道工序安排的是特征加工面2,即采用特征加工面1为粗基准,完成的主要工序内容见表1.
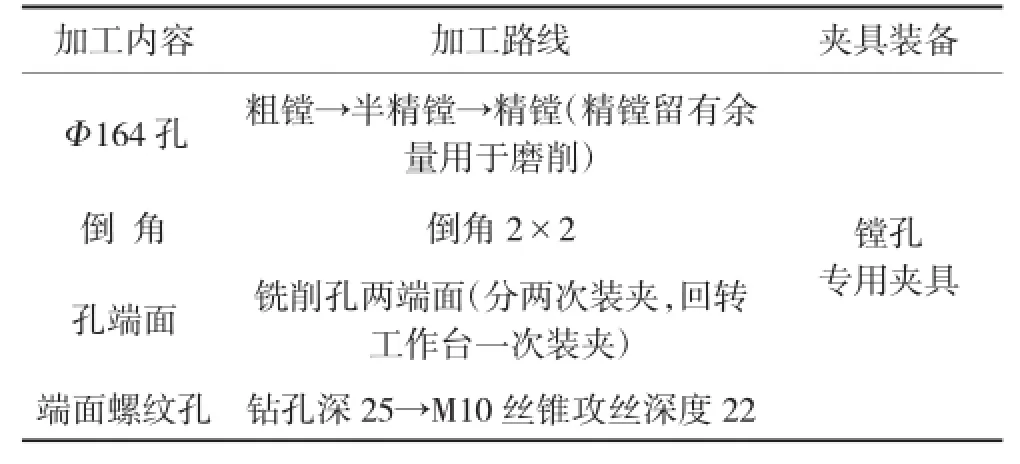
表1 特征加工面2为首道工序安排表
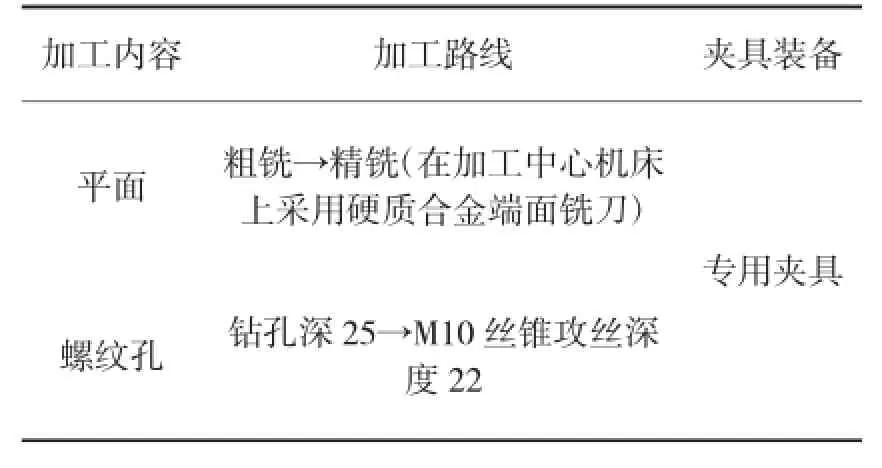
表2 特征加工面1为首道工序安排表
表1为企业经常采用的首道工序加工内容,采用结构较为简单手动螺旋压板式的镗孔专用夹具,在卧式回转工作台的铣镗上完成特征加工面2的加工内容,加工效率较高,工序较为集中,这种首道工序安排看似方案良好,但存在两方面较大的问题:一是企业的传统镗削首道工序与机械加工工艺手册中所规定的工艺优先安排原则有出入,不满足机械加工工艺手册中规定“先面后孔”和“基面先行”的原则[4].所谓“先面后孔”即特征加工面为平面的先加工,孔面的应该安排到后道工序加工,因为平面加工比孔面加工容易,且精度易保证.所谓“基面先行”指的是作为精基准表面的特征加工面需要先加工,从而在后道工序中可以做为精基准用于保证工件正确和准确的装夹.二是企业实际完成的加工总是出现Φ164孔与其外圆柱面同轴度误差大,造成壁厚不均匀现象,会对工件装配时有较大的影响.根据以上分析,前缸体首道工序的安排采取先面后孔”和“基面先行”的原则,即首道工序加工特征加工面1(见表2).

