
现代煤气化技术发展趋势及应用综述
2016-03-29 07:12汪寿建
化工进展 2016年3期
关键词:煤气化
汪寿建
(中国化学工程集团公司,北京 100007)
现代煤气化技术发展趋势及应用综述
汪寿建
(中国化学工程集团公司,北京 100007)
摘要:现代煤气化技术是现代煤化工装置中的重要一环,涉及整个煤化工装置的正常运行。本文分别介绍了中国市场各种现代煤气化工艺应用现状,叙述汇总了其工艺特点、应用参数、市场数据等。包括第一类气流床加压气化工艺,又可分为干法煤粉加压气化工艺和湿法水煤浆加压气化工艺。干法气化代表性工艺包括Shell炉干煤粉气化、GSP炉干煤粉气化、HT-LZ航天炉干煤粉气化、五环炉(宁煤炉)干煤粉气化、二段加压气流床粉煤气化、科林炉(CCG)干煤粉气化、东方炉干煤粉气化。湿法气化代表性工艺包括 GE水煤浆加压气化、四喷嘴水煤浆加压气化、多元料浆加压气化、熔渣-非熔渣分级加压气化(改进型为清华炉)、E-gas(Destec)水煤浆气化。第二类流化床粉煤加压气化工艺,主要有代表性工艺包括U-gas灰熔聚流化床粉煤气化、SES褐煤流化床气化、灰熔聚常压气化(CAGG)。第三类固定床碎煤加压气化,主要有代表性工艺包括鲁奇褐煤加压气化、碎煤移动床加压气化和BGL碎煤加压气化等。文章指出应认识到煤气化技术的重要性,把引进国外先进煤气化技术理念与具有自主知识产权的现代煤化工气化技术有机结合起来。
关键词:煤气化;市场应用;气化特点;参数数据分析
现代煤气化技术[1-2]是现代煤化工装置当中的重中之重,涉及整个煤化工装置的正常运行。通常煤化工装置生产不好的企业都与选择的煤气化工艺不能稳定长周期运行有关,煤化工生产与煤气化技术的可靠、成熟、稳定和长周期运行状态有密切的关联。
我国现代煤气化市场上应用的先进煤气化技术种类繁多,达几十种,这些气化工艺大致可以分为3类: 第一类是气流床加压气化工艺,又可分为干法煤粉加压气化工艺和湿法水煤浆加压气化工艺。干法气化有代表性的工艺有Shell炉干煤粉气化、GSP炉干煤粉气化、HT-LZ航天炉干煤粉气化、五环炉干煤粉气化、宁煤炉干煤粉气化、二段炉干煤粉气化、科林炉(CCG)干煤粉气化和东方炉干煤粉气化。湿法气化有代表性的工艺有GE单喷嘴水煤浆加压气化、四喷嘴水煤浆加压气化、多元料浆加压气化、熔渣非熔渣水煤浆二级气化、清华炉水冷壁水煤浆加压气化和E-gas(Destec)水煤浆气化。第二类是流化床粉煤加压气化工艺,主要有代表性的工艺有U-gas灰熔聚流化床粉煤气化、SES褐煤流化床气化和灰熔聚常压气化(CAGG)。 第三类是固定床碎煤加压气化,主要有代表性的工艺有鲁奇褐煤加压气化、碎煤移动床加压气化和BGL碎煤加压气化等。
上述各种气化工艺均以适应不同的煤质差异而得到一定范围的使用,并以一定特点、优势以及与煤的匹配适宜性合理而得到市场的青睐和认可,以至这些煤气化技术在一定范围内、适宜特定煤炭资源而存在。下文分别对一些煤气化工艺的主要特点进行简述。
1 干煤粉气流床加压气化
1.1 Shell干煤粉加压气化
Shell气化工艺[3]于1972年研究,1993年在荷兰推出,用于燃气发电,投煤量2000t/d。装置包括原料煤运输、煤粉制备、气化、除尘和余热回收等工序,其中干粉煤加压输送需要N2或CO2。壳牌气化炉单炉生产能力大,目前国内已投产的气化炉能力最大为3000t/d。该气化工艺对原料煤适应范围广,如气煤、烟煤、次烟煤、无烟煤、高硫煤及低灰熔点的劣质煤、石油焦等均能用作气化原料。原料煤含灰量在30%左右也能气化,灰熔点可高达1400~1500℃。壳牌炉的主要特点是干煤粉进料、多喷嘴气化、水冷壁内衬,气化的高温煤气上行进入废锅进行冷却回收热量。冷却后的粗煤气经除尘后去气体净化,其中一部分冷合成气去气化炉循环激冷高温煤气。该工艺具有煤转化率高、冷煤气效率高、有效合成气组分高、高位余热回收效果好、系统无需备炉的优点。存在的不足有:①设备造价高,投资高的主要因素是采用带膜式壁的废热锅炉、高温高压陶瓷过滤器以及激冷循环气压缩机;②激冷用的循环合成气需加压,功耗较大,压缩机也易出故障;③气化关键设备结构比较复杂,制造周期长导致项目建设周期长。壳牌干煤粉气化技术在中国的应用[3]见表1。
