乙氧基化反应工艺条件的优化
2016-06-17 00:52钱梁华吕海丽
石油化工技术与经济 2016年2期
钱梁华 吕海丽
(中国石化上海石油化工股份有限公司化工部,上海200540)
技术进步
乙氧基化反应工艺条件的优化
钱梁华吕海丽
(中国石化上海石油化工股份有限公司化工部,上海200540)
摘要:对乙氧基化反应机理及反应特点进行了研究,进而分析了催化剂、反应温度、反应压力及传质等因素对乙氧基化反应速率的影响;通过对乙氧基化反应回路换热器热量衡算,对乙氧基化反应工艺条件优化进行了探讨。结果表明:提高反应温度及压力,有利于乙氧基化反应速率的提高;采用冷却水作为换热介质,在换热量不变的情况下,冷却水的用量约为导热油用量的48%,可以起到降耗的作用。
关键词:乙氧基化反应影响因素热量衡算优化
随着石油化工的发展,以石油化学品环氧乙烷(EO)、环氧丙烷的衍生物聚乙二醇、聚丙二醇及其相应的醇醚体系所形成的高分子表面活性剂得到迅速发展。例如以EO为基础原料生产的聚氧乙烯型非离子表面活性剂,已经在表面活性剂中占有相当大的比重。以脂肪醇为起始剂,与EO和环氧丙烷进行反应,可生产聚醚系列产品。这些产品应用范围十分广泛,近20年来发展十分迅速[1]。脂肪醇聚氧乙烯醚(简称醇醚,AEO)是非离子表面活性剂中最典型的产品,其品种最多、产量最大、用途最广。这类表面活性剂是由憎水化合物(高碳醇)与亲水化合物(EO)进行加成反应的产物。以醇醚为中间体可制成一系列衍生物,如醇醚硫酸盐(AES)、醇醚羧酸盐、醇醚琥珀酸酯磺酸盐等。醇醚系列产品广泛用于洗涤剂、清洁剂、纺织、印染、涂料、化妆品、造纸、皮革、石油、农药、燃料等工业部门[2]。
乙氧基化反应作为生产非离子表面活性剂的主要反应,其生产工艺和反应装置的研究对醇醚的生产有着至关重要的作用。随着近些年来国内市场对非离子表面活性剂需求的不断增加,现有的醇醚生产线越来越难以满足市场的需求量,很多企业亟待对现有的乙氧基化反应装置进行技术更新和扩容改造。中国石化上海石油化工股份有限公司(以下简称上海石化)化工部助剂车间现有的15 kt/a外循环喷雾式乙氧基化反应装置已经在原有设计的产量下进行了超负荷运作,但仍然难以满足市场的需求。因此,在现有反应装置的基础上,对已有的Press外循环技术进行消化吸收,优化乙氧基化反应工艺条件,提高装置生产效率具有重要意义。
1乙氧基化反应及其工艺特征
乙氧基化反应是指EO和含有活泼氢的化合物(如醇、碱、酸、水等)发生的连续开环聚合反应,是聚合反应的一种。使EO发生开环聚合反应的物质称为起始剂,采用不同物质为起始剂可以得到性质不同的各种产品[2]。乙氧基化反应产物多为线性高分子化合物,工业中以乙氧基化反应为基础生产的物质包括聚氧乙烯型非离子表面活性剂、乙二醇醚类、乙二醇、聚乙二醇、乙醇胺等,由于这些物质大多具有良好的溶解性、分散性、保湿性、渗透性等特殊性能,在材料加工、印染、建筑、航空等多行业有着广泛的应用。
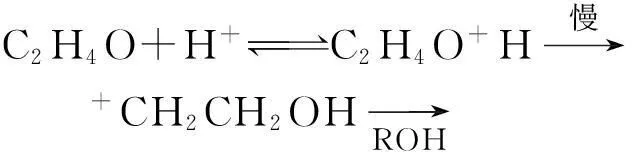
乙氧基化反应是在强酸、强碱或者碱土金属化合物催化剂存在下,起始剂ROH与EO进行开环聚合反应。作为聚合反应,该反应只包括链引发和链增长两个步骤,没有链终止过程,当反应物EO消耗完毕,反应即结束,反应产物是以EO开环形成的乙氧基(—CH2—CH2—O—)为基本片段的线性高分子化合物,其反应如下[3]:
(反应速率k0)
(反应速率k1~kn)
