高层钢结构中管柱的制造工艺
2016-08-09 02:18魏建峰
大科技 2016年31期
魏建峰
高层钢结构中管柱的制造工艺
魏建峰
(中国五冶集团有限公司 四川成都 610063)
钢结构因其本身所具有的的自重轻、强度高、施工快等优点,与钢筋混凝土结构相比,更具有在"高、大、轻"三个方面发展的独特优势,并且钢结构建筑取材对环境破坏小,造型美观,抗震性能好,工业化程度高,再次钢结构材料属于环保和可再次利用的材料,已越来越受到建筑者的青睐,随着国家经济建设的快速发展钢结构在大跨度空间结构、高层、超高层、场馆等领域中应用不断扩大。中海超高层D栋和I栋就是钢框架加混凝土核芯筒的组合结构,其混凝土核芯筒外围钢框架结构主要包括钢柱和钢梁两大部分,其中钢柱主要是管式钢柱,这些钢柱构件制造工艺复杂,精度要求高,是此类建筑中的核心构件。
1 管柱的结构特点
管柱主要圆管和牛腿两部分组成,如图1所示。
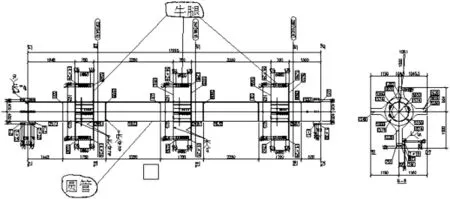
图1 管柱组成图示
钢管柱内设环板加劲,采用全熔透焊;钢管外牛腿装配精度要求高,且牛腿与管柱壁采用全熔透焊接。
2 装配制作工艺要求
2.1 管柱、小件的下料
(1)管柱主料下料按照排版图将管柱长度加20mm余料下料,长度方向厂内对接的管柱两端开20~25°坡口,现场对接段管柱上端不开坡口,下端开45°坡口;
(2)小件按照图纸要求和小件外形允许尺寸偏差下料;内环板和外环板采用数控下料,且内环板和外环板下料一般为四合一,对接坡口开20~25°;
(3)小件钻孔依照孔群自由端为基准钻孔。
2.2 卷管、接长
(1)卷管、接长前应认真熟悉施工图。并对上道工序的构件进行检查验收。不合格的构件退回上道工序作返工处理。
(2)卷管采用水平下调式三辊卷板机(W11X-60×3200)卷管,卷管允许偏差按照偏差表执行。
(3)钢管的纵横焊缝在专用转胎上进行焊接,钢管的纵横焊缝打底可采用二保焊焊接,盖面必须采用埋弧焊焊接。
(4)钢管柱长度方向的拼接,其对接焊缝加垫板V型坡口熔透焊。坡口单边控制在20~250,钝边留 2mm,间隙留5mm,垫板采用 4×40,坡口采用磁力切割机进行切割,如图2所示。

图2 管柱接长图示
(5)钢管接长后的焊接在专用胎具上用悬臂自动焊或半自动埋弧焊进行焊接。操作人员由经考试合格并持有关部门颁发的具有相应合格项目的焊工,严格按焊接工艺施焊并做好焊接参数记录。焊完后应检查焊缝外观,补磨缺陷清除杂质,自检合格后在钢管端部距焊缝50mm处打上施焊者的钢印(见表1)。
(6)钢管柱接长后应在钢管的上下端用样冲打上钢管的十字纵横轴线,以便于节点板的螺栓孔、牛腿、筋板等准确定位。钢管柱的总长度不能偏负,长度应控制在正偏差0~3mm以内。

表1 钢管卷制、接长允许偏差表
(7)不同厚度的钢板对接,当其厚度超过4mm时,应将较厚板的一面或两面加工成斜坡,其坡度为1:2.5,见图3。

图3 不等厚钢板对接连接详图
2.3 牛腿拼装
(1)牛腿四合一拼接:在将外环板零件四合一组拼成环板时,要求组拼成的环板内圆直径不得大于柱管理论外径10mm,同时要求环板零件组拼间隙不得大于10mm;