1.2 GSP干煤粉加压气化
GSP气化工艺[2]于1975年由前民主德国GDR燃料研究所开发,1984年在德国黑水泵市Laubag建成第一套130MW的商业装置,用于生产甲醇和联合循环发电,投煤量720t/d。该技术现为西门子德国燃料气化技术公司所有。气化装置包括原料煤输送、煤粉制备、气化、除尘和余热回收等工序,其中干粉煤加压输送需要N2或CO2并从炉子顶部联合烧嘴进入,目前国内已建成的气化炉能力最大为2000t/d。该气化炉与壳牌炉的区别为:1个联合喷嘴(单烧嘴)、合成气下行、喷水激冷降温、水冷壁为水进水出,热水在废锅内与锅炉给水换热副产低压蒸汽。而壳牌为饱和水进,吸热后水汽混合物进入中压汽包分离副产比气化炉高1.0~1.4MPa的中压蒸汽。GSP炉的主要特点是干煤粉进料、单喷嘴气化、水冷壁内衬,气化炉外壳设有水冷夹套,内件反应室由圆管绕成圆筒型的水冷壁,水冷壁向火面敷有碳化硅耐火衬里保护层。煤粉和气化剂(氧气+ 过热蒸汽)通过设在炉头上的一个烧嘴喷入气化反应室,产生的高温煤气通过反应室和激冷室,与激冷室内喷嘴喷入的水进行冷却后从出气口快速离开气化炉。炉渣经底部排渣口汇集到锁斗中,定期排入渣池。该工艺具有冷煤气效率高、有效合成气组分高、采用激冷流程、投资较低的优点。存在的不足:①采用单个联合喷嘴(开工喷嘴与生产喷嘴合二为一),热负荷大,渣口磨损大,三个月左右需要维修;②合成气中含灰量大,会影响下游工段的正常运行;③耗水量较大,点火烧嘴点火可靠性存在些问题;④碳转化率比Shell的低,灰中残碳量可达30%左右。煤烧嘴与气化炉反应室匹配不是最佳,导致气化炉膜式水冷壁烧损较严重。GSP气化技术在中国的应用见表2。

表1 壳牌干煤粉气化技术在中国的应用(截至2015年)
1.3 HT-LZ航天炉干煤粉加压气化
HT-LZ是由中航科技集团第一研究院开发的干煤粉气化技术[4],2006年完成安徽临泉15万吨/年甲醇装置示范工程设计并建设,采用废锅流程,首套装置于2008年8月建成调试。该工艺煤种适应性较宽,石油焦、气煤、烟煤、无烟煤、焦炭等均可能作为气化原料,气化温度可在1400~1500℃。装置包括原料煤输送、煤粉制备、气化、除尘和余热回收等工序,其中干粉煤加压输送需要N2或CO2,目前国内在建的气化炉规模最大为2000t/d。该技术采纳了GSP和GE成熟的气化工艺优点,气化炉上端与GSP相近,采用单个组合烧嘴,螺旋水冷壁结构,结构较为简单。下段借鉴GE的激冷方法,采用全水激冷,使合成气增湿饱和,有利于煤化工下游的气体净化等工艺。有效气体CO+H2达92%左右,热效率达约95%,碳转化率99%,冷煤效率83%,比氧耗360。气化炉结构采用水冷壁,无耐火砖衬里,具有维修简单等优点。多烧嘴、合成气上行、走废锅流程,饱和水进,吸热后水汽混合物进入中压汽包分离副产比气化炉高1.0~1.4MPa的中压蒸汽。该工艺存在的不足:①气化炉煤烧嘴与气化反应室匹配不是最佳,膜式壁易烧坏,渣口易磨损,喷水环易烧坏,下降管易堵塞;②灰水处理工艺要进一步完善,水耗大,废水排放量大。航天炉干煤粉气化技术在中国的应用[4]见表3。

表2 GSP气化技术在中国的应用(截至2015年)
1.4 五环炉干煤粉加压气化(宁煤炉)
