
YP13装封箱机适应循环利用烟箱的优化改进
2016-08-24 06:36何权湖南中烟工业有限责任公司长沙卷烟厂
海峡科技与产业 2016年1期
何权 湖南中烟工业有限责任公司长沙卷烟厂
YP13装封箱机适应循环利用烟箱的优化改进
何权 湖南中烟工业有限责任公司长沙卷烟厂
循环利用烟箱本体、大压盖折线部位软化变形严重,在YP13装封箱机上无法使用。为此,对装封箱机工艺流程中不适应循环利用烟箱的因素进行了分析,采用预防维修的方法提出了相应的优化方案。应用效果表明,循环利用烟箱可以使用4次,解决了YP13装封箱机不能循环利用烟箱的问题。
软化变形;循环利用烟箱;装封箱机;支撑;气缸矫正装置;
1 引言
国家烟草专卖局国烟办[2013]249号文件明确要求,在行业工商企业间开展卷烟包装箱循环利用工作。YP13装封箱机[1]为新烟箱设计,没有烟箱本体、大压盖折线部位软化变形后的支撑、检测和矫正装置,而循环利用烟箱在重复使用后,烟箱本体、大压盖折线部位软化变形严重,无法使用。循环利用烟箱在烟草行业处于探索阶段,目前还没有文献表明已有他人对循环利用烟箱进行过相关研究或改进。为此,本文通过对YP13装封箱机不能使用循环利用烟箱的原因进行研究和分析,依据电气设备状态监测理论[2-3],设计了一套支撑、检测和矫正的优化方案,以期解决YP13装封箱机不能使用循环利用烟箱的问题。
2 存在问题及原因分析
YP13装封箱机工艺流程简介:烟箱库输送皮带将烟箱输送到待吸取工位,吸臂旋转到烟箱待吸取工位后,控制吸盘吸取烟箱并送到装箱工位,小压盖折叠后开始烟条装箱。装满烟条后,主推盒模将烟箱向副推板开始位置推送,同时侧压条将大压盖逐步向烟箱贴近,到达副推板开始位置后,侧压板动作将大压盖完全压到烟箱上,然后副推板将烟箱向胶带封箱工位推送,等待5秒后,进入胶带封箱工位进行封箱,装封箱工艺流程见图1。
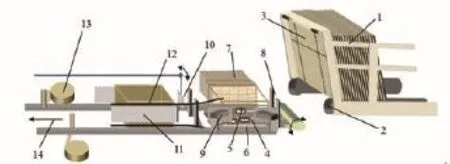
图1 装封箱机工艺流程示意图
YP13装封箱机设计为使用新烟箱,没有配套烟箱软化变形后的支撑、检测和矫正装置。循环利用烟箱本体、大压盖折线部位软化变形严重,不能正常使用,分析原因主要是:①没有配套安装烟箱库待吸取工位支撑辊,造成软化后的烟箱容易掉落;②没有支撑及检测器对大压盖状态进行支撑和控制,烟箱向下一个工位推送时,大压盖下垂接触到烟箱小压盖折叠器造成烟箱阻塞;③烟箱向胶带封箱工位推送时,平面型侧压板和烟箱之间摩擦力过大,加剧烟箱软化变形;④没有配套封箱工位前的烟箱矫正装置,烟箱以不方正状态进入胶带封箱工位,造成封箱胶带歪斜的质量缺陷。
3 改进方法
对装封箱机的工艺流程上的相关部位进行优化改进,配套增加烟箱软化变形后的支撑、检测和气缸矫正装置,改进后装封箱机工艺流程见图2。

图2 改进后装封箱机工艺流程示意图
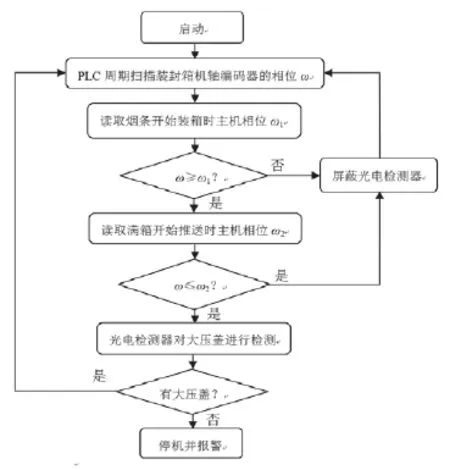
图3 光电检测器控制流程图
(1)在烟箱库增加待吸取工位可调节支撑辊,防止烟箱掉落,见图2。在烟箱库待吸取工位的支架上部增加一个可调节支撑辊,同时在两侧支架上各增加两个可调节支撑辊,根据烟箱尺寸和软化变形程度进行相应调整,5个可调节支撑辊对烟箱进行辅助支撑,确保烟箱能够稳定在待吸取工位,有效地解决了烟箱掉落的问题。