可能发生的副反应有:
(1,4二氧杂环己烷)
这是一个阶梯式的加成聚合反应,主要副反应是微量水与EO开环聚合生成聚乙二醇。因此,反应最终产物中除包含EO加和数不同的目的产物,还有未反应的原料及副产物聚乙二醇。
EO的化学性质较为活泼,能够与多种物质发生化学发应,并且反应开环过程中还要放出大量的热,因此乙氧基化反应具有以下几个重要特点:
(1)副反应多。除了与起始剂反应物发生反应外,EO能在反应产物上继续聚合,根据E.Santacesaria,Di.Serio等学者公开的动力学数据[4],以强碱或碱土金属化合物为催化剂,除第一步反应外,其他各步反应有相近的反应动力学参数。乙氧基化反应的产物近似服从正态分布(也有研究者认为服从泊松分布[5]),此特点是生产高分子乙氧基化物的基础,但是对生产小分子乙氧基化纯物质的过程有很大干扰,工业中多采用改变进料比的方式对产品组成进行调节。此外,EO还能和反应物料中某些含有活泼氢的杂质发生反应,生成不需要的副产物,既影响产品质量又给分离过程造成困难,这是在乙氧基化物生产中要极力避免的问题。
(2)对安全要求高。反应物EO易燃、易爆、有毒,是国家危险化学品名录中规定的甲A级危险化学品[6],气相EO富集浓度大时还会产生“自聚现象”,生成副产物并放出大量热,容易在反应釜中形成“热点”,严重时甚至会发生爆炸[7]。所以乙氧基化生产过程通常需要氮气保护、设备采用防爆、工艺采用自控等安全措施。
(3)强放热。乙氧基化反应过程中会放出大量的热量,EO开环放热量约为100 kJ/mol,而且与不同的起始剂进行反应,反应热也略有差别。生产聚乙二醇的反应热约为92 kJ/mol[8],生产乙二醇单甲醚的反应热约为104 kJ/mol[9],而生产脂肪醇醚的反应热可达134 kJ/mol。这些反应热必须及时移出以保证生产装置的安全与稳定性,因此,乙氧基化反应的工艺装置必须有可靠的换热系统来支撑。
2乙氧基化反应速率影响因素分析
在乙氧基化反应工艺过程中,一个生产周期所需的时间大致包括加料时间、反应时间、卸料时间及中间过程的等待时间等。每一个过程都会影响产品的生产周期,对于乙氧基化反应,最大的限制因素是反应时间,即EO的聚合速度。乙氧基化反应作为一种典型的链增长催化加成反应,必须适当选择工艺条件以促进提高反应速率和链增长速率,从而得到满足需要的乙氧基化产物。目前上海石化的乙氧基化装置主要产品有AEO、聚乙二醇、甲氧基聚乙二醇等,乙氧基化反应采用的是碱性催化剂KOH、NaOH、NaOCH3。下面从催化剂、温度、压力及传热等4方面因素对乙氧基化反应速率的影响进行分析。
2.1催化剂
催化剂对乙氧基化反应的速度有着极其重要的影响,乙氧基化反应催化剂可分为酸性、强碱性及碱土金属催化剂,随着催化剂的不同,反应机理也不同。采用酸性催化剂(H2SO4、HCl、BF3)一般可得到窄分布产品,但是因存在设备腐蚀及副产物多等缺点,一直未实现工业化应用。目前工业上主要用的是强碱性催化剂(NaOH、KOH或NaOCH3),所得产品为宽分布。目前,新型乙氧基化催化剂主要有钡、钙的氢氧化物或氯化物,并以羧酸、醛、酮等为促进剂;另外,也有采用镁化合物和有机铝、钛或硼化合物以及醋酸乙酯三氟化硼配位体等作为催化剂。
(1)酸性催化剂乙氧基化反应机理
酸性催化剂催化原理是氢质子或Lewis酸中的空轨道与EO中的氧原子结合,生成的不稳定中间产物开环成阳离子活性物质,再同脂肪醇快速加合发生链增长过程。反应过程如下:
