
真空灌注层叠复合材料的制备及其力学性能研究
2016-07-20 03:37孔春凤康凌峰翁浦莹祝成炎
现代纺织技术 2016年4期
关键词:树脂
孔春凤,田 伟,b,康凌峰,翁浦莹,祝成炎,b
(浙江理工大学,a.现代纺织加工技术国家工程技术研究中心;b.先进纺织材料与制备技术教育部重点实验室,杭州 310018)
真空灌注层叠复合材料的制备及其力学性能研究
孔春凤a,田伟a,b,康凌峰a,翁浦莹a,祝成炎a,b
(浙江理工大学,a.现代纺织加工技术国家工程技术研究中心;b.先进纺织材料与制备技术教育部重点实验室,杭州310018)
摘要:采用真空灌注装置制备了多种层叠复合材料,讨论了不同树脂含量、不同种类增强材料对层叠复合材料成型工艺的影响,并测试了不同种类层叠复合材料的力学性能。试验结果表明:碳纤、玻纤、芳纶增强复合材料的真空灌注成型优良,高强聚乙烯UD布利用模压工艺可以改善成型质量;不同增强材料混叠的复合材料力学性能优于单一增强材料层叠的复合材料,碳纤、玻纤增强复合材料拉伸呈脆性断裂,芳纶、高强聚乙烯UD布增强复合材料拉伸呈韧性断裂。
关键词:真空灌注;层叠复合材料;树脂;固化时间;复合材料成型
真空灌注成型工艺主要依靠真空将树脂吸入灌注体系,对增强材料进行浸渍,并在室温的状态下对原料进行固化,从而形成纤维增强复合材料[1-2]。采用该成型工艺制备的复合材料孔隙率低、产品质量稳定、性能优良[3]。该成型工艺已在航空航天、兵器工业和工程防护等国民经济和国防建设领域得到了应用[4]。随着真空灌注成型技术的发展,复合材料制备成本大大降低,这种可以制备大型构件的低成本成型技术得到广泛地关注和应用[5],如:波音787等民用飞机上的机翼、机身地板、飞机副翼等复合材料大都采用真空灌注工艺制造[6];洛-马公司制造的三叉戟IID5弹道仪器的座舱段复合材料构件,也采用真空灌注成型技术一次整体成型,成本降低了75%[7]。
