500kJ对击锤锻造生产线工艺平面设计
2016-06-21 15:06魏伟齐齐哈尔轨道交通装备有限公司
锻造与冲压 2016年23期
文/魏伟·齐齐哈尔轨道交通装备有限公司
500kJ对击锤锻造生产线工艺平面设计
文/魏伟·齐齐哈尔轨道交通装备有限公司
本文通过对500kJ对击锤生产线的工艺平面设计工作的整理、归纳,总结出了锻造生产线工艺平面设计的一般的工作步骤、工序间的相关性考虑的具体内容等等。
模锻设备主机的选择
模锻设备主机的吨位的确定根据把将要和打算在该条生产线上生产的各种模锻件产品特点进行了归纳梳理,总结为:⑴模锻件产品批量中等,其总量大约为每年几万至十几万件;⑵模锻件产品精度要求一般;⑶多品种的适应性要强;⑷设备造价要经济适用;⑸设备的耐用性要求非常好;经过经验公式的计算和模锻件模拟软件的模拟分析(计算和分析过程略)确定模锻设备的吨位为16000t~20000t。
模锻设备主机的选型
通过大量的调研考察、查阅资料,纳入我们视线的大致有如下几种类型设备:热模锻压力机(曲柄连杆结构)、模锻锤(电液驱动)、离合器式螺旋压机、电动螺旋压机、对击式模锻锤等,经过综合的分析论证,模锻锤(电液驱动)和对击式模锻锤被确定为我们选择的目标,而模锻锤(电液驱动)的强烈振动对周边环境的影响无法满足当地环保部门的技术指标要求,对击式模锻锤被确定为选择目标,经过招标,最终选择了德国Schuler公司的气动500kJ对击锤,该规格型号对击锤为国内首台。
配套设备的选择
根据产品工艺要求,配套了国产的中频感应加热炉(加热三种规格原料)、天然气室式加热炉、液压结构2000t切边压力机、轨道式装取料操作机(工序间传输)、400t液压弯曲机、液压结构弯曲整形机(专用产品)等,考虑到将来的模锻件产品发展,在工艺平面中,预留了一台制坯用压机的平面位置(目前没有该类需求的产品,因此暂时不上)。
⑴中频感应加热炉的选择。
经过中频感应加热炉加热的原料共有三种规格,其中两种圆形截面不同规格尺寸的原料需要通过同一套上料机构,给同一台辊锻机上料,因此它们的感应器需要平行,靠近摆放;另外一种用于矩形截面原料的感应器单独摆放。其中,1号中频感应加热炉是为加热较大规格原料(圆截面)配备的,其功率最大;2号中频感应加热炉是为加热较小规格原料(圆截面)配备的,其功率较小;3号中频感应加热炉是为加热矩形截面原料配备的,其功率较小,三种中频感应加热炉不同时工作。1号中频感应加热炉和2号中频感应加热炉的出料端要求能够在一个位置,共用一套上料机构为辊锻机上料,为了节约资源,将2号中频感应加热炉与3号中频感应加热炉设计为共用一套中频电源。
