
三种不可不知的印品质量在线检测和控制方法
2016-05-14 00:09齐福斌
印刷技术·数字印艺 2016年7期
齐福斌
随着我国经济发展进入新常态,我国印刷业发展也进入了新常态,面对人们对印品质量要求不断提高和人力资源费用不断上涨的局面,采用印品质量在线检测和控制系统,及时发现印刷质量问题并调整相关装置,保证印品高质量输出、降低生产成本,成为了印刷企业的首要选择。印品质量在线检测和控制一般包含套准检测和控制、色彩检测和控制、印刷图文检测和控制三种方法。
套准检测和控制
用于套准检测和控制的系统有离线套准检测和开环控制系统、在线套准检测和开环控制系统及在线套准检测和闭环控制系统,用户可根据需要选择不同系统。无论是单张纸胶印机还是卷筒纸胶印机,三种套准检测和控制系统都可使用。
1.离线套准检测和开环控制系统
离线套准检测所用的手持套准标记阅读器(测量仪)内有两个高分辨率的CCD(电荷耦合器件),分别用来测量印张纵向和横向套准标记的位置,并计算出实际测量数据和标准样张套准数据之间的差值,操作人员根据差值超出规定套准允差范围数值的大小,对印版滚筒等相关部位进行调整。另外,也可以将手持套准标记阅读器的实际测量数据传送到印刷机控制台的套准控制系统,由印刷机控制台的套准控制系统根据差值超出规定套准允差范围数值的大小,对印版滚筒等相关部位发出调整指令并进行调整。
2.在线套准检测和开环控制系统
在印刷过程中,安装在印刷机上的在线套准检测和开环控制系统可自动检测样张纵向和横向套准标记的位置,并将检测数据显示在显示屏上。当检测数据与标准样张套准数据之间的差值超出规定套准允差范围时,检测系统会发出警示(如声音)。操作人员可根据实际情况进行适当调整。
3.在线套准检测和闭环控制系统
在印刷过程中,安装在印刷机上的在线套准检测和闭环控制系统可自动检测样张纵向和横向套准标记的位置,并将检测数据传送到套准控制系统,套准控制系统将实际检测数据和原设定的套准数据(要求)进行对照,计算两者的差值,当差值超出规定套准允差范围后,套准控制系统会自动根据超出允差范围数值的大小,计算出印版滚筒等相关部位的调整值,并发出调整指令,自动进行调整。
色彩检测和控制
色彩检测和控制的目的是找出印品实际印刷色彩与标准样张色彩之间的差异,通过调整供墨量,让印品真实地再现原稿色彩。目前,色彩检测有密度测量和色度测量两种方式;色彩检测和控制系统主要有开环和闭环两类。
1.色彩检测
(1)密度测量
密度测量是指采用密度仪(计)测量墨膜的密度。不同油墨墨膜厚度与密度之间存在着对应关系,图1是典型多色胶印油墨墨膜厚度与密度之间的对应关系。由此可知,密度变化可以直接反映各色油墨的墨膜厚度变化,也就是可以直接反映每个印刷机组各墨键的供墨量变化。所以印刷操作人员可以很方便地利用印品密度测量值和标准样张密度值之间的差异,直接计算出各墨键的供墨调整量,进而调整对应印刷机组的输墨系统,操作简单快捷。
密度测量值仅仅表达了颜色中红、绿、蓝光的受阻/吸收状况,对更复杂的颜色视觉特征则未考虑。在进行彩色密度测量时,对光源、滤色片、光电转换器件等的光谱响应并没有严格规定。因此,密度测量并不非常准确。
(2)色度测量