本文采用真空灌注工艺,利用增强材料高强、高模、质轻的特性和热固性树脂耐热性高、受压不易变形的特点,制备了不同种类的层叠复合材料,并进行力学性能测试,同时结合真空灌注复合材料的拉伸性能和形貌破坏情况,进一步研究了复合材料的力学性能和拉伸断裂破坏机理。
1实验
1.1实验材料与仪器
实验材料:真空灌注层叠复合材料的增强材料为芳纶平纹机织布、玻璃纤维平纹机织布、碳纤维平纹机织布、高强聚乙烯UD布,规格如表1所示。本文中G表示玻璃纤维平纹织物,K表示芳纶纤维平纹织物,T表示碳纤维平纹织物,U表示高强聚乙烯UD布。
表1增强材料规格
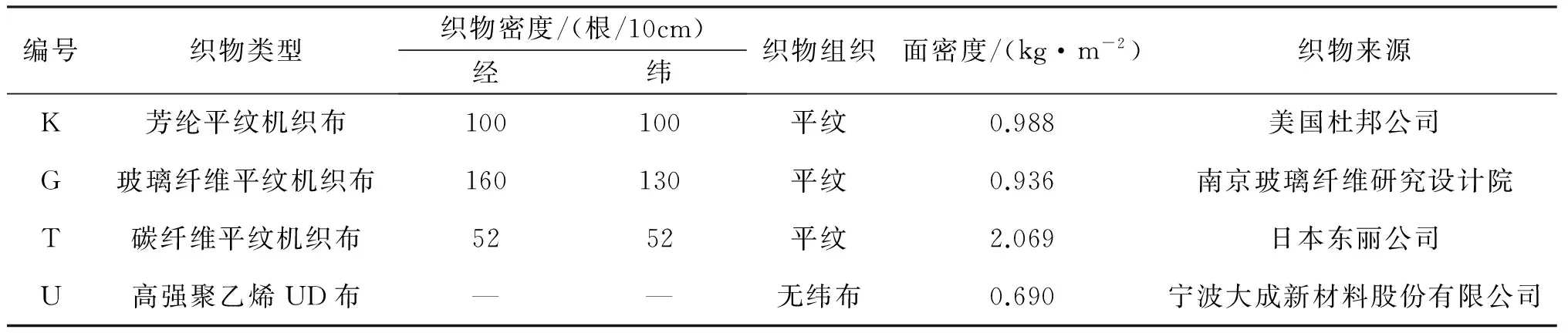
编号织物类型织物密度/(根/10cm)经纬织物组织面密度/(kg·m-2)织物来源K芳纶平纹机织布100100平纹0.988美国杜邦公司G玻璃纤维平纹机织布160130平纹0.936南京玻璃纤维研究设计院T碳纤维平纹机织布5252平纹2.069日本东丽公司U高强聚乙烯UD布——无纬布0.690宁波大成新材料股份有限公司
真空灌注层叠复合材料的树脂基体采用抗冲击性的双酚A环氧乙烯基酯879树脂(上海富晨化工有限公司),固化剂采用环烷酸钴(上海富晨化工有限公司),促进剂采用过氧化甲乙酮(上海富晨化工有限公司)。真空灌注装备材料为真空薄膜布、脱模布、导流布、导流管、密封胶(杭州米克化工有限公司)。
实验仪器:3D视频显微镜(美国科视达公司,KH-7700),真空泵(深圳市鼎鑫宜实验设备有限公司,2XZ-4B),微机控制电子万能试验机(济南试验机厂,WDW-E100),场发射扫描电镜(Carl Zeiss SMT Pte Ltd.,ULTRA55)。
1.2真空灌注复合材料的成型
