集装箱平车锁座组装方法工艺研究
2016-03-21 02:30张维
轨道交通装备与技术 2016年1期
张 维
(齐齐哈尔轨道交通装备有限责任公司 黑龙江 齐齐哈尔 161002)
集装箱平车锁座组装方法工艺研究
张 维
(齐齐哈尔轨道交通装备有限责任公司 黑龙江 齐齐哈尔 161002)
阐述了集装箱平车锁座组装过程和锁座厚度快速选择法,设计并制造柔性锁座组装装置,通过集装箱平车的批量生产任务验证了该方法的可行性。
集装箱平车;锁座;平面度;整体组装
现有集装箱平车锁座组对工艺采用卷尺直接测量方式进行定位组对,工艺方法比较原始,组对尺寸误差较大,影响锁座组装精度,特别是对于锁座较多的车型,拉线测量的时间相对较长,严重影响了锁座组对效率,亟需改进。
1 平车锁座组装技术要求
从集装箱平车使用性能上分析,决定落箱质量的要素主要有两点,一是集装箱平车同一集装箱4个锁座承载面的平面度,即同一集装箱4个锁座承载面的位置高度是否在同一平面内;二是集装箱平车同一集装箱4个锁座的位置尺寸,即同一集装箱4个锁座之间的长度、宽度及对角线差值符合产品制造要求。
以某A型集装箱平车为例,该车共有26个锁座,位置分布如图1所示,锁座位置关联尺寸较多,其组装技术要求具体如下:
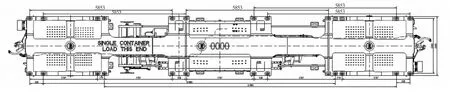
图1 A型集装箱平车锁座分布图
(1)平面度要求。锁座组焊后,同一集装箱使用的锁座,其承载面平面度需满足:
10英尺集装箱不大于3 mm,20英尺集装箱不大于4 mm,40英尺集装箱不大于6 mm;锁座厚度允许在24~28 mm范围内进行调整。
(2)位置尺寸要求。锁座组焊后,同一集装箱使用的锁座,其位置尺寸要求如下:
2 锁座组装方法分析
根据A型集装箱平车锁座组装的技术要求分析,既要保证各个锁座的平面度又要保证各锁座间的位置尺寸,所以锁座组装的合理工艺步骤应为:
首先根据平面度要求,确定各锁座位置所需组装的锁座厚度值,根据厚度值选择对应锁座;
其次根据锁座位置尺寸对各个锁座进行定位,定位完毕后进行锁座焊接。
其中,平面度即同一集装箱锁座承载面构成的平面与理想平面的差值,其计算方法为同一对角线处两锁座承载面高度之和与另一对角线处两锁座承载面高度之和的差的绝对值,即平面度Y=|(X1+X3)-(X2+X4)|。其中,X1、X2、X3、X4均为正数,X1、X3为同一对角线处锁座高度数值;X2、X4为另一对角线处锁座高度数值,如图2所示。
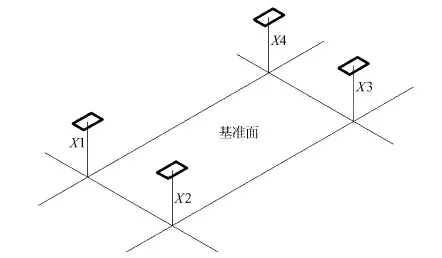
图2 同一集装箱锁座高度示意图
3 原锁座组装工艺
3.1 原锁座组装步骤
(1)使用水准仪测量各锁座位置高度尺寸。
(2)通过所测量的数据,根据相关锁座平面度尺寸要求,计算并确认各位置所需锁座的厚度尺寸。
(3)根据各锁座间距尺寸(长度、宽度、对角线)要求,通过拉线测量确定其锁座组装位置尺寸。
(4)对各锁座进行定位焊接。
(5)锁座组装完毕,将车体吊至下一工序。
3.2 原锁座组装工艺计算强度及锁座厚度选择
