
控制图在轨枕生产中的建立及应用
2016-07-06 06:36任记
企业技术开发·下旬刊 2016年6期
关键词:轨枕
任记

摘 要:休哈特控制图作为一种成熟的质量管理技术,在我国其它行业有着大量应用,但还未见有在轨枕生产中应用的报道,文章利用已有数据建立了IIIa型枕静载控制图,并把它转化为控制用控制图,通过将控制图应用于轨枕生产实际,我们认为-s控制图总体是适用的,能够对生产过程起到监控作用,但过程能力指数CPL值的评价级别不太适应轨枕生产。
关键词:控制图;判定准则;轨枕;静载强度
中图分类号:TU528 文献标识码:A 文章编号:1006-8937(2016)18-0048-03
1 概 述
统计技术之一的控制图自从1924年由美国W.A.休哈特博士提出后,在国外发达国家有着广泛的应用,在我国其它行业也有大量应用,但控制图作为质量控制的一种有效工具,还未见有在轨枕生产中应用的报道,本文介绍了控制图在中原某公司IIIa型枕上的应用,并对控制图在轨枕生产中的适应性方面进行了探讨。
2 建立控制图
2.1 选择控制特性
本文选择IIIa型混凝土轨枕静载强度这一关键质量指标作为控制特性来建立控制图,以期较好地控制产品质量和监察生产过程。由于轨枕的静载强度冲载值是计量型数值,因此,本文选择均值—标准差(-s)控制图。
2.2 抽取数据
本文选取了中原某轨枕公司IIIa型枕2014年1月份至2014年12月份静载检测数据,共300批数据(由于篇幅所限,具体数据略),为便于对轨中控制图进行A、B、C分区,在此选择6个轨中静载值作为一组,12个轨下静载值作为一组,共50组数据。
2.3 计算均值和标准差
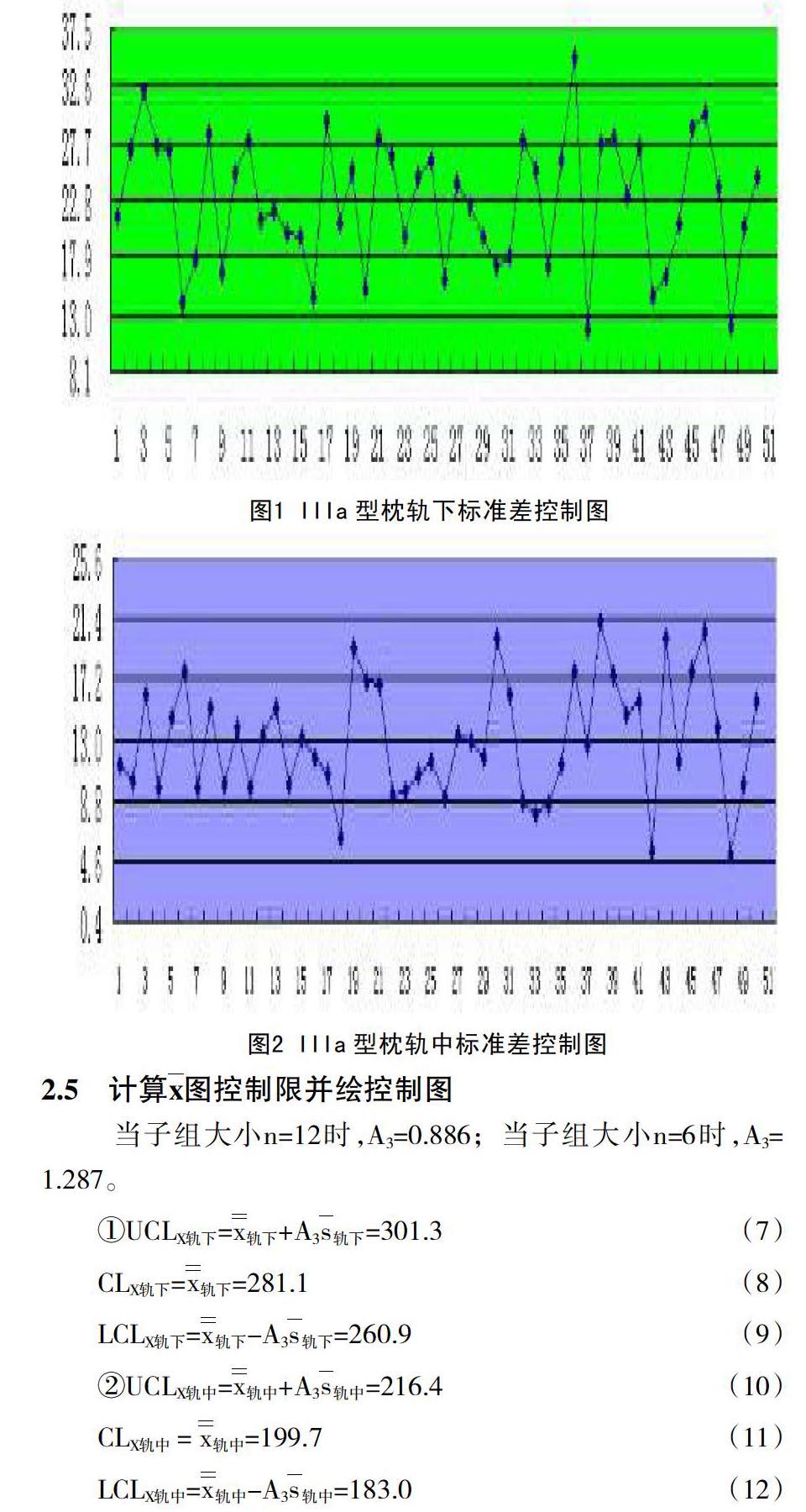
即轨下和轨中标准差控制图和均值控制图都符合判稳准则,没有一点符合判异准则,说明过程处于统计控制状态。
2.8 计算过程能力指数
已知IIIa型枕轨下静载值要求不小于210 kN,轨中静载值要求不小于162 kN,即TL轨下=210,TL轨中=162,而σ=/c4,当n=12时, c4轨下=0.9776, 当n=6时,c4轨中=0.9515,σ轨下和σ轨中分别为:
σ轨下=/c4轨下=23.3(25)
σ轨下=/c4轨下=13.3(26)
则轨下和轨中的过程能力指数分别为:
CPL轨下=(μ-TL轨下)/(3σ轨下)=1.02(27)
CPL轨下=(μ-TL轨下)/(3σ轨下)=0.94(28)
2.9 对CPL值评价
IIIa型枕的技术条件规定:在规定荷载作用下静停3 min,轨枕受拉区不出现肉眼可见裂纹者为该截面合格。本文所抽取的数据均是静停3 min后的冲载值,与通常意义上的技术公差下限有所不同,虽然从轨下和轨中的过程能力指数来看,CPL值均接近1,没有达到理想的大于1.33的水平[1],但由于轨枕技术要求的特殊性,加之轨枕产品本身是由10根预应力钢丝和高强混凝土结合成的非均匀性构件,自身离散程度大,技术部门研究后认为目前的过程能力完全能够满足设计的和顾客的要求,过程处于技术控制状态,不需进行调整。
2.10 延长控制线并进入监控阶段
上文建立的-s控制图,处于统计控制状态和技术控制状态,根据SPC理论,我们可以将-s控制图的控制线延长,进入监控阶段,对过程进行日常控制。
3 应用控制图进行日常控制
从2015年1月份开始,我们将IIIa型枕静载检测数据输入控制图中,开始对轨枕质量进行日常控制,下图是截止2015年12月份的静载检测数据绘制的控制图,如图3和图4所示。