真空灌注复合材料的成型设备采用实验室自制的一套真空装置,该装置结构示意如图1所示。为使制备的复合材料光滑平整,实验采用60cm×40cm的玻璃板作为复合材料固化的模具。首先将玻璃板平整地放置在实验操作台上,然后依次放置真空袋薄膜、导流布、脱模布、增强织物、脱模布、导流布、真空袋薄膜,同时在真空袋薄膜内放置树脂注入管和树脂输出管,最后将两层真空薄膜用密封胶粘结。其中脱模布采用易剥离的低孔隙率的纤维织物,导流管置于导流布的上方,导流布为高渗透率的介质[8]。真空泵将装置中抽气至负压状态(真空度-0.08MPa以下)时,可以进行真空灌注,树脂通过注入管进入整个体系,通过导流管引导树脂的流动方向,导流布使树脂分布到铺层的每个角落,最后灌注完成时将导流布、脱模布剥离,从而得到密实度较高的真空灌注层叠复合材料。
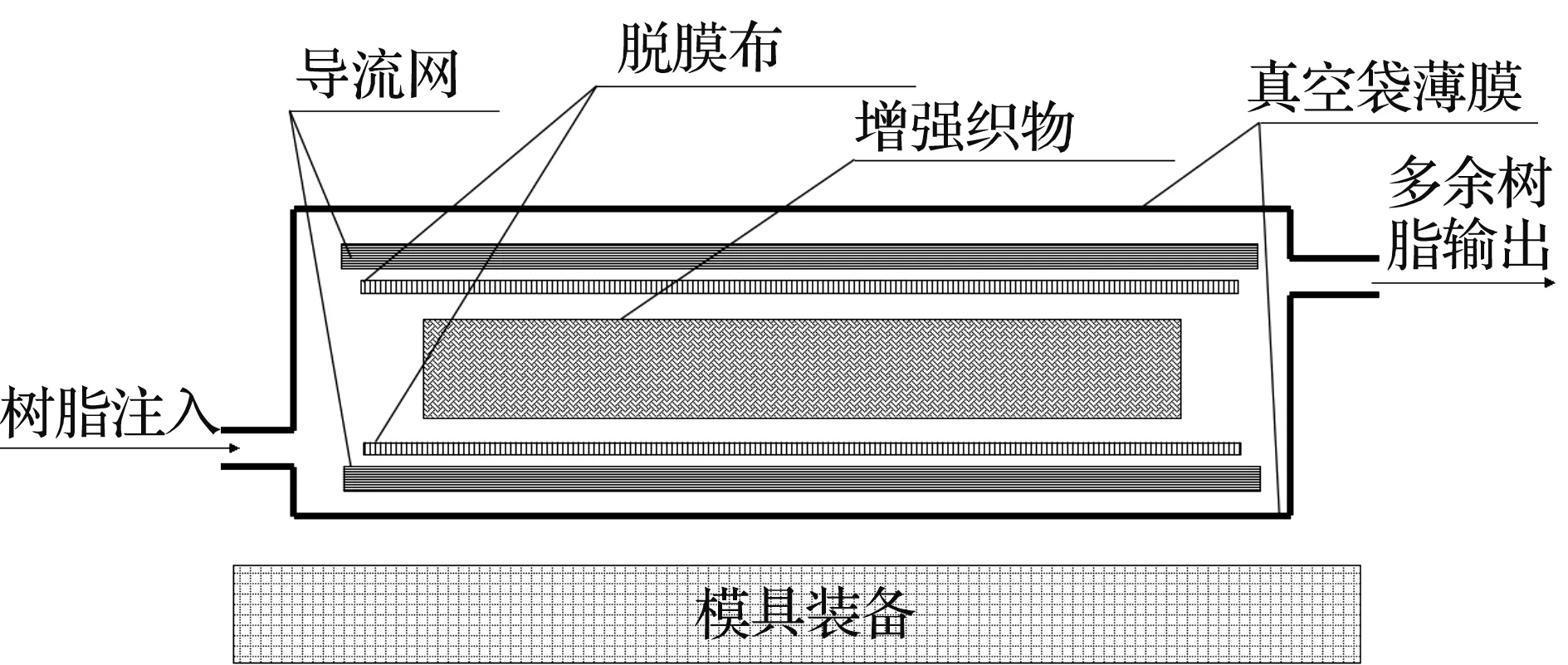
图1 真空灌注装置结构示意
1.3真空灌注复合材料的制备
本文以玻纤平纹机织物(G)、碳纤平纹机织物(T)、芳纶平纹机织物(K)、高强聚乙烯UD布(U)为增强材料,双酚A环氧乙烯基酯879为基体,采用真空灌注的方式复合成型,通过改变增强材料的铺叠方式制备七种不同的复合材料。其中四层层叠复合材料结构示意如图2所示,不同铺叠复合材料的参数如表2所示。
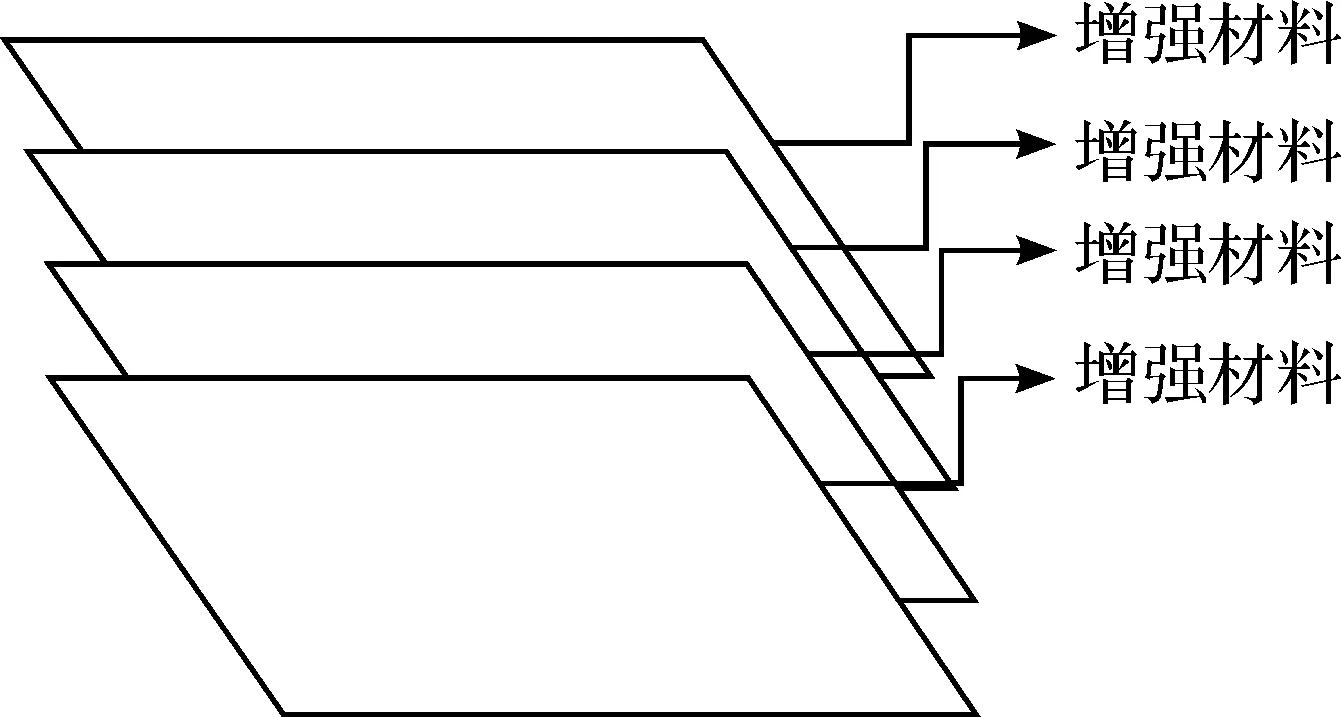
图2 层叠复合材料结构示意

铺层顺序层叠增强织物重量/g复合材料面积/(cm×cm)复合材料重量/g复合材料厚度/mmGGGG21.0417.5×17.657.411.81TTTT70.8417.3×17.2145.893.65KKKK28.7217.2×17.558.202.01UUUU25.417.5×17.831.561.98GGTT46.1217.6×17.4130.372.72TTKK48.2617.3×17.2128.622.75GTUK36.5017.5×17.894.812.35
1.4力学性能测试
将真空灌注层叠复合材料的试样裁剪成长度为250mm×25mm矩形长条,实验前将试样在温度(20±2)℃、相对湿度60%~70%的实验室标准条件下至少放置24h以备拉伸测试使用。真空灌注层叠复合材料力学性能测试方法按照GB/T1447—1998《玻璃纤维增强塑料拉伸性能试验方法》进行。