⑵辊锻机的选择。
根据最大规格产品原料φ180mm,确定辊锻机规格为1250型,该规格辊锻机为国内首台。
⑶切边机的选择。
根据对击锤的吨位,确定液压切边机的吨位为2000t,其工作台面的长宽尺寸与对击锤的台面相配套;考虑工件较长,易于弯曲变形的原因,我们将切边工艺确定为“抱切”方式。
⑷轨道式装取料操作机的选择。
根据工件最大重量,确定操作机最大夹持重量为300kg,夹头中心最大回转半径5500mm;夹头中心最小回转半径2000mm。
工序间传送物料的方式确定为国产装取料操作机(轨道式),该操作机操作灵活、迅速,完全满足工艺需求;根据各个工序间的工作负荷同时考虑工件在各个工序间的几何形状的变化不同,设计用三台同一型号的装取料操作机,三台装取料操作机配备不同的操作卡爪;其中,第一台用做从加热炉(三台中频感应加热炉和一台燃气加热炉)取料,(当用燃气炉加热时它同时兼做向炉内送料)将料送到500kJ对击锤上模锻工位;第二台用做从500kJ对击锤上模锻工位取出模锻件,送到2000t液压切边压机的切边工位上,并将完成切边的模锻件从切边工位上取出,送到弯曲工序;第三台用做将完成弯曲(或整形)的模锻件取走摆放到成品存放区。其中,第二台装取料操作机的动作最多,但其行程较短,而第一台装取料操作机动作虽然少,但其行程较长,比较第一台和第二台装取料操作机的工作时间节拍,大体相当,第三台装取料操作机的工作负荷显然比前两台都小,但考虑该阶段的模锻件形状的特殊性(相应装备不同的卡爪)也只能这样分配其各自的工作负荷。
工艺平面的布局设计
工艺流程
根据不同产品的工艺特点总结了如下几种不同的工艺流程:
Ⅰ、1号中频感应炉加热→辊锻机制坯→对击锤模锻→切边机……;
Ⅱ、2号中频感应炉加热→辊锻机制坯→对击锤模锻→切边机……;
Ⅲ、1号中频感应炉加热→对击锤模锻→切边机……;
Ⅳ、1号中频感应炉加热→压机制坯→对击锤模锻→切边机……;
Ⅴ、3号中频感应炉加热→对击锤模锻→切边机……;
Ⅵ、燃气炉加热→对击锤模锻→切边机……;
Ⅶ、燃气炉加热→压机制坯→对击锤模锻→切边机……;
就是说,上述的几种工艺流程在设计的工艺平面中都要求能够顺畅合理地实现。