通过分析集装箱平车图纸及锁座组装要求, 可以看出10英尺集装箱锁座共有5个,20英尺集装箱锁座共有5个,40英尺集装箱锁座共有2个。组装过程如图3所示。
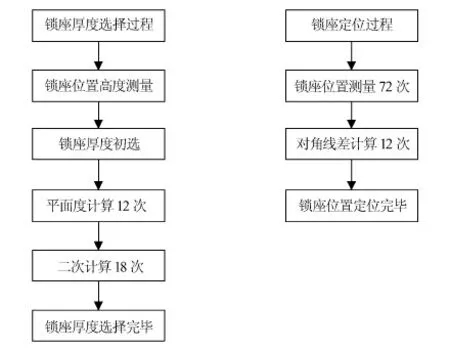
图3 原有锁座组装过程示意图
(1)当进行锁座厚度选择时,若锁座厚度选择正确,则需计算平面度12次,由于各锁座相互关联,每个锁座均为3组集装箱锁座共有,即每当调整其中1个锁座时,需重新计算平面度3次,而在实际计算中,锁座厚度调整率在20%以上(约6个锁座),则需增加计算次数至少18次,即每辆车锁座平面度至少计算30次以上。
(2)当厚度选择完全正确,进行位置定位时,每个集装箱锁座测量长、宽及对角线时至少需测量6次,组装该集装箱平车全车锁座时共需测量锁座次数:6×(5+5+2)=72(次);计算对角线差次数:5+5+2=12(次)。
(3)由以上数据可以看出,当锁座组装成功时,全车锁座组装仍需测量72次,同时对角线差计算12次,若发生测量位置错误等情况,需要测量和计算的数据将会更加庞大,批量生产时,若使用原始的锁座厚度选择方法和直接测量定位的方法进行组装,将严重影响组装效率及质量。所以,减少锁座厚度选择次数和位置定位测量计算的次数是提高平车锁座组装效率的关键。
4 平车锁座组装工艺研究
4.1 锁座厚度快速选择法
经查询相关资料并分析论证,设计了专用锁座厚度计算软件,通过软件计算出各集装箱锁座平面度尺寸,当进行厚度调整时,该软件可直接显示出各平面度变化,而无需进行再次计算,如图4所示。
为直观显示数据是否正确,为平面度及锁座上平面距中梁上平面高度差计算表设置了红绿颜色自动显示功能,当满足各平面度等各限定条件时则数据合格,即用绿色显示,当不满足限定条件时则数据不合格,即用红色进行显示。当平面度和锁座距中梁上平面高度差数据全为绿色时,则所有锁座厚度数据符合组装要求。如有红色数据显示则根据其数值大小调整相应锁座厚度使其符合要求即可。
4.2 集装箱平车锁座通用组对装置
由于集装箱平车各锁座相互关联尺寸较多,只有当所有锁座相对位置固定时,使其整体移动才可以达到快速组装的目的,使用全车锁座整体组装的工艺方法是多锁座车辆快速组装的捷径。集装箱平车锁座通用组对装置就是在该工艺的基础上研究并设计的,其结构主要包括基座组成、移动铁马组成、纵向微调装置、三锁座组对单元、单锁座组对单元、双锁座组对单元、导向立柱等部分,如图5所示。
(1)基座组成由纵向边梁、横梁、连接梁及连接板组成,纵向边梁采用分段结构,各分段使用连接板及螺栓进行连接固定,其中纵向边梁安装铁马处设置了多列柔性调整孔,可根据车型的不同长度进行调整。
(2)可移动铁马组成包括手柄、丝杠、导框、移动铁马和带轨道框架等。当车体吊放至可移动铁马组成上时,摇动两端可移动铁马手柄即可实现车体横向定位及调整,确保车体横向位置准确。
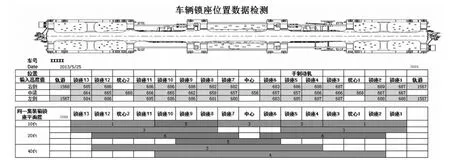
图4 锁座数据检测

图5 集装箱平车锁座通用组对装置
(3)纵向微调装置包括龙门架、纵向微调丝杠、导向柱和推铁等,纵向微调丝杠设有杠杆安装孔,当车体横向定位后通过转动丝杠使推铁接触并推动车辆端部可实现车体纵向位置的调整及定位。