2结果与讨论
2.1固化剂用量对双酚A环氧乙烯基酯879固化时间影响
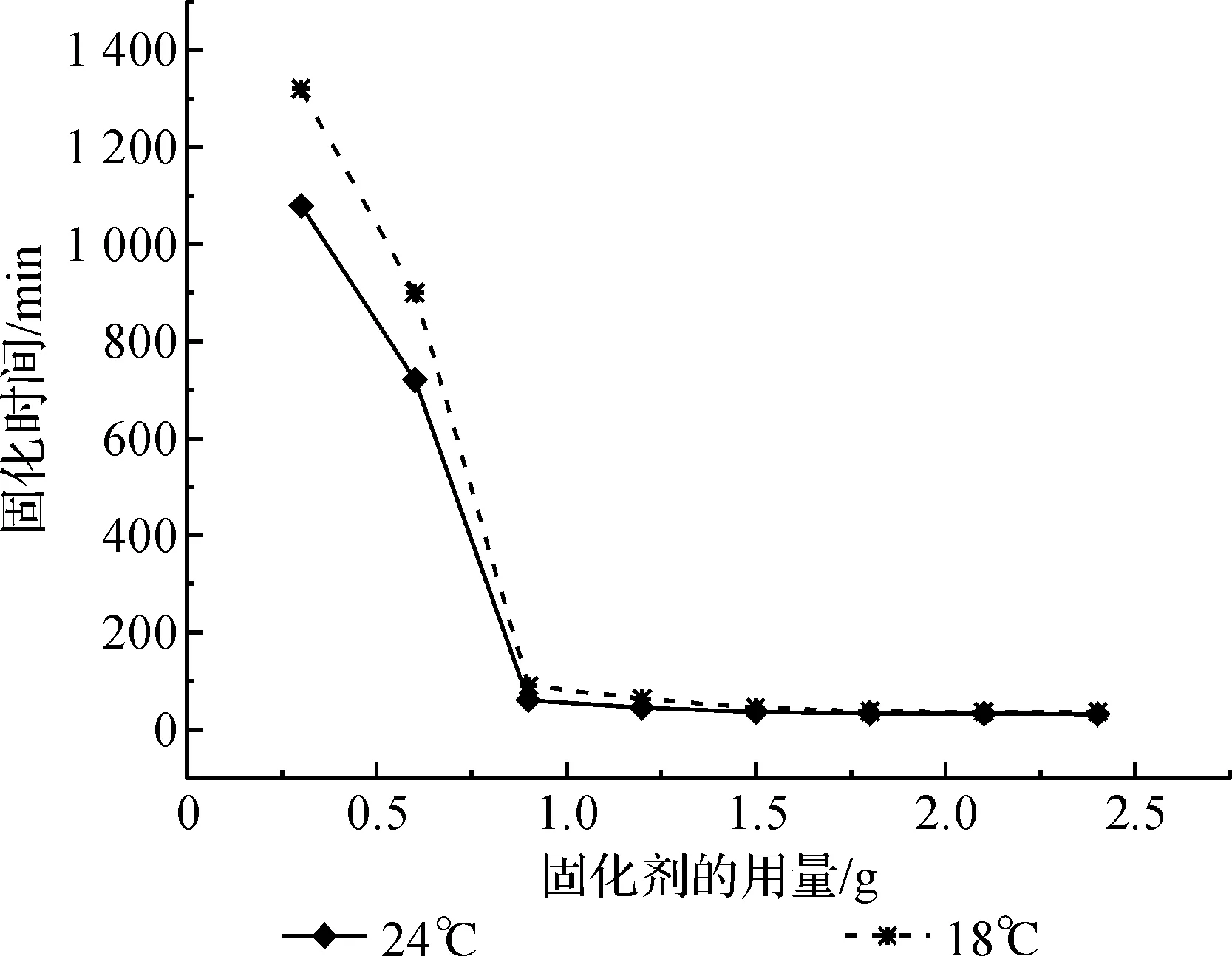
图3 温度和固化剂含量对固化时间的影响
在温度分别为18℃和24℃的条件下,取8组不同固化剂含量的复合材料进行实验,以得出固化时间,结果如图3所示。从图3可以看出,随着固化剂含量的增多或者实验室温度的增高,双酚A环氧乙烯基酯879的固化时间变短。在实验室温度为18℃,双酚A环氧乙烯基酯、促进剂、固化剂的质量比为100∶2∶1.8时,树脂的固化时间是36min,此时随着固化剂含量继续增加,树脂的固化时间基本保持不变。在实验室温度为24℃,双酚A环氧乙烯基酯、促进剂、固化剂的质量比为100∶2∶1.5时,树脂的固化时间为33min,此时随着固化剂含量继续增加,树脂的固化时间基本保持不变。这主要是因为:随着固化剂增加,固化剂分解产生的自由基也增多,加快了自由基聚合的反应速率,从而相对减少了树脂的固化时间;而当固化剂增加到一定量,自由基聚合的反应速率基本达到平衡,此时树脂的固化时间也会达到一个定值。
2.2真空灌注复合材料的表面形貌
真空灌注的层叠复合材料的表面形貌如图4所示,其中各子图为复合材料放大十倍的图像,子图右上角的图像为复合材料的原图。从双酚A型环氧乙烯基酯层叠复合材料的外观形貌可以看出,层叠复合材料表面平整光滑,层与层之间的粘合性较好,没有明显的分层现象。在光学显微镜下看到复合材料的表面树脂分布比较均匀,增强材料织物的组织点处被树脂完好填充。
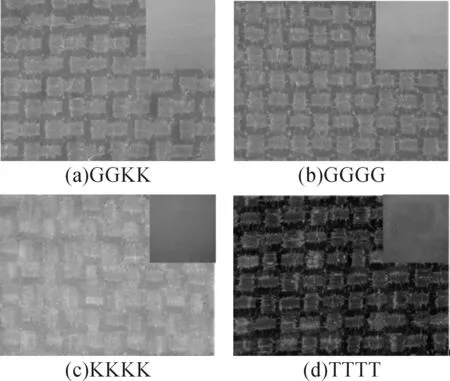
图4 复合材料的表面形貌
2.3真空灌注复合材料的树脂含量