色度测量又分为色度计测量和分光光度计测量两种。
①色度计测量。色度计测量建立在色度学的基础上,直接利用色度计测量,经色度计内部转换后,得到颜色的三刺激值。色度计输出的电信号大小与颜色的三刺激值大小成正比。输出的电信号越大,三刺激值越大;反之,越小。
色度计测量更符合人眼的色彩视觉特性,能对颜色特征做出精确的测量与描述,并加以量化;利用色度计测量所得的三刺激值可以精确控制印刷过程。色度计测量可以直接检测印刷图像,是确保印品颜色和标准样张颜色一致的重要测量手段。
②分光光度计测量。分光光度计测量的是印张颜色表面可见光谱各波长光的反射率。让可见光谱各波长的光按照一定的步距(一般为5nm、10nm、20nm)照射于印张颜色表面,利用分光光度计逐点测量各波长光的反射率,获得被测颜色的分光光度曲线。根据分光光度计所测得的印张颜色表面光的反射率,采用相关软件可计算出颜色的三刺激值或密度值。
虽然色度测量比密度测量可以更有效地检测和控制印品质量,但印品测量值与标准样张数值的差异并不能直接反映每个印刷机组各墨键的供墨量变化。需要将印品测量值转换为印刷基本色的密度值,再经过计算得出各墨键的供墨调整量,进而调整对应印刷机组的输墨系统。
2.色彩检测和控制系统
(1)开环色彩检测和控制系统
目前,大部分印刷机都采用开环色彩检测和控制系统,其将检测和墨色调整分两步进行。根据胶印机的不同配置,开环色彩检测和控制分为以下三种方式。
①离线检测+人工调整。根据检测数据与标准样张色彩数据之间的差值超过允差范围数据的大小,计算出相关墨键的调整量,由操作人员手工调整相关墨键的供墨量。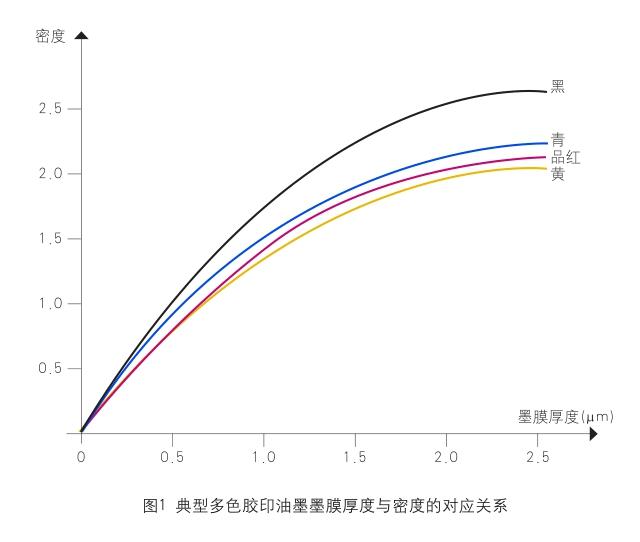
②离线检测+机器自动调整。将实际检测数据输入到印刷机的墨色控制系统,由墨色控制系统自动将检测数据和预先已经输入的标准样张色彩数据进行比较并计算差值,根据差值超过允差范围数据的大小计算出相关墨键的调整量,而后发出调整指令,各相关墨键自动调整供墨量。
③在线自动检测+人工调整。将检测数据结果显示在显示屏上或人工记录下来,操作人员根据显示或记录的数据,计算出差值,根据差值超过允差范围数据的大小计算出相关墨键的调整量,进而调整相关墨键的供墨量。
(2)闭环色彩检测和控制系统
闭环色彩检测和控制系统运作流程如图2所示。印前数据形成的墨色预调值通过操纵台形成墨色调节指令,进行油墨预置。图像数据和生产信息通过闭环服务器形成色彩标准数据并输入闭环控制系统。在印刷过程中,利用扫描头对印张控制条或整个画面进行在线测量,测量数据输入闭环控制系统,由闭环控制系统将测量数据和标准数据进行比较并计算差值,将差值超出允差范围数据的大小自动转换成墨色校正值。闭环控制系统根据墨色校正值发出指令,相关部位自动调整供墨量,如调整墨键开度等,形成一个完整的由检测到调整的全自动闭环色彩检测和控制系统,保证印品色彩和标准样张色彩的一致性。
闭环色彩检测和控制系统不受人为因素和光线状况的影响,可以客观地判断和调整印品色彩,提高印品质量,减少废品率,减少调机时间,提高印刷效率。另外,闭环色彩检测和控制系统的检测数据可以随时显示在显示屏上,也可以存储。存储的数据可以作为用户的验收依据,还可以供印刷厂有关人员研究印刷机的使用情况,进而改进操作方法,提高印品质量。目前,高档、高速胶印机特别是高速卷筒纸胶印机的色彩检测和控制系统,较多采用闭环色彩检测和控制系统。