(2)碱性催化剂乙氧基化反应机理
目前乙氧基化装置乙氧基化反应采用的碱性催化剂是KOH、NaOH、NaOCH3等。
碱性催化剂首先使脂肪醇生成醇负离子,醇负离子再同EO进行链增长反应。反应过程如下:
(1)
(2)
RO-+ROCH2CH2OH
(3)
对于强碱性催化剂,反应(2)是主反应,即在所有原料醇尚未转化成单或低EO加合数的醇醚前,链已开始增长起来,导致产品不仅有原料醇残留,而且EO加合数的分布也很宽。若反应(3)为主反应,则应得到窄分布的产物。强碱性催化剂的宽分布现象是由于原料醇同乙氧基化脂肪醇醚间微小的酸性差别所致。
(3)碱土催化剂乙氧基化反应机理
碱土金属的弱碱性催化剂体系中金属离子为2或3价,其窄分布作用被认为是由于金属离子同乙氧基脂肪醇形成了络合物。
若金属离子为2价,将有两个乙氧基脂肪醇包围金属离子,这种络合物的拥挤状态,削弱了金属离子同乙氧基醚基团间的相互作用,平衡向右转移倾向减弱,就产生了产物的窄分布。
由上述分析可知:催化剂对于乙氧基化反应起着至关重要的作用,工业化的宽分布的乙氧基化产品催化剂研究已趋于成熟,而对于可用于工业化的窄分布的乙氧基化产品催化剂的研究还需一个过程。
2.2温度
温度对乙氧基化的反应速率有着较大的影响,一般来讲,温度每升高20 K,反应速率增加一倍,温度越高反应速率越快,且副反应也越多。当温度升高到200 ℃时,温度的影响几乎使原本活性相差较大的各种类型催化剂变得相差不多。因此,在实际生产中乙氧基化的反应温度一般控制在140~180 ℃。
2.3压力
乙氧基化反应是一个由小分子逐步到大分子的加成聚合过程。增大反应压力对提高反应速率有利,但是过高的反应压力也会使副反应增加,例如生成聚乙二醇、双键断裂、产品色泽加重等。过高的反应压力也会提高设备造价,增大操作危险性,因此,一般选用0.2~0.5 MPa为宜。
2.4传质
乙氧基化反应是一个逐步加成聚合的放热反应,反应区域内的反应物料能否充分均匀混合,直接关系到整个反应体系的反应速率和温度的高低与产物相对分子质量分布的宽窄和游离原料的高低。通常传质效果愈好,EO分布愈均匀,浓度愈底,愈能窄化产物的分布,有利于降低副产物的含量,因此传质的好坏直接影响产品的质量和反应速率的快慢。
乙氧基化装置反应器内的温度、压力是反应器控制的重要指标。温度一般通过控制换热介质的温度或流量进行调节,压力则通过控制EO的进料速度调节。反应温度和压力这两个参数相互联系,其根本决定因素是反应器内EO的消耗速度,EO消耗速度快,放出的反应热多,就有可能使反应器内温度上升,此时可通过控制外部换热介质的流量或温度进行调节;EO消耗速度慢,由于气相EO的积累会造成反应器内压力上升,此时只能通过改变EO进料速度进行调节。
3现有乙氧基化装置的优化设想
反应装置的传热限制、传质限制及动力学限制是装置生产能力的主要限制因素,反应器换热情况达到最佳后,可能因反应器内传质问题限制装置生产率的提高,传质问题解决后限制生产率的因素可能又是传热,传质和传热均解决了就可能达到反应系统的动力学瓶颈点,乙氧基化的本征反应速度很快,能够达到动力学瓶颈点是装置设计的最终目标。
通过对乙氧基化反应速率影响因素的理论分析和对现有乙氧基化装置的生产实践,对于装置现有工艺条件的优化有以下几点设想。
(1)提高操作温度或操作压力来提高EO的聚合速率,即提高乙氧基化反应速率;
(2)改变反应器内喷嘴的分布提高反应物间的传质效果,以达到提高反应速率的目的;