随着板材面积、板材厚度的增加,增强材料的树脂用量增加,复合材料的重量和厚度都随之增加。复合材料的粘结层可分为纤维层、界面层和树脂层,复合材料中某方向的纤维含量越大,在该方向纤维的强度越大[9]。因此应提高纤维的含量来提高复合材料的强度,但实际上树脂含量过低会造成复合材料缺胶,使纤维粘结不牢,复合材料受力时就会发生界面破坏、界面脱胶。不同种类的真空灌注复合材料的树脂含量如图5所示。

图5 单位体积复合材料的树脂含量
从图5可以看出,不同的增强材料吸收双酚A环氧乙烯基酯的量差别较大,GGGG、TTTT、KKKK作为增强材料制成的复合材料单位体积树脂含量分别为0.6524、0.6910、0.4872g/cm3。GGKK、TTKK、GTUK作为增强材料制成的复合材料单位体积树脂含量分别为1.0114、0.9821、0.7966g/cm3,而UUUU作为增强材料制成的复合材料的单位体积树脂含量为0.0999g/cm3。芳纶、碳纤、玻纤增强双酚A环氧乙烯基酯的复合材料的树脂含量较多,由于芳纶、碳纤、玻纤分子量较小,可以将双酚A环氧乙烯基酯879很好地浸透到其纤维层间,提高复合材料层间的粘结力,从而使得该复合材料具有较高的机械强度,可以承受更高的外力冲击。而高强聚乙烯UD布增强双酚A环氧乙烯基酯复合材料的树脂含量较少,主要是因为高强聚乙烯的分子量很大,分子链中不含极性基团,而惰性的分子链不易与双酚A环氧乙烯基酯粘结,难以形成综合性能优良的复合材料。
2.4真空灌注复合材料的截面形态
真空灌注层叠复合材料纤维之间浸润性的好坏,在一定程度上影响复合材料的成型和界面之间的粘合性,界面对增强材料与基体之间的应力传递起着至关重要的作用,同时也影响复合材料在不同载荷作用下的力学性能和断裂方式[10]。真空灌注复合材料的截面形态如图6所示。
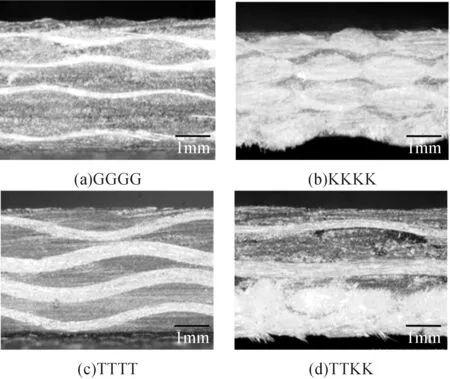
图6 复合材料的截面形态