五环炉[3]由中国五环工程有限公司开发,2010年与永煤龙宇公司签订了50万吨/年甲醇装置示范工程,设计2套投煤量1000t/d气化炉并建设,气化炉采用激冷流程,共有3台炉子建成准备投产。与该炉型相对应的还有宁煤炉,即改进型的粉煤气化炉,宁煤炉正在宁东煤化工基地由神华宁煤集团建设6台气化炉。五环炉内件采用竖管膜式水冷壁结构,气化温度高,副产蒸汽,四喷嘴旋流,颗粒停留时间长,炭转化率高。合成气与灰渣逆行,渣是依靠重力落入渣池,速度小,磨损较小,适用于气化高灰熔点、高灰、高硫煤。采用水激冷高温合成气流程,主要特点为在气化反应室上方出口设置激冷机构。正常操作时,通过设在激冷室筒壁上的多排多个水/汽组合型喷嘴实现对高温合成气雾化冷却和固灰,取代传统用后续返回合成气进行激冷的方法,不需采用循环气压缩机,降低了工程投资,节约了运行费用。在输气管出口设置了火管式合成气冷却器和多管式高校旋风除尘器,取代昂贵的水管式锅炉和高温高压飞灰过滤器,对气体进行降温和除尘。副产高压蒸汽或中压蒸汽,大幅降低能耗,减少水耗,缩短了关键设备的制造周期以及降低工程投资。该气化炉有效气体CO+H2达90%左右,热效率达95%,碳转化率98%,冷煤效率83%,比氧耗350,采用水冷壁结构,1400~1700℃的粗合成气上升至气化炉中部或上部时被水/气混合雾液部分激冷至800℃左右,再通过管道送入水浴式激冷器浸水除尘激冷至180~260℃后离开。存在的不足是还有待于投产后进一步验证各项气化炉设计指标。

表3 航天炉干煤粉气化技术在中国的应用(截至2015年)
1.5 二段加压气流床粉煤加压气化
二段加压气化炉[5](简称TPRI)于1990年由西安热工研究院开发,2006年完成36t/d中试装置,有废锅流程和激冷流程,前者用于华能天津250MW IGCC发电示范装置。对煤种具有较宽的适应性,石油焦、气煤、烟煤、无烟煤、焦炭等均能用作气化原料,气化温度在1400~1500℃范围,采用废锅流程。装置包括原料煤输送、煤粉制备、气化、除尘和余热回收等工序,其中干粉煤加压输送需要N2或CO2,目前国内在建的气化炉最大能力为2000t/d。气化炉有效气体CO+H2达91%左右,热效率高达约95%,碳转化率98%,冷煤效率84%,比氧耗330。气化炉结构采用水冷壁,无耐火砖衬里,维修简单等。与壳牌炉的区别:二室二段反应,分级气化。二段多喷嘴,上段喷煤粉和水蒸气,下段喷煤粉、蒸汽和氧气。合成气上行走废锅流程,饱和水进,吸热后水汽混合物进入中压汽包分离副产比气化炉高1.0~1.4MPa的中压蒸汽,无冷煤气循环冷却。内件采用膜式水冷壁结构,炉膛分为上炉膛和下炉膛两段。下炉膛是第一反应区,侧壁上对称正对布置4个烧嘴用于输入粉煤、蒸汽和氧气,反应所产生的高温气流向上流动到上炉膛反应室。上炉膛为第二反应区,在上炉膛的侧壁上设有两个对称的正对布置二次粉煤进口,上炉壁也是膜式水冷壁。工作时,由气化炉下段喷入干煤粉、氧气以及蒸汽,所喷入的煤粉量占总煤量的80%~85%,下段气化反应温度约为1500℃。炉膛喷入粉煤和过热蒸汽,所喷入粉煤量占总煤量的15%~20%。上段炉喷入干煤粉和蒸汽使温度高达1500℃的高温煤气急冷至约1050℃,在气化炉上部经喷淋冷却水激冷至 900℃左右,使其中夹带的熔融态灰渣颗粒固化,粗煤气离开气化炉,进入废锅或激冷罐。存在的不足:①两段气化使得合成气中含有少量的焦油,为后续煤气处理带来一定的难度;②废热锅炉易粘灰堵塞,长周期运行有一定的难度,有待进一步完善。二段炉粉煤加压气化技术在中国的应用[5]见表4所示。
1.6 科林干粉煤加压气化(CCG)
CCG气化工艺[6]起源于前东德黑水泵工业联合体下属燃料研究所,1979年在德国弗莱贝格建立了一套3MW中试装置,以此为基础在黑水泵市建成投煤量720t/d工业气化炉气化褐煤用作城市燃气。2007年与兖矿贵州开阳签约合成氨50万吨/年,设计2套投煤量为1500t/d的气化炉,该炉由大连金重制造有限公司制造并投产。该工艺煤种适应范围较宽,石油焦、烟煤、无烟煤、焦炭、褐煤等均能用作气化原料,气化温度1400~1700℃。设计有效气体CO+H2达93%左右,冷煤效率83%,碳转化率99%,煤耗0.69,氧耗330,气化炉采用水冷壁结构,激冷流程,副产低压蒸汽。与壳牌炉区别在:全激冷流程、水冷壁采用水进水出,热水在废锅内与锅炉给水换热副产低压蒸汽,取消了昂贵的对流废锅、陶瓷过滤器、循环气压缩机;投资低,双炉运行;多喷嘴顶置下喷、同向布置可克服对置喷嘴互相磨蚀,保证粉煤在反应空间分布均匀。