(3)对循环回路换热器进行热量衡算,设想通过换热介质及换热方式的改变,对乙氧基化反应工艺条件进行优化。
鉴于现有装置设备的限制,温度及压力的控制已达到操作上限,所以文章重点讨论循环回路换热器的热量衡算,论证换热介质及换热方式的改变,对乙氧基化反应工艺条件优化的可行性,为提高装置生产效率或者节能降耗提供基础性数据。
4现有乙氧基化装置循环回路换热器热量衡算
现有工艺循环回路换热器为U型管式换热器,导热油作冷却介质。因反应产品的黏度较大且需要冷却,所以产品走壳程,导热油走管程。图1为乙氧基化反应外循环回路换热流程。
乙氧基化反应是一个强放热的过程,对于外循环的乙氧基化装置,反应釜中EO的聚合速度对外部移热系统有很强的依赖作用。外循环乙氧基化装置换热系统中的关键参数有外循环物料流量、循环换热介质、循环换热介质的流量和温度、换热器型式及换热面积、外循环部分总容积等。
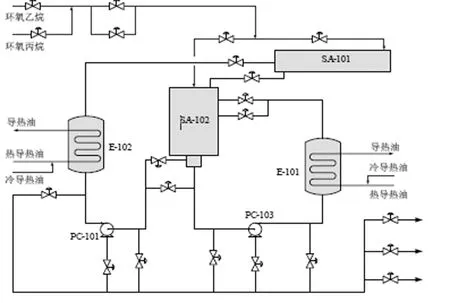
图1 乙氧基化反应外循环回路换热流程
现有工艺采用冷却水冷却和蒸汽加热导热油的间接方式实现导热油与乙氧基化产物的换热。设想在保证循环回路换热器基本参数不变的前提下,通过改变换热介质、采用直接换热方式来提高换热器换热效果,可以快速有效的移走反应热,提高EO反应聚合速率,从而缩短乙氧基化反应时间,达到提高生产效率的目的。
(1)物理常数
产品、导热油及水的物理常数列于表1。
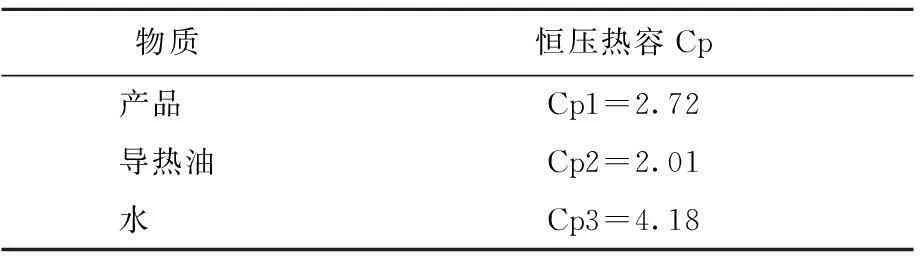
表1 产品、导热油及水的物理常数 kJ/(kg·K)
(2)不同换热介质所需的循环量
不同换热介质所需的循环量计算如下:
T1=180 ℃;T2=164.8 ℃;
t1=60 ℃;t2=86.2 ℃
Δt1=T1-T2=15.2 K
Δt2=t2-t1=26.2 K
Q=W1·Cp1·Δt1=W1×2.72×(180-164.8)=41.34W1kJ/h
W2=Q/(Cp2·Δt2)=41.34W1/[2.01×(86.2-60)]=0.79W1kg/h
W3=Q/(Cp3·Δt2)=41.34W1/[4.18×(86.2-60)]=0.38W1kg/h
式中:T1为产品进口温度;T2为产品出口温度;t1为导热油进口温度;t2为导热油出口温度;Q为热负荷,kJ/h;W1为循环物料量,kg/h;W2为导热油量,kg/h;W3为冷却水量,kg/h。
通过理论计算可知:在换热量不变的情况下,冷却水作为换热介质,冷却水的用量约为导热油用量的48%;在换热介质量不变的情况下,冷却水作为换热介质,冷却水的换热效果约为导热油换热效果的2.1倍。
5结论
(1)提高反应温度或反应压力,有利于提高EO的聚合速率,但是温度或压力过高,副反应会增多,对设备的要求及造价也相应提高。
(2)在反应器结构固定的情况下,可以通过改变反应器内喷嘴的分布强化反应物间的传质,提高反应速率。
(3)冷却水作为换热介质,在换热量不变的情况下,冷却水的用量约为导热油用量的48%,可以起到降耗的作用。
(4)冷却水作为换热介质,在换热介质量不变的情况下,冷却水的换热效果约为导热油换热效果的2.1倍,快速有效的换热,可以提高EO的聚合速率,从而达到缩短批量产品的生产周期,进而提高装置生产效率。
参考文献
[1]吴三华.我国主要非离子表面活性剂生产现状调研报告[J].精细化工,2000,17(9):497-500.