从图6可以看出,双酚A环氧乙烯基酯树脂基芳纶、碳纤、玻纤层叠复合材料内部树脂分布比较均匀,纤维分散也比较均匀,树脂很好地浸润到了织物的层与层纤维之间。但是由于高强聚乙烯UD布纤维表面的惰性和非极性,使高强聚乙烯UD布在真空灌注过程中,层与层纤维之间的浸润程度不高,纤维与基体之间的界面粘结强度低,使制成的复合材料有少量的细小带状分界,造成截面结构上有细小分层情况,由于高强聚乙烯UD布的熔点为145~160℃,为了改善这种情况,将高强聚乙烯增强复合材料在真空灌注之后立即在150℃的条件下模压成型,此时高强聚乙烯UD布部分熔化,由于加压的作用,可以使树脂和纤维的结合更紧密,进而提高复合材料的层间接触浸润程度而改善成型质量。
2.5真空灌注复合材料力学性能
双酚A环氧乙烯基酯树脂基复合材料GGGG、TTTT、KKKK、UUUU、GGKK、TTKK、GTUK的拉伸断裂强度如图7所示。
从图7可以看出,四层高强聚乙烯层叠复合材料的拉伸强度最高,达到600.51MPa,四种增强材料层叠的GTUK复合材料的拉伸强度次之,为490.25MPa,而四层芳纶复合材料的断裂强度高于四层碳纤复合材料的断裂强度,四层碳纤复合材料的断裂强度高于四层玻璃纤维复合材料。并且玻纤芳纶层叠、碳纤芳纶层叠四层复合材料的断裂强度高于纯玻纤层叠四层复合材料及碳纤层叠四层复合材料,低于纯芳纶层叠四层复合材料。
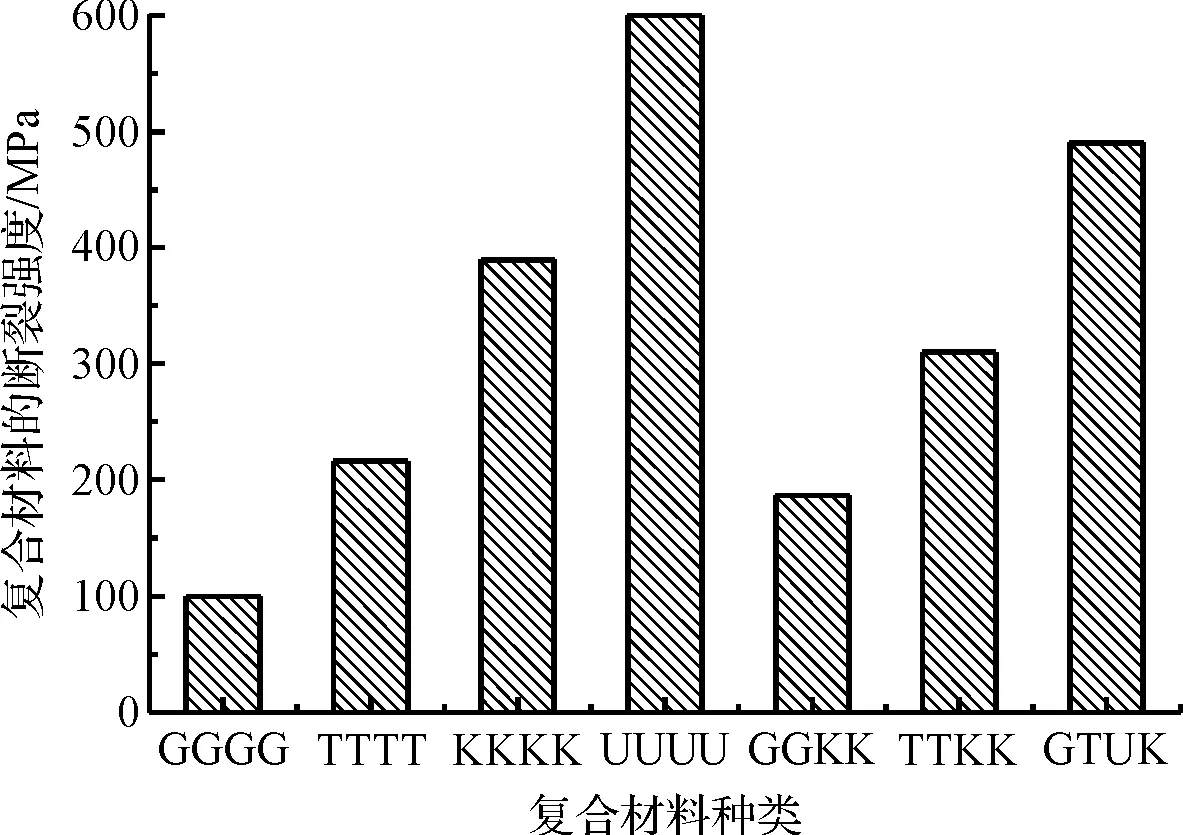
图7 复合材料的拉伸断裂强度
由于高强聚乙烯纤维玻璃化温度低、强度高、模量高,其增强复合材料断裂所需要的能量较大,所以断裂强度最高;而GTKU复合材料的断裂是分步的,在拉伸过程中发生层间滑移,首先是碳纤和玻纤增强材料拉伸断裂伸长率低则先断裂,芳纶增强复合材料在拉伸的过程中有一定的伸长率,随后断裂,高强聚乙烯UD布的断裂强度比较高,最后被拉断;芳纶增强复合材料韧性较好,拉伸断裂后横截面处被拔出的纤维长而弯曲;GGKK、TTKK复合材料的拉伸断裂强度比纯GGGG、TTTT复合材料的拉伸断裂高,主要是由于碳纤、玻纤增强材料在性能上互相取长补短,产生协同效应,使复合材料的力学性能优于任一种单一复合材料。碳纤和玻纤增强层叠复合材料的断裂面比较整齐,断裂面处纤维断头比较短而且直。