(2)设计安装大压盖支撑及光电检测器[4],见图2。设计控制电路[5]和控制程序,利用YP13装封箱机现有的西门子PLC[6-7]、PROFIBUS现场总线[8-9]及工控机,进行系统集成。烟箱到达烟条装箱工位后,新增加的支撑对烟箱上部的大压盖进行支撑,同时光电检测器对大压盖是否到位进行检测,见图2,不到位就立即触发停机,光电检测器控制流程见图3,解决了大压盖下垂接触到烟箱小压盖折叠器造成的烟箱阻塞问题。
(3)设计安装辊子型侧压板,降低烟箱软化变形。推板将烟箱向胶带封箱工位推送的过程中,侧压板将大压盖向烟箱本体压紧并保持。由于侧压板为平板设计,在烟箱移动过程中产生较大的滑动摩擦力,加剧了烟箱的软化变形。平面型侧压板改进为辊子型后,原来的滑动摩擦转变为滚动摩擦,有效地降低了机器对烟箱造成的软化变形,见图2。
(4)设计安装胶带封箱工位气缸矫正装置[10],确保烟箱外形方正。在胶带封箱工位前,设计增加2个气缸,驱动2个矫正板,配合烟箱副推板,在5秒的等待时间内从烟箱左右两侧对烟箱进行矫正,见图2,烟箱以方正状态进入胶带封箱工位,解决了封箱胶带歪斜的质量缺陷。
4 改进效果
完成改造后,有效地解决了YP13装封箱机不能循环利用烟箱的问题。在12台YP13装封箱机上推广应用的效果表明,循环利用烟箱可以使用4次,效果良好。
[1] 东方机器制造(昆明)有限公司.YP13装封箱机技术手册[G].2006-06.
[2] 谢林军,安靖,高洁等.PASSIM卷接机组新型电控系统的设计与实现[J].烟草科技,2009(4):25-26+29.
[3] 李晓峰,张军平,张胜利,刘正先.B1包装机组废烟剔除输送电控系统的改进[J].烟草科技,2011(4):27-28.
[4] 徐伟民,田青,王军.光电技术在烟机检测上的应用[J].烟草科技,2002(4):12-13.
[5] 潘峰.工厂自动化物流控制系统的设计[J].电气时代,2008(5):9-11.
[6] 崔坚.西门子S7可编程序控制器STEP7编程指南[M].北京:机械工业出版社,2007.
[7] 朱伯生.PLC编程理论、算法及技巧[M].北京:机械工业出版社,2009.
[8] 斯可克.现场总线的现状和发展[J].中国自动化博览会,2000,(12).
[9] 周明.现场总线控制[M].北京:中国电力出版社,2002.
[10] 陈培生,杨晓勇.YP11自动装封箱机胶带纸粘贴外观质量的改进[J].烟草科技,2011(2):23-24.
何权(1970—),硕士,工程师,主要从事设备管理和技术改造工作。
猜你喜欢
物流技术与应用(2022年11期)2022-12-01
现代制造技术与装备(2022年5期)2022-07-22
机械工程与自动化(2022年3期)2022-06-24
中国设备工程(2022年2期)2022-02-10
人民周刊(2021年3期)2021-03-08
机械工程师(2020年7期)2020-08-01
科学与信息化(2020年36期)2020-01-04
科学与财富(2019年23期)2019-10-21
设备管理与维修(2017年10期)2018-01-03
戏剧之家(2017年12期)2017-07-17