(4)锁座组对单元由单锁座组对单元、双锁座组对单元及三锁座组对单元构成,各单元结构类似、原理相同,均包括滑动锁头、轴承、旋转臂、固定支座等,其中滑动锁头由于受重力作用可向下滑动,而滑动端尾部设有限位防止其掉落,同时滑动锁头可根据锁座不同形状进行结构更改。当旋转臂打开时为竖直状态可实现车体的吊入及吊出;当旋转臂关闭时为水平状态可实现锁座组对功能,当对车体横向及纵向定位完毕后,关闭旋转臂并提起滑动锁头,在滑动锁头下方放置所要组装的锁座,使滑动锁座完全落入锁座孔中,即完成锁座定位,将各锁座定位焊接后,向上提起滑动锁头并打开旋转臂即可将车体吊出。锁座组对单元如图6所示。

(a)单锁座组对单元 (b)双锁座组对单元 (c)三锁座组对单元图6 锁座组对单元示意图
(5)导向立柱由立柱、座板、筋板等组焊而成,其作用是防止车体在吊入或吊出过程中与各锁座组对单元发生磕碰损坏,同时也对装置外侧起到安全限位的作用。
4.3 组装工艺步骤
(1)使用水准仪测量各锁座位置高度。
(2)根据所测量的数据,按照相关锁座平面度尺寸要求,计算并确认各位置所需锁座厚度尺寸。
(3)打开装置中的各旋转臂,将车体吊入该装置中,分别对车体进行横向和纵向定位,当滑动锁头
完全落入各梁上盖板锁座安装孔后,车体位置即为正确位置,可以进行锁座组对。
(4)关闭各旋转臂,旋转臂中的滑动锁头所处位置即为锁座组装位置。
(5)在装置滑动锁头处放置所需组装的锁座,使滑动锁头完全落入锁座中,则锁座定位完成。
(6)定位焊接完毕后,将车体吊入下一工序进行锁座焊接。
4.4 组装方法的优点
(1)该方法只需在批量生产之初,对集装箱平车锁座进行尺寸校对,在批量生产过程中无需人工繁琐的测量及计算,将所有计算交由电脑软件执行,同时可以进行直观判断并调整。
(2)由于锁座的组装质量完全由装置定位完成,其组装质量大幅提高。
(3)该装置具有良好的柔性,可适应不同车型、不同位置、不同锁座的组装要求。
5 结束语
运用专用软件快速进行锁座厚度选择,并使用集装箱平车锁座通用组装装置可以大幅提高生产效率,有效控制整车制造质量。该方法已成功应用于生产,取得了良好的经济效果。□
(编辑:缪 媚)
2095-5251(2016)01-0034-03
2015-03-30
张 维(1984-),男,本科学历,工程师,从事货车组装工艺技术工作。
U272.6+6
B
猜你喜欢
商品与质量(2021年27期)2021-11-23
中西医结合心血管病杂志(电子版)(2020年28期)2020-12-10
制造技术与机床(2018年11期)2018-11-23
意林(绘英语)(2018年1期)2018-04-28
专用汽车(2016年12期)2016-02-11
城市轨道交通研究(2015年11期)2015-02-27
山东工业技术(2014年20期)2014-10-21
雷达学报(2014年4期)2014-04-23
铁道货运(2013年3期)2013-09-03
中国实用医药(2013年29期)2013-02-02