2.6真空灌注复合材料拉伸断裂面
两种真空灌注复合材料的拉伸断裂面的电镜形态如图8所示。双酚A环氧乙烯基酯树脂基复合材料受到拉伸作用时,增强材料承担大部分的应力。图8(a)所示的芳纶增强层叠复合材料,在拉伸作用力下,纤维拉伸断裂后从树脂基体中被拔出,形成束状,粘附有少量树脂基体,纤维分散开来,层和层之间也产生了滑移,被切断的纤维层在拉力作用下形成参差不齐的台阶状断裂形貌。图8(b)所示的玻纤增强树脂基复合材料,在受到拉应力作用后,绝大部分的纤维和树脂同时断裂,纤维在树脂内部的分散比较均匀,纤维周围粘附有大量的树脂基体,断裂面比较粗糙而且整齐,层与层之间基本粘合完好,被切断的纤维层在拉力作用下形成整齐一致的断裂形貌。

图8 复合材料的断裂截面电镜图
3结论
通过对不同种类真空灌注层叠复合材料的成型质量和力学性能研究,得出以下结论:
a) 层叠复合材料的种类和层叠类型对真空灌注复合材料的力学性能具有非常重要的影响。
b) 层叠复合材料的拉伸断裂后的破坏形式可归纳为两种基本类型:高强聚乙烯UD布和芳纶织物增强复合材料呈现韧性断裂,碳纤、玻纤增强复合材料呈现脆性断裂。
c) 对于层叠增强复合材料,双酚A环氧乙烯基酯879增强芳纶、碳纤、玻纤的复合材料成型优良,纤维浸润性高。
d) 高强聚乙烯UD布增强复合材料在真空灌注之后立即在150℃的条件下模压成型,此时高强聚乙烯UD布部分熔化,可以改善高强聚乙烯纤维增强复合材料的成型质量。
e) 随着增强材料的不同,层叠复合材料的拉伸断裂强度大小为:高强聚乙烯UD布增强复合材料>芳纶增强复合材料>碳纤增强复合材料>玻纤增强复合材料,不同增强材料的混叠可以大大提高复合材料的拉伸断裂性能,起到协同增强效应。
参考文献:
[1] 于然,白龙斌,张彦飞,等.环氧树脂/玻纤复合材料VIPR成型工艺研究[J].工程塑料应用,2015,41(6):58-61.