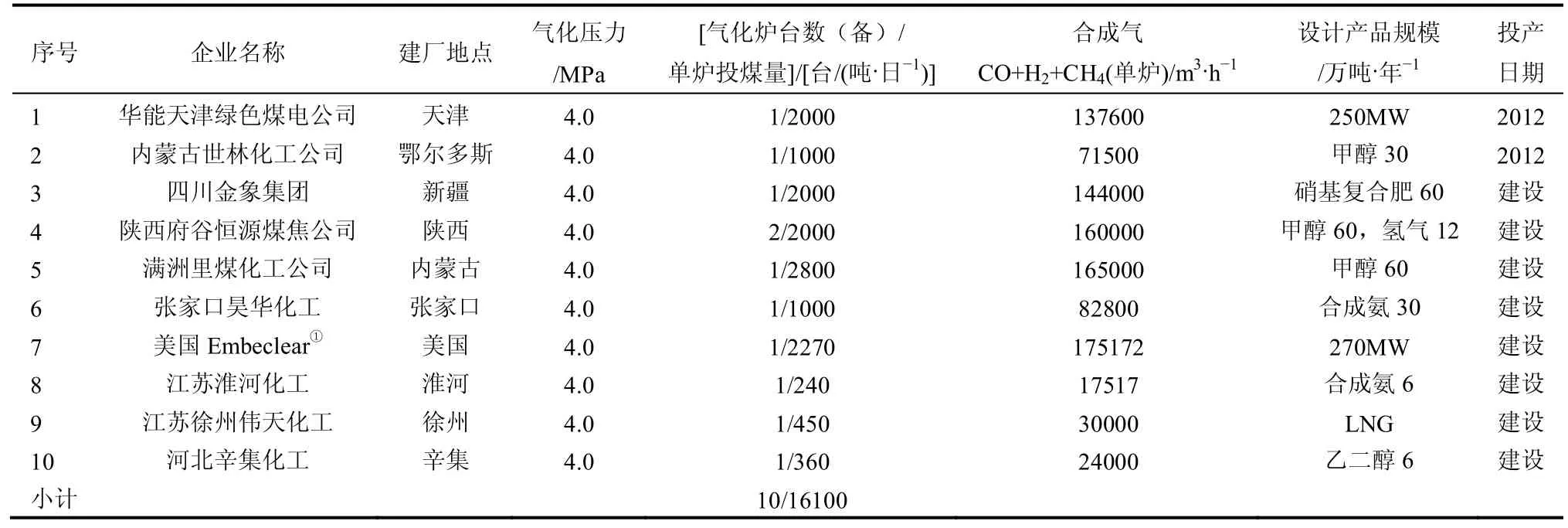
表4 二段炉粉煤加压气化技术在中国的应用(截至2015年)
1.7 四喷嘴对置式干煤粉加压气化(东方炉)
四喷嘴干法气化[5]是由华东理工大学、兖矿鲁南化肥厂和天辰公司开发的干煤粉气化技术,2004年完成千吨级高灰熔点、煤粉气流床示范装置以及水冷壁气流床中试基地,采用激冷流程,第一套装置依托兖矿集团贵州开阳化工1200t/d工程。该工艺煤种范围宽,石油焦、烟煤、无烟煤、焦炭等均能作为气化原料,气化温度1500℃。设有原料煤输送、煤粉制备、气化、除尘和余热回收等工序,其中干粉煤加压输送需要N2或CO2,属气流床加压气化。设计有效气体CO+H289%左右,热效率约95%,碳转化率98%,冷煤效率79%,比氧耗350。气化炉结构采用对置式水冷壁,无耐火砖衬里。
2 水煤浆气流床加压气化
2.1 GE水煤浆加压气化
GE气化工艺[3]前身是德士古水煤浆气化工艺,于1978年推出,装置包括原料煤运输、水煤浆制备、气化等工序,采用加压煤浆泵输送水煤浆入炉。该输送系统比干粉煤加压气化输送系统要简单和安全。气化单炉生产能力较大,目前国内已投产的气化炉能力最大为2000t/d。对原料煤适应性较宽,其中气煤、烟煤、次烟煤及低灰熔点的原料混合煤等可作为水煤浆气化的原料。对原料煤中含灰量和灰熔点有一定的要求,特别是灰熔点要低于1300℃。主要特点是水煤浆进料、单喷嘴下喷式,大部分是采用水激冷工艺流程。从气化炉出来的粗煤气直接用水激冷。该工艺有效气体CO+H2高达80%左右,热效率高达约85%,碳转化率96%,冷煤效率76%,比氧耗410。气化炉结构简单,为耐火砖衬里,制造方便、造价低。煤气除尘简单,无需价格昂贵的高温高压飞灰过滤器等,采用激冷流程,单烧嘴,有备炉。存在的不足:①与湿法气化有关,水煤浆中含有约40%的水,使它的热值降低,能耗极大地增加;②对原料煤的使用比较严格,如成浆性差的煤、灰分含量较高、灰熔点高的煤均不宜使用;③冷煤气效率较低,碳转化率较干法要低,约为96%;④比氧耗在各种气流床工艺中最高;⑤采用热炉壁,耐火砖造价高,寿命不到二年。GE水煤浆气化技术在中国的应用[7]见表5。
2.2 四喷嘴水煤浆加压气化
四喷嘴水煤浆加压气化[8]是由华东理工大学、兖矿鲁南化肥厂和天辰公司开发的技术,1996年开发新型水煤浆气化炉和关键部件,2000年推出工艺包并完成基础工作研究。2004年山东华鲁恒升750t/d 6.5MPa投产运行,目前国内已投产的气化炉能力最大为3000t/d。与GE气化炉的区别是多喷嘴对置式气流床气化炉单炉负荷大,消除短路。多喷嘴对置式实现气化区流场结构多元化,有射流区、撞击区、撞击流区、回流区、折流区和管流区,雾化加撞击混合效果好,平推流长气化反应进行完全。同时多喷嘴气化吸收了GE的一些优点,采用侧壁烧嘴对置布置,对激冷室进行了创新,避免渣堵塞气流通道。有效气体CO+H2高达84.9%,热效率高达约85%,碳转化率98.8%,冷煤效率76%,比氧耗309,比煤耗535。气化炉为耐火砖衬里,造价低。采用激冷流程,煤气除尘简单,四(多)喷嘴,有备炉。存在的不足:①合成气体带水较严重、阻力降大、激冷罐液位不易控制等问题;②湿法所具有的共同特点,含水量高达40%左右,能耗高,水的蒸发消耗氧气;③烧嘴和气化炉耐火砖的使用寿命决定必须要有备炉。四喷嘴对置式水煤浆气化技术在中国的应用[8]见表6。
2.3 多元料浆加压气化