图1 前缸体主要特征加工面

图2 前缸体传统镗削首道工序安排
2 专用夹具设计
2.1 工件定位方案设计
工件以特征加工面1为首道工序时,其主要定位基准是Φ164孔中心线,进而保证加工平面与该中心线之间的IT8等级的尺寸精度要求.根据六点定位原理,为了完成特征加工面1的平面及其8M10螺纹孔,需要采用完全定位方式对工件进行定位.为了避免Φ164孔与其外圆柱面同轴度误差大而造成壁厚不均匀现象,以Φ164孔中心线为基准时,应该以毛坯外圆柱面为主要定位基准面(见图3).
前缸体工件外圆柱表面为粗基准表面,可限制其4个自由度,两耳一边和缸体端面各限制工件1个自由度,实现工件6个自由度的完全定位.工件外圆柱表面的定位主要选用V形块、半圆套等,考虑到工件两耳一边需要支承,且工件夹紧方向要朝向主要定位基准面,两耳需要分别承受夹紧力F,因此,工件两耳部分需要分别选用固定支承和辅助支承用于工件定位和夹紧作用,这两种支承都需要安装在V形块上,为此V形块必须专门设计.
2.2 专用夹具设计
根据首道工序图要求(见图3),前缸体首道工序装夹专用夹具设计见图4,其中定位装置包括有专用V形块3,专用V形块3安装在夹具体1上,在专用V形块3两端的上端面上分别固定有固定支承11、辅助支承7,在专用V形块3对称中心一侧设有圆柱挡销10,圆柱挡销10安装在夹具体1上,由专用V形块3、固定支承11和圆柱挡销10构成了前缸体工件定位装置.这个定位装置主要是依靠专用V形块3进行定位约束工件的4个自由度,固定支承11约束工件的1个自由度,圆柱挡销10约束工件1个自由度,工件被完全约束,定位迅速可靠,那么专用V形块上辅助支承7是保证给工件施加夹紧力时装夹刚性和夹紧稳定性.该夹具夹紧装置包括有两个分别位于专用V形块3两侧的气缸16,两个气缸16与专用V形块3之间分别设有一个立柱6,两立柱6底部安装在夹具体1上,两气缸16的顶杆14竖直设置,顶杆14的顶部横向转动安装有杠杆13,杠杆13的中部转动安装在立柱6顶部,杠杆13的另一端固定有压块18,压块18位于杠杆13的下端面上且位于固定支承11或辅助支承7的正上方.当前缸体工件定位后,该夹紧机构通过气缸16推动顶杆14带动杠杆13,由杠杆13一端安装的压块18对工件夹紧.在各元件安装方面,专用V形块3通过圆锥销2定位在夹具体1后用内六角螺钉4锁紧.两个气缸16分别用角铁15和螺钉5固定在对应的立柱6上.夹具体1底部安装有定向键17,定向键17与机床工作台T型槽配合.顶杆14与杠杆13、杠杆13与立柱6、杠杆13与压块18分别通过螺栓8、9、12配合螺母安装在一起.压块18在杠杆13上的上下位置可以通过螺栓12调节.前缸体工件具体装夹见图5和图6.