印刷图文检测和控制
除了对色彩和套准进行检测和控制之外,还需要对整个印刷图文的缺陷进行检测和控制,如版面检测,字迹检测,漏印、脏点、白斑检测和印刷纸张缺陷检测等。对于凹印机来说,还需要对刀丝问题进行检测和控制。
由于导致印刷图文缺陷的原因相当复杂,因此通常采用可视化检测系统检测印刷图文,可使操作人员快速发现和处理印刷中出现的各种印品质量问题。这种可视化检测系统主要依靠高精度的摄像设备对图文进行局部或全部检测。基于强大的计算机功能,该系统可以实时监控高速运转的印刷过程并及时处理数据。必要时,还可以自动调整或通知操作人员调整机器,处理存在问题。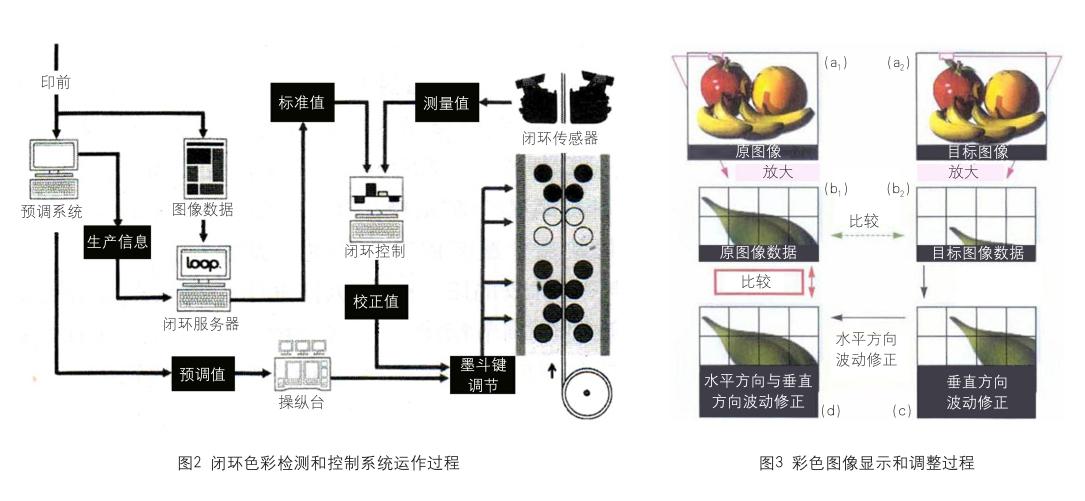
有的可视化检测系统还可以记录并分析部分印刷图文或全部印刷图文的数据。以一幅彩色水果图为例,其显示和调整的过程如图3所示。图3中(a1)为原图像,(a2)为目标图像(印刷的实际图像),现在检测两图像中的同一个叶片(如图3(a1)、(a2)中红框所示),检测结果放大图分别如图3(b1)、(b2)所示。可以看出,目标图像中的叶片位置与原图像中的叶片位置相比产生了偏移,需要进行调整。首先调整叶片的垂直位置,将叶片向上调整,调整后的位置如图3(c)所示。然后调整叶片的水平位置,将叶片向左调整,调整后的位置如图3(d)所示。比较(d)、(b1)中叶片位置,直至两者的叶片位置数据相等为止。
印刷图文检测和控制系统可以设计成专门的检测和控制系统,也可以与套准、色彩检测和控制系统合并在一起,形成一个综合性的检测和控制系统。正确校准后的彩色监视器,按照要求对印品画面的某一部分或全部进行扫描,检测出印品和标准样张之间的色差和各种缺陷。检测数据直接传送至控制台,由控制台相关检测和控制系统进行处理。如果出现套准偏差,系统将计算出滚筒等相关部位的调整量,并发出调整指令进行调整;如果出现超出允差范围的色差,系统将计算出输墨系统某墨键的调整量,并发出调整指令进行调整;如果出现漏印、脏点、白斑和印刷纸张缺陷等图文问题,系统将发出显示、警报、插标和剔除等指令。
采用印品质量检测和控制系统能及时发现印品质量问题并调整相关装置,不仅可以保证高质量印品的稳定输出,降低废品率及相关损耗,而且可以缩短调机时间、提高机器有效利用率、减少过版纸数量,从而达到降低成本的效果。
猜你喜欢
印刷工业(2020年4期)2020-10-27
印刷工业(2020年4期)2020-10-27
天津科技大学学报(2019年5期)2019-10-23
印刷技术·数字印艺(2016年12期)2016-12-30
印刷技术·包装装潢(2015年12期)2016-02-18
印刷技术·包装装潢(2015年12期)2016-02-18
印刷技术·数字印艺(2015年11期)2016-02-17
印刷技术·数字印艺(2015年9期)2015-12-09
印刷技术·数字印艺(2015年9期)2015-12-09
出版与印刷(2014年1期)2014-12-19