[2] RICCIARDI M R, ANTONUCCI V, DURANTE M, et al. A new cost-saving vacuum infusion process for fiber-reinforced composites: pulsed infusion[J]. Journal of Composite Materials, 2014,48(11):1365-1373.
[3] ZHANG K, GU Y, ZHANG Z. Effect of rapid curing process on the properties of carbon fiber/epoxy composite fabricated using vacuum assisted resin infusion molding[J]. Materials & Design, 2014,54:624-631.
[4] ABRATE S. Impact on laminated composite materials[J].Applied Mechanics Reviews, 1991,44(4):155-189.
[5] 罗鹏,高兰宁,李贤德,等.真空灌注低成本成型工艺及其应用研究[J].玻璃纤维,2014(1):32-35.
[6] 肖飞,姜茂川,刘强,等.复合材料副翼典型结构件的VARI工艺模拟及试验验证[J].航空材料学报,2015,35(3):69-76.
[7]苏峰,于洋,于柏峰.真空辅助树脂灌注工艺的创新性改进[J].纤维复合材料,2010,27(1):18-20.
[8] 李传胜,周利峰,张锦南.真空灌注成型工艺及其影响因素的探讨[J].玻璃钢,2005(4):7-10.
[9] 彭公秋,杨进军,曹正华,等.碳纤维增强树脂基复合材料的界面[J].材料导报,2011,25(7):1-4.
[10]李仲平,卢子兴,冯志海,等.三维五向碳/酚醛编织复合材料的拉伸性能及破坏机理[J].航空学报,2007,28(4):869-873.
(责任编辑:康锋)
Study on Preparation and Mechanical Properties of Layered Composite Materials with Vacuum Infusion
KONGChunfenga,TIANWeia,b,KANGLingfenga,WENGPuyinga,ZHUChengyana,b
(a. National Engineering Research Center of Modern Textile Processing Technology; b.Key Laboratory of Advanced Textile Materials and Manufacturing Technology, Ministry of Education, Zhejiang Sci-Tech University, Hangzhou 310018, China)
Abstract:This study prepares multiple layered composite materials with vacuum infusion device, discusses the influence of different kinds of reinforcing materials with different resin content on molding process of layered composite materials and tests mechanical property of different kinds of layered composite materials. The test result shows that vacuum infusion molding of reinforced composite of carbon fiber, glass fiber and aramid fiber is good and molding process for high-strength polyethylene UD cloth can improve molding quality. Composites of different mixed reinforced materials have better mechanical property than composites of single reinforced material. Reinforced composite materials of carbon fiber and glass fiber have brittle fracture of tension and reinforced composite materials of aramid fiber and high-strength polyethylene UD cloth have ductile fracture of tension.
Key words:vacuum infusion; laminated composite; resin; curing time; composite molding
收稿日期:2015-08-19
基金项目:浙江省国际科技合作专项(合作研究)项目(2012C24013);浙江理工大学学院科创项目(2015XSKY33);浙江理工大学研究生创新研究项目(11110032481408)
作者简介:孔春风(1990-),女,河南商丘人,硕士研究生,主要从事复合材料方面的研究。 通信作者:田伟,E-mail:tianwei_zstu@126.com
中图分类号:V258
文献标志码:A
文章编号:1009-265X(2016)04-0012-05
猜你喜欢
山东陶瓷(2021年5期)2022-01-17
阅读(快乐英语高年级)(2021年11期)2021-03-08
云南化工(2020年11期)2021-01-14
石材(2020年6期)2020-08-24
中国民族美术(2020年3期)2020-05-07
中国盐业(2018年18期)2019-01-14
读者·校园版(2018年5期)2018-02-08
科学与财富(2017年22期)2017-09-10
中国塑料(2017年2期)2017-05-17
汽车零部件(2015年1期)2015-12-05