[2]朱建民.EO精深加工产业现状与发展[J].精细化工,2005,22(增刊):14-18.
[3]马文斌,孙立宏.乙氧基化工艺的最新进展[J].精细石油化工,1997(2):12-15.
[4]M.Di Serio,R.Tesser,A.Dimiccoli,et al.Kinetics of Ethoxylation and Propoxylation of Ethylene Glycol Catalyzed by KOH[J].Ind.Eng.Chem.Res.,2002,41(21):5196-5206.
[5]Santacesaria E,Serio M D,Lisi L.Kinetics of nonylphenol polyethoxylation catalyzed by potassium hydroxide[J].Ind.Eng.Chem.Res.,1990,29(5):719-725.
[6]高海英.EO危险性分析及其安全措施[J].石油化工设计,2008,25(2):62-64.
[7]吕咏梅.环氧乙烷生产技术进展与市场分析[J].石油化工技术经济,2004,20(4):33-38.
[8]Ernesto Salzano,Martino Di Serio,Elio Santacesaria.The role of recirculation loop on the risk of ethoxylation processes[J].Journal of Loss Prevention in the Process Industries,2007,20(3):238-250.
[9]董凤蕾,安维中,胡仰栋,等.催化精馏法合成乙二醇正丁醚过程模拟[J].现代化工,2007,27(增刊):456-458.
欢迎来稿欢迎订阅
Optimization of Ethoxylation Reaction Process Conditions
Qian Lianghua,Lü Haili
(ChemicalDivision,SINOPECShanghaiPetrochemicalCo.,Ltd.,Shanghai200540)
ABSTRACT
Keywords:ethoxylation reaction,influencing factors,heat balance,optimization
收稿日期:2016-02-18。
作者简介:钱梁华,男,1959年出生,1983年毕业于华东理工大学,高级工程师,长期从事科研开发和管理工作,已发表论文多篇。
文章编号:1674-1099(2016)02-0016-05中图分类号:TQ316.3
文献标识码:A
The mechanism and characteristics of ethoxylation reaction were studied,and the effects of influencing factors such as catalyst,reaction temperature,reaction pressure and mass transfer on ethoxylation reaction rate were further analyzed.Based on the heat balance of ethoxylation reaction loop heat exchanger,the optimization of ethoxylation reaction process conditions was discussed.Results showed that increasing the reaction temperature and pressure were beneficial to the improvement of the ethoxylation reaction rate; and the amount of consumption of cooling water is approximate 48% of the conduction oil under the condition of the constant heat transfer if taking the cooling water as heat transfer medium,which could save energy and reduce consumption.
猜你喜欢
石油化工建设(2020年1期)2020-08-24
中国油脂(2019年7期)2019-08-22
中国油脂(2019年5期)2019-05-13
中国油脂(2019年3期)2019-04-29
铜仁学院学报(2018年6期)2018-07-05
能源(2016年2期)2016-12-01
当代化工研究(2016年7期)2016-03-20
中国洗涤用品工业(2016年2期)2016-02-28
北京信息科技大学学报(自然科学版)(2016年6期)2016-02-27
中国塑料(2015年2期)2015-10-14