4 对异常现象的实际分析
当我们绘出轨下均值控制图中第66点时,发现描点超出了下控制限,而轨下标准差控制图并无异常现象,相对应的轨中控制图的第62点也没有出现异常现象,技术部门对此进行了认真研究,认为第66点虽然符合判异准则1,但由于此前一直没有出现点子出界情况,也符合判稳准则中连续35个点子至多1个点子落在控制界限外的规定[2],可认为过程仍处于统计控制状态,为慎重决策,我们随后展开了对第66点的认真调查。
我们首先对以下几方面进行了认真检查:样品的取法是否随机,测量有无差错,数字的读取是否正确,计算有无错误,打点有无差错等。调查发现试验样品是从生产线中随机抽取的,不存在非随机现象;检验轨枕静载强度的静载试验机仍处于检定有效期内,没有超过有效期使用,静载试验机本身也无异常;试验机的冲载值是数显式的,检测结果能够直接读出,操作人员是有着5年工作经验的试验工,因此不存在读数不正确的现象;在计算方法上,我们又对试验数据进行了人工计算,结果与计算机所得结果相同;打点采取电脑自动打点办法,并无异常。通过以上调查,我们认为在数据检测及打点方面并无异常,应对生产过程中的其它方面展开调查。
我们对第66点所包含的6个班次进行了调查,分别调取了轨枕生产中的关键工序张拉、搅拌、振动和养护工序的生产记录。IIIa型枕的张拉工序采用电脑自动张拉系统,力值要求控制在415±5 kN范围内,我们调阅了张拉电子记录,结果张拉力值均在415±5 kN范围内,未发现异常;搅拌工序采用微机自动搅拌系统,技术要求水泥、减少剂的称量范围不超过±1%,其它原料不超过±2%,我们调取了搅拌电子记录,结果并未超出控制范围。振动工序采用变频振动方式,可对振动时间和频率进行自动控制,未发现异常。养护工序采用微机自动控制系统,要求有相应的静停时间、恒温时间、升降温速度和不超过最高温度,从养护曲线看,未发现异常。
从以上调查结果看,并未发现异常现象,因此,我们认为生产过程仍处于统计控制状态,不需进行调整。
5 结 语
通过-s控制图在中原某轨枕公司IIIa型枕上的应用,可以得出如下结论:
①对IIIa型枕来说,-s控制图总体是适用的,能够对生产过程起到监控作用。
②由于轨枕技术要求的特殊性以及混凝土轨枕产品本身的特殊性,计算过程能力指数CPL时采用的技术规范下限与通常意义上的规范下限有所不同,造成CPL值偏低,也即CPL值评价级别不太适应混凝土轨枕生产,对轨枕生产来说,CPL接近1时,已能够满足设计要求。
③利用控制图进行日常控制后,也存在着一定的局限性,如控制图中也绘出了“噪音”(各种误差)、控制图不能对工序的实际水平进行估计以及控制图确定显著原因的功能非常有限等等。
参考文献:
[1] 全国质量技术人员职业资格考试办公室.2014质量专业理论与实务(中级)[M].北京:中国人事出版社,2014.
[2] GB/T 4091-200,常规控制图[S].
猜你喜欢
山西建筑(2023年19期)2023-09-22
铁道标准设计(2023年2期)2023-02-18
铁道勘察(2022年5期)2022-09-21
北京交通大学学报(2021年6期)2022-01-22
同济大学学报(自然科学版)(2019年4期)2019-05-09
西南交通大学学报(2018年4期)2018-07-12
智能城市(2018年7期)2018-07-10
中国铁路(2017年6期)2017-09-03
湖南城市学院学报(自然科学版)(2016年2期)2016-12-01
机械工程师(2015年10期)2015-02-02