多元料浆气化工艺[2]是由西北化工研究院开发的技术,1967年开始研究并建立中试装置,1999年实现工业化应用。目前国内已投产的气化炉能力最大为2000t/d。料浆浓度在60%~68.5%,有效气体CO+H2高达83.4%,热效率高达约85%,碳转化率98%,冷煤效率73%,比氧耗362,比煤耗575。气化炉为耐火砖衬里,造价低。采用激冷流程,有备炉。与GE炉的区别:煤液化残渣、生物质、纸浆废液和有机废水等原料适应范围广,既可液态也可固态排渣,不会形成对耐火材料腐蚀;气化剂可选用空气、富氧和纯氧;气化炉分为热壁炉和冷壁炉两种,可供选择,激冷室由下降管、上升管和溢流式激冷结构组成;喷嘴采用多通道结构,雾化效果与气化炉结构匹配;气化工艺后续关键部分也有较大改进。存在的不足与GE和四喷嘴存在的问题类似。多元料浆气化技术在中国的应用[2]见表7。
2.4 非熔渣-熔渣分级加压气化(改进型为清华炉)
非熔渣-熔渣分级气化[9]是由北京达立科公司和清华大学热能研究所开发的技术,2001年开始专利研究和热态试验,2006年推出工艺包并完成工程设计。2006年在山西丰喜建设了首套20万吨甲醇装置并投产运行。与GE炉的区别:采用分级供氧气化,使主烧嘴附近温度降低,有助于延长烧嘴使用寿命。主烧嘴可以脱离部分氧化反应所需的碳与氧的当量比约束。主烧嘴可采用各种配比的含氧气体作为预混气体。该炉后续由清华大学进一步完善改进为气化炉,是第一代炉的升级版。特别是将耐火材料砖改为水冷壁是这种气化炉的一大亮点。水煤浆水冷壁清华加压气化技术在中国的应用[9]见表8。

表5 GE水煤浆气化技术在中国的应用(截至2015年)

表6 四喷嘴对置式水煤浆气化技术在中国的应用(截至2015年)
2.5 E-gas(Destec)水煤浆加压气化
E-gas气化[2]是在德士古水煤浆气化基础上发展的,1979年由Dow化学公司根据二段气化概念开发,1983年建550t/d空气气化、1200t/d氧气气化示范装置,1985年Dow化学在路易斯安那建设了1475t/d干煤气化炉用于160MW IGCC发电装置,后改为Destec气化。与GE炉区别在:采用二段反应分级气化,第一段水平安装,在高于煤的灰熔点1300~1450℃下操作,进行部分氧化反应,第一段两头同时进煤浆和氧气,熔渣从底部经激冷减
压后排出;煤气经中央上部进入二段,这也是一个气流夹带反应器,垂直安装在第一段中央。入口喷10%~20%的煤浆,利用一段煤气显热来气化二段煤浆。

表7 多元料浆气化技术在中国的应用(截至2015年)

表8 水煤浆水冷壁清华加压气化技术在中国的应用(截至2015年)
3 粉煤流化床加压气化
3.1 U-gas灰熔聚流化床粉煤加压气化
U-gas是美国煤气化技术研究所开发的,在芝加哥建有25t/d中试装置,法国南希大学在20世纪50年代进行过试验,验证了该技术可行,1995年在上海焦化厂建有8套U-gas气化炉装置,灰熔聚流化床粉煤气化技术是在灰熔点的温度下操作,使灰黏聚成球,可以选择性脱去灰块。该气化炉对原料煤有一定要求,当用烟煤时,粒度要求在0~6.35mm,气化温度1000~1100℃。属流化床加压气化,有效气体CO+H2达37.1%,CH43.4%,碳转化率96.07%,空气耗2.8~3.3kg、蒸汽耗0.4~0.6kg、灰渣含碳5%~10%,煤气热值5860kJ/m3。工艺煤粉在气化炉内被从底部高速进入的气化剂氧气(或富氧)、空气和水蒸气流化,使床层的煤粒灰粒沸腾起来,在1000℃高温下发生煤的干燥、干馏、燃烧和热解,水蒸气被分解以及和碳的还原反应,最终达到气化。U-gas气化炉在气化床下部设有灰黏聚分离装置,炉内形成局部高温区,使灰渣在高温区内相互黏结,团聚成球,借助重量的差异达到灰球和煤粒的分离,降低灰含碳量,提高碳的利用率。3.2 SES褐煤流化床加压气化
SES气化褐煤技术是美国综合能源系统有限公司投资开发的,与河南义马煤业集团公司合资建设。该技术来源于美国燃气技术研究院(GTI)U-gas气化技术,在山东枣庄建成投产。采用褐煤气化,粒度在0~6.35mm,气化温度1000~1100℃。有效气体CO+H2达37.1%,CH43.4%。碳转化率96%,冷煤效率83%,国产化率达95%。褐煤在气化炉内被从底部高速进入的富氧和水蒸气流化,在1000℃高温下发生煤的气化反应。装置设有旋风分离循环系统,采用多级旋风、多级气化工艺,提高碳转化率;耐火材料构建方案,袋式除尘运转系统,底部排放冷却系统,利用合成气干法除尘、干法排渣、避免产生大量污水;具有生产城市煤气或天然气的优势。