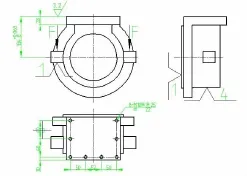
图3 前缸体首道工序图
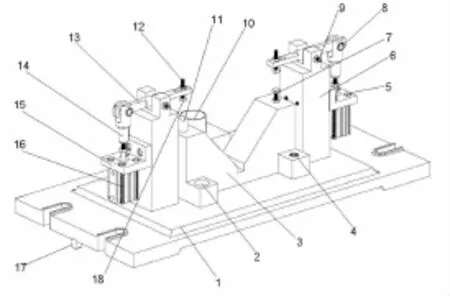
图4 前缸体首道工序专用夹具设计
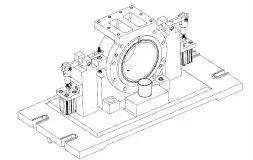
图5 前缸体装夹正面图

6前缸体装夹反面
2.3 专用夹具应用
该专用夹具设计解决了前缸体首道工序装夹问题,并申请了相关知识产权专利[5].通过企业制作该夹具投入使用,有效地解决了传统工艺设计中存在的问题,利用加工中心机床大幅度提高加工效率,且工件装夹方便,有利于迅速定位工件并实施夹紧.该装置设计运用气动夹紧方案代替传统螺旋压板机构,既是绿色夹具,也降低工人劳动强度且节约了大量辅助装夹时间[6].专用夹具在实际应用中具有良好的效果,为投入大规模批量定制生产提供保障.
3 结语
在大规模定制批量生产的模式下,为了保证工件加工质量和提高生产效率,分析了前缸体工件首道工序设计和工件定位基准选择等问题,确定了以平面加工及其螺纹孔加工为首道工序,以外圆柱表面为粗基准表面,采用专用V形块及支承、挡销实现工件的正确定位,采气动夹紧装置进行工件夹紧,设计该专用夹具保证前缸体工件装夹迅速、可靠,从而满足大规模定制批量生产需求,提高中档数控机床加工的能力.
[1]周元枝,张国政,王军.箱壳件多工序加工工艺规划及夹具设计[J].西昌学院学报(自然科学版),2016(3):7-10.
[2]张国政,韩江.多工序加工系统的数控夹具设计与应用[J].机械设计,2012(11):94-98.
[3]Zhang G Z,Zhou Y Z.The design of turn-mill process planning for mass customization wheel rim[J].Key Engineering Materials,2015 (670):164-169.
[4]王先逵.机械加工工艺手册[M].北京:机械工业出版社,2007.
[5]张国政,李嘉翔,杨磊.一种V型块定位的气动夹紧加工中心夹具[P].中国专利:201420357963.2,2014.
[6]张国政,刘有余.PLC控制的多工序气动夹具设计[J].机床与液压,2012,40(10):40-44.
Design of Numerical Control Machining Center Special Fixture for Front-cylinder Block Workpiece
ZHANG Guo-zheng,ZHOU Yuan-zhi,WANG Jun
(Numerical Control Department,Anhui Technical College of Mechanical and Electrical Engineering,Wuhu 241002, Anhui,China)
According to the integrated process machining requirement of the front-cylinder block of the petrochemical equipment,a special fixture for NC machining center is proposed.The first machining procedure problem of the front-cylinder block is analyzed based on priority principle of machining processes,the plane rough datum of the first procedure traditional boring is replaced by cylindrical surface rough datum of workpiece,using the complete located scheme of six point position principle,the design of a set of special V shaped block position fixture device is proposed,to ensure the workpiece can be correctly installed on the NC machining center,the plane and its thread hole surface are machined completely.This fixture device can realize mass customization production requirement and improve the ability of NC machining.
front-cylinder block;first machining procedure;special V shaped block;special fixture
TG659
A
1007-5348(2016)10-0015-04
(责任编辑:欧恺)
2016-10-23
安徽省高等学校自然科学研究重点项目(KJ2015A383,KJ2014A036);安徽机电职业技术学院青年教师发展支持计划自然科学研究项目(2015yjzr023).
张国政(1980-),男,安徽合肥人,安徽机电职业技术学院数控工程系教授;研究方向:数控工艺规划理论及CAFD技术.
猜你喜欢
科学之友(2021年12期)2021-12-23
语数外学习·高中版中旬(2021年4期)2021-11-24
小猕猴智力画刊(2021年2期)2021-02-22
装备制造技术(2020年4期)2020-12-25
装备制造技术(2020年4期)2020-12-25
装备制造技术(2020年3期)2020-12-25
制造技术与机床(2018年12期)2018-12-23
制造技术与机床(2017年4期)2017-06-22
制造技术与机床(2017年4期)2017-06-22
中国铸造装备与技术(2017年3期)2017-06-21