工艺平面设计
工艺流程Ⅰ是为生产较大规格圆截面原料,需要轴向做材料分配的模锻件而设计的;工艺流程Ⅱ是为生产较小规格圆截面原料,需要轴向做材料分配的模锻件而设计的;工艺流程Ⅲ是为生产较大规格圆截面原料,不需要轴向做材料分配的模锻件而设计的;根据流程Ⅰ、Ⅱ、Ⅲ做出如图1所示的局部工艺平面设计。
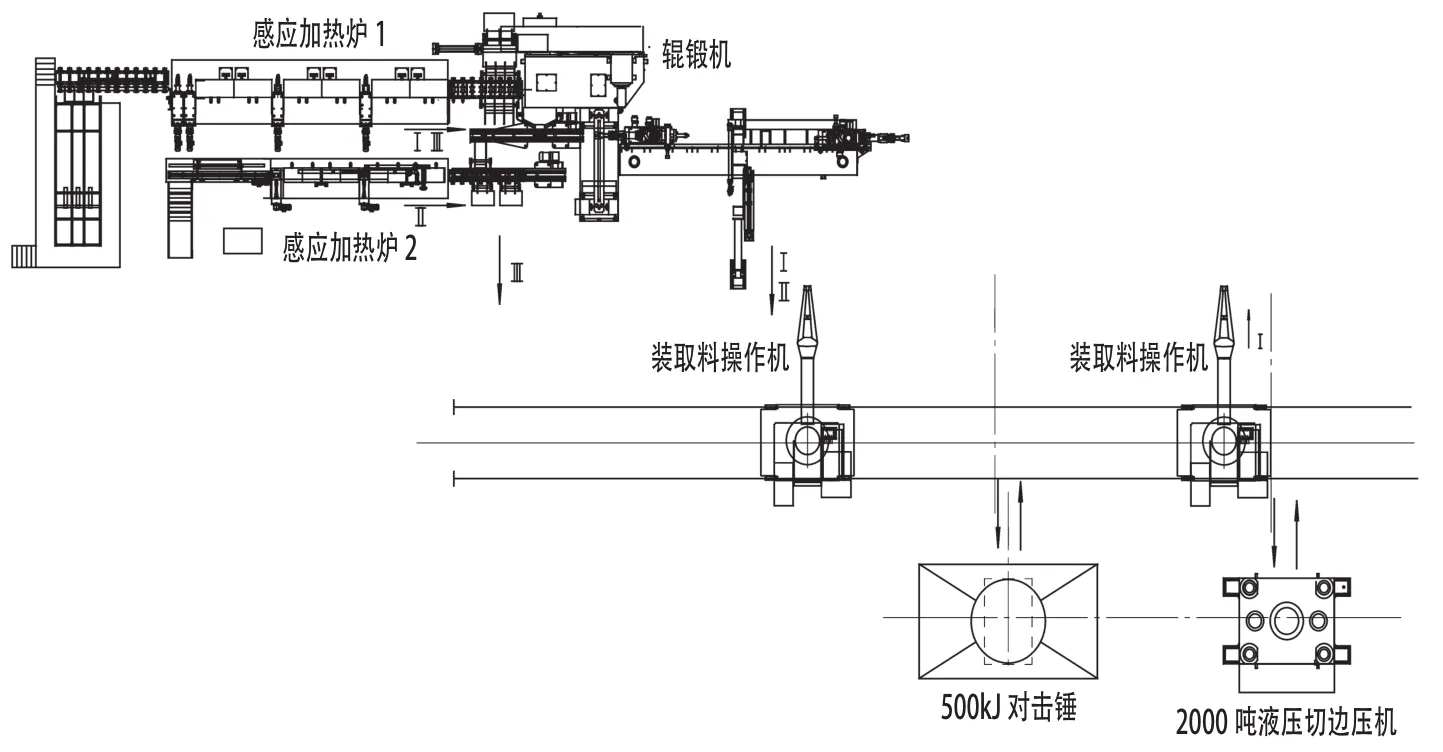
图1 根据流程Ⅰ、Ⅱ、Ⅲ规划的工艺平面
工艺流程Ⅳ是为生产较大规格圆截面原料,需要径向做材料分配的模锻件而设计的;根据流程Ⅳ做出如图2所示的局部工艺平面设计。

图2 根据流程Ⅳ规划的工艺平面
工艺流程Ⅴ是为生产矩形截面原料的模锻件而设计的;工艺流程Ⅵ是为生产小批量(试制类)不需要做材料分配的模锻件而设计的;工艺流程Ⅶ是为生产小批量(试制类),需要径向做材料分配的模锻件而设计的;根据流程Ⅴ、Ⅵ、Ⅶ做出如图3所示的局部工艺平面设计。
由于目前暂时没有需要径向做材料分配的模锻件,因而,做径向做材料分配的压机先不上,但在工艺平面设计时预留好其平面位置以备将来的工艺平面的长远合理性。
结束语
在工艺平面具体位置设计时,由于各台设备的上下料都是有装取料操作机夹持运送完成的,因此各台设备的位置尺寸都必须满足在操作机夹头中心最大回转半径5500mm、夹头中心最小回转半径2000mm的范围内。当然,相邻设备基础间的相关性更应充分考虑。
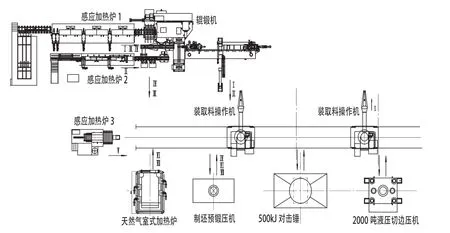
图3 根据流程Ⅴ规划的工艺平面

图4 总工艺平面布局
汇总以上各个局部工艺平面设计,形成如图4所示的总工艺平面的布局设计。目前该项技术改造工作已经全面完成,交付批量生产使用,效果良好。
猜你喜欢
铝加工(2022年1期)2022-11-24
江苏钢铁(2022年9期)2022-07-02
中学生数理化(高中版.高考理化)(2022年4期)2022-05-25
民用飞机设计与研究(2020年4期)2021-01-21
中学生数理化·高一版(2020年2期)2020-04-21
中国特种设备安全(2019年1期)2019-03-13
国防科技工业(2018年7期)2018-07-26
钛工业进展(2018年6期)2018-01-25
儿童故事画报·发现号趣味百科(2017年1期)2017-06-01
天津冶金(2014年4期)2014-02-28