3.3 灰熔聚常压气化(CAGG)
灰熔聚煤气化工艺由中国科学院山西煤炭化学研究所完成中试,以此为基础,与陕西秦晋煤气化工程设备公司进行合作,在陕西城化股份有限公司建示范装置。设计气化炉1台,常压气化。炉子下部内径φ2.4m,上部φ3.7m,高15.3m,用92%的富氧和水蒸气作气化剂,入炉煤4.2t/h,生产合成气9210m3/h,压力0.03~0.05MPa,2001年3月建成投产。该工艺对原料煤有一定要求,当用烟煤时,粒度在0~6.35mm,气化温度1000~1100℃。属流化床气化,有效气体CO+H2达40.3%,CH42.3%。碳转化率90.6%,富氧/煤0.59、蒸汽/煤0.9、灰渣含碳8.2%,煤气热值9120kJ/m3。工艺装置运营情况,含H2O>8%的原煤入炉易堵塞,操作温度波动大。干燥到5%以下才适应。由于选用煤粒太细,小于1mm的占35%~40%,细粉易带到煤气洗涤水中,造成碳损失大,要求煤粒度小于1.0mm的应控制在20%以下,大同煤焦渣特性为6,属黏结性煤,初始投煤气化温度为1040℃时发现结渣,排渣困难,降温破黏后排渣畅通,气化炉运行较稳定。
4 碎煤固定床加压气化
4.1 鲁奇固定床加压气化
鲁奇固定床加压(常压)气化工艺是1978年从德国鲁奇公司引进的,最早用于山西天脊集团1000t/d合成氨装置,云南解化合成氨装置。其后用于河南义马煤气厂和黑龙江哈尔滨气
化厂生产城市煤气。该工艺适用于褐煤、不黏结性或弱黏结性的煤,要求煤的热稳定性好和活性好、灰熔点和机械强度高。褐煤破碎筛分后,约64%的小粒煤间歇加入气化炉,约36%粉煤作为锅炉燃料;原料煤在气化炉内停留时间约1h。蒸汽和氧气由炉底部进入,通过炉篦均匀分布在燃料层;灰渣则通过炉篦均匀恒定地排至密封料斗排渣系统间歇固态排出。操作时需加入过量蒸汽,以防炉篦结渣,气化炉顶出来的气体温度为300~600℃,进入急冷器,用循环煤气水急冷后入废热锅炉,进一步冷却到180℃。设计煤粒度8~50mm,气化温度900~1050℃。固定床连续气化,粗煤气中CO+H260%~45%,H2/CO 2.17,CH49%,单炉粗煤气量Mark-1 800m3/h,Mark-2 14000m3/h,Mark-3 32000m3/h,Mark-4 35000~55000m3/h,Mark-5 75000m3/h。
4.2 碎煤移动床加压气化
碎煤移动床加压气化工艺是在引进德国鲁奇公司技术,结合山西天脊合成氨装置的消化吸收基础上再创新的技术,由赛鼎公司开发完善,其后在河南义马煤气厂的二期和潞安合成油厂用于生产城市煤气。该工艺尤适用于褐煤气化制备甲烷气。褐煤经破碎筛分后,约70%~80%小粒煤间歇地加入气化炉,约20%~30%煤粉作为锅炉燃料。蒸汽和氧气由炉底部通过炉篦均匀分布进入燃料层。灰渣则通过炉篦均匀恒定地间歇固态排出。为防炉篦结渣,操作时加入过量蒸汽。目前气化炉设有两种炉型:φ2800/φ3500,采用煤粒度6.35~50mm,气化温度900~1050℃。固定床加压连续气化,粗煤气中CO+H249%~52%,CH412%~14%,氧耗209m3/t 煤 、蒸汽耗0.895t/t煤,产油率2.34%,单炉产粗煤气40000m3/h,产废水37t/h,粗煤气产率962m3/t煤。该气化炉存在的不足:①煤气化后的含酚废水难以处理,由于在较低温度下进行的煤气化反应,导致煤炭中各种矿物质以及碱金属氧化物和少量有害成分进入废水中,使得废水成分复杂,处理难度加大,环保影响较大;②煤炭开采过程中的块煤和碎煤比例如果不合适,会导致粉煤量过多而难以处理;③煤焦油的同步处理技术要进一步完善。鲁奇固定床加压(碎煤)气化技术在中国的应用见表9所示。
4.3 BGL移动床加压气化