图4 牛腿四合一拼接图示
(2)外环板组拼,必须在平整的组装面上进行,在组装平台上将内圆圆心、内圆轮廓线、各牛腿翼缘中线等控制线全部1:1放样划线,并打样冲点标记。外环板组拼前,同样必须将牛腿翼缘中心线划线并样冲点标记,环板组拼时,将牛腿翼缘中线与地胎大样中线必须重合,同时控制组拼内圆直径与地胎样吻合(如图5所示);
(3)牛腿环板拼接后,对接焊缝焊接加引弧板,焊接完成后校平;
(4)装牛腿:按照图纸要求将拼好的环板上牛腿腹板、劲板的定位线画出后,将腹板、劲板等装配好(如图6所示)。

图5

图6
2.4 管柱装配
(1)装配的管柱必须在封头板装配后,将构件进行端铣,保证构件的长度,装配依据端铣面进行定位;
(2)管外壁划线、定位点:在拼装牛腿前,必须事先在管外壁上将十字中线、牛腿环板定位线划出,并将这些线打样冲点标记,同时区分标注A、B、C、D四条十字中线(定位线),图7所示。

图7 管壁定位点示意图
(3)吊装耳板的拼装,其板厚中线应当与管外壁的十字中线重合,其偏差不得超过2mm,如图7的2大样所示;
(4)牛腿装配
①由于卷管存在圆度偏差,为了确保柱牛腿安装质量,严格控制牛腿腹板孔到管中心尺寸L2偏差符合要求,在拼装牛腿时,不允许以牛腿孔距管皮尺寸来定位牛腿。如图8所示,要求在管柱两端分别用角钢设置十字架,在十字架上定出管中心,严格以管中心点为基准点向外量取尺寸。
②为了控制好尺寸L2,在两端的角钢十字架上崩线(图8所示),通过控制牛腿孔距崩线尺寸L1相等来控制牛腿孔到管中心距离。通过该崩线,同时可以检查牛腿定位偏差尺寸大小。

图8 装配牛腿定位示意图
(5)牛腿腹板拼装前,必须复核孔距尺寸,明确哪边靠近上翼缘,哪边靠近下翼缘。坚决杜绝牛腿腹板装返情况发生,图9所示,牛腿腹板装反(见图9)。
3 焊接工艺要求
(1)钢管柱内、外环板焊接要求(如图10所示);
(2)与钢柱牛腿翼缘对接的连接板,设计图标注为CP焊缝(坡口全熔透焊缝),要求进行超声波探伤检查,图11所示;劲板必须开坡口,保证焊接合格;
(3)钢柱牛腿端部与腹板焊接的两加劲板,设计图标注为单边坡口焊缝,如图12所示。

图9 牛腿腹板装配示意图

图10

图11 牛腿翼缘板焊接示意图

图12 牛腿腹板上劲板焊接示意图
4 结论
钢结构由于其“高、大、轻”三个方面发展的独特优势,在建筑领域中得到了广泛的使用。以上所介绍的钢管柱的制造工艺是经过实践验证的成熟技术,可供生产同类钢结构构件时参考借鉴。
[1]杨秀雷.超高层钢结构建筑圆管柱的制作技术探讨[J].青岛理工大学学报,2009,30(2):135~138.
[2]姜殿忠,何志涛,张发荣,等.多层多方向斜向托座复杂圆管柱制作工艺[J].建筑技术,2015,46(7):601~604.
[3]杜大林,徐惠如,王鹏,等.超高层建筑钢结构安装定位技术[J].上海建设科技,2014(5).
TU391
A
1004-7344(2016)31-0216-02
2016-10-19
魏建峰(1985-),男,工程师,本科,主要从事钢构制作等相关工作。
猜你喜欢
上海大中型电机(2021年2期)2021-07-21
建筑施工(2020年4期)2020-08-07
上海大中型电机(2020年1期)2020-03-27
中华建设(2019年7期)2019-08-27
安徽建筑(2019年4期)2019-05-09
上海公路(2018年4期)2018-03-21
科学与财富(2017年35期)2018-01-29
河南科技(2017年3期)2017-04-15
安徽建筑(2016年4期)2016-11-10
应用声学(2015年5期)2015-10-28