BGL移动床加压气化工艺由鲁奇公司和英国燃气公司共同拥有,在原鲁奇炉基础上进行了改进,用于生产燃气。适用于褐煤、不黏结性或弱黏结性的煤,要求褐煤成型或选择6~50mm的碎煤作为原料。该工艺将高温熔渣气化与鲁奇气化进行了结合。在1300℃以上的气化下,99.5%的碳被气化,在氧耗相当时,气化剂的汽/氧比为1.1~1.2,蒸汽用量大幅降低,90%~95%的蒸汽分解。采用高温熔渣气化后,去掉了大型排渣炉篦和传动设备,改变了气化剂的输入模式,以环向对中分布的气化剂喷嘴和燃气控制的间歇液体排渣系统。碎煤或型煤从气化炉顶部进入,在气化炉内加热、干燥、干馏、气化和熔渣及均匀恒定地间歇液态排出。气化炉顶出来的气体温度为300~600℃,进入急冷器,用循环煤气水急冷后入废热锅炉。气化温度1100~1300℃。固定床连续气化,粗煤气CO+H280%~85%,H2/CO 0.5~58,CH45%~7%,氧耗230~330m3/t煤、蒸汽耗0.22~0.32t/t煤,产油率2.14%,单炉产粗煤气58000~68000m3/h,废水11t/h,粗煤气产率1600~2000m3/t煤。

表9 鲁奇固定床加压(碎煤)气化技术在中国的应用(截至2015年)
5 现代煤气化技术的市场份额分析
通过对这些煤气化技术市场应用的用户数据分析,可以直观地判断几种主要的气化工艺在煤气化市场所占的比例和份额,这从另一个侧面可使技术人员对煤气化工艺的选择有一个参照系。表10 是部分煤气化工艺的市场应用情况分析。
表10中所示是对所选择的9种气化炉工艺进行了统计,由于其他的气化炉在市场拥有的用户数量较少,未列入表中。表10列入的各种气化炉在现代煤化工装置中,特别是五大示范工程中,如煤制油、煤制烯烃和煤制天然气项目里面,所用炉子数量多,但项目发生了变化。另一方面,在我国宏观经济新常态下,对现代煤化工在技术、环保以及三废排放方面采取了更严格的准入条件,因此很多煤化工项目处于待建状态,虽然气化炉合同已签,但项目何时启动还是一个未知数,真正的用户和拥有的气化炉还是一个变数。
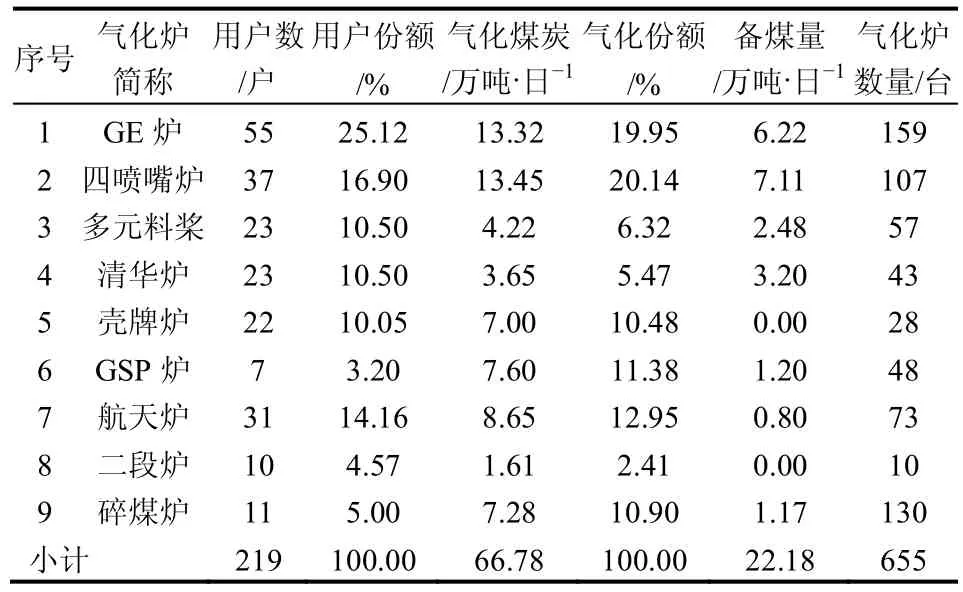
表10 现代煤气化技术的市场份额统计表
从表10中可知,气化炉湿法比干法占有的份额要多,如GE炉、四喷嘴炉、多元料桨炉以及清华炉所占有的用户比例份额都比较高,但由于多元料桨炉以及清华炉的产能并不是很大。干法中壳牌炉、GSP炉和航天炉无论所占用户比例还是气化炉规模上都占有一定的优势,特别是气化能力上更是占有一席之地。而固定床气化炉由于在合成气甲烷含量较高的特征下,在煤制天然气项目中所占比例非常高,这是以鲁奇为代表的碎煤固定床的一大优势,但也因为气化废水的酚氨处理以及环保零排放的要求,对这类炉子提出了更严格的挑战。
从表10中可知,表中所列的9种现代煤气化炉子的年气化消耗煤炭量在2亿吨左右,如果再考虑其他的现代煤气化炉可能会超过2.5亿吨。另一方面也看到,由于气化炉的备炉要求,有将近三分之一的气化能力得以闲置,约占0.7亿吨气化煤炭。这部分备用能力主要集中在湿法气化炉的工艺上面,由于水煤浆三相流摩擦特性对气化喷嘴的磨损以及耐火材料砖的使用寿命起决定作用。一般而言,粉煤气流床加压气化工艺比粉煤加压流化床加压工艺效率要高,而粉煤加压流化床加压工艺又比碎煤固定床加压气化工艺效率要高。气流床按干法和湿法区分,显然干法因煤炭中的水分要比湿法少得多,湿法蒸发这些水分成为蒸汽所消耗能量也要大得多,再就是上面所述的气化炉备用炉问题。
综上所述,我国“十二五”期间现代煤化工产业发展十分迅速,以煤化工调整产业结构,转变经济增长方式,取得了巨大成效。而洁净煤的气化是发展现代煤化工的关键环节和抓手,要充分认识煤气化技术研发的重要性,统筹兼顾,把引进国外先进的煤气化技术理念与具有自主知识产权的现代煤气化技术有机结合起来,为现代煤化工产业持续健康发展打下坚实的基础。
参 考 文 献
[1] 贺百廷. 煤气化技术的进展与选择分析[J]. 煤化工,2013(4):1.
[2] 汪寿建. 国内外新型煤化工及煤气化技术发展动态分析[J]. 化肥设计,2011(1):2.
[3] 中国五环工程有限公司. 粉煤气化技术交流报告[C]. 2015.
[4] 航天长征化学公司. 航天炉粉煤气化装置运行及技术发展报告:新型煤气化技术与煤质专题技术报告集[C]. 2015.
[5] 陶继业. 两段式煤粉加压气化技术及工程应用:新型煤气化技术与煤质专题技术报告集[C]. 2015.
[6] 德国科林煤气化公司. 德国科林煤气化技术简介[R]. 2014. 未发表.
[7] 通用电气神华气化技术公司. 煤基芳烃GE气化初步方案[R]. 2014. 未发表.
[8] 华东理工大学. 多喷嘴对置式水煤浆气化技术[R]. 2015. 未发表.
[9] 张建胜. 水煤浆水冷壁清华炉应用及其对煤种适应性[C]//中国能源学会. 2014新型煤气化技术与煤质专题技术研讨会. 北京,2015.
综述与专论
Development and applicatin of modern coal gasification technology
WANG Shoujian
(China National Chemical Engineering Group Corporation,Beijing100007,China)
Abstract:Modern coal gasification technology is an important part of modern coal chemical industrial plants,involving stable operation of the entire coal plant. This paper introduces application of modern coal gasification technologies in China,summarizes characteristics of gasification processes,application parameters,market data,etc. The first class gasification technology is entrained-bed gasification process,which can be divided into dry pulverized coal pressurized gasification and wet coal-water slurry pressurized gasification. The typical dry pulverized coal pressurized gasification technologies include Shell Gasifier,GSP Gasifier,HT-LZ Gasifier,WHG (Ning Mei) Gasifier,Two-stage Gasifier,CHOREN CCG Gasifier,SE Gasifier. The typical wet coal-water slurry pressurized gasification technologies include GE (Texaco) Gasifier,coal-water slurry gasifier with opposed multi-burners,Multi-component Slurry Gasifier,Non-slag/slag Gasifier (modified as Tsinghua Gasifier),E-gas (Destec) Gasifier. The second class gasification technology is fluidized-bed coal gasification process. The typical fluidized-bed coal gasification technologies include U-gas Gasifier,SES Lignite Gasifier,CAGG Gasifier. The third class gasification technology is fixed-bed coal gasification process. The typical fixed-bed coal gasification technologies include Lurgi Lignitebook=654,ebook=7Gasifier,Crushed coal Pressure Gasifier,BGL Gasifier. This paper points out the importance of coal gasification and recommends the strategic goal of combination of foreign advanced coal gasification concepts and modern coal gasification technologies with independent intellectual property rights.
Key words:coal gasification;market applications;characteristics of gasification;parametric data analysis
收稿日期:2015-09-14;修改稿日期:2015-12-17。
DOI:10.16085/j.issn.1000-6613.2016.03.001
中图分类号:TQ 536.1
文献标志码:A
文章编号:1000–6613(2016)03–0653–12
作者:汪寿建(1956—),男,教授级高级工程师,中国化学工程集团公司总工程师,长期从事化工、煤化工工程设计、开发及技术管理工作。E-mail wangsj@cncec.com.cn。
猜你喜欢
中国化肥信息(2022年9期)2022-11-23
水泥技术(2022年5期)2022-09-28
应用化工(2022年3期)2022-05-27
矿业科学学报(2021年6期)2021-11-06
科学技术与工程(2021年16期)2021-07-12
无机盐工业(2021年2期)2021-02-02
硅酸盐通报(2020年11期)2020-12-10
应用化工(2020年6期)2020-07-30
化工设计通讯(2020年3期)2020-01-14
科学中国人(2018年15期)2018-01-29
