
细规格高强度制绳用碳素钢丝的试生产
2016-09-05 06:19杨志强天津冶金集团中兴盛达钢业有限公司天津301600
天津冶金 2016年2期
杨志强(天津冶金集团中兴盛达钢业有限公司,天津301600)
细规格高强度制绳用碳素钢丝的试生产
杨志强
(天津冶金集团中兴盛达钢业有限公司,天津301600)
为生产出直径为0.50~0.80 mm细规格高强度制绳用碳素钢丝,以80#钢∮5.5mm盘条为原料,利用公司现有设备,进行工艺流程和工艺参数设计。经检测,钢丝强度达到2 400~2 800 MPa,高于YB/T5343—2015《制绳用钢丝》中钢丝1 960 MPa强度级的范围,且钢丝韧性指标扭转值和弯曲值未降低,使细规格钢丝的强度与韧性指标均维持在较高水平,满足了生产高强度高疲劳性能钢丝绳对钢丝的性能要求。
细规格钢丝;高强度;制绳;碳素钢丝
1 引言
近期我公司接到客户高强度光面钢丝产品的试制订单,两个规格Φ0.50 mm和Φ0.80 mm。客户标准要求:P0.5=2 400~2 750 MPa;P0.80=2 310~2 560 MPa;要求钢丝强度均匀,不允许有焊接点,涨圈≥300 mm,翘起≤20 mm。钢丝扭转值及弯曲值不低于YB/T5343—2015《制绳用钢丝》中对应规格的标准要求。
2 原料选择
根据客户要求的钢丝规格及强度范围,经过理论计算,要想达到客户要求,所选用的钢种必须为含碳量较高优质碳素结构钢,且要满足钢丝经过拉拔后有较好的韧性值,就必须使钢丝有较大的总压缩率和合理的部分压缩率[1]。同时,使用高碳钢盘条生产的高性能钢丝,由于中间过程采用铅淬火工艺,使钢丝在热处理后获得较为细小、均匀的索氏体组织,从而获得良好的拉拔性能,经过冷拉拔变形和捻制等过程生产出高性能的钢丝绳[2]。因而,通过综合考虑,并结合公司现有设备能力,决定选取天津荣程钢铁有限公司生产的80#优质碳素结构钢∮5.5 mm盘条进行投料生产。盘条初始强度:1 130 MPa,成分见表1。
盘条成分执行GB/T4354-2008《优质碳素钢热轧盘条》要求。
投料前,检测中心对原料盘条中非金属夹杂物、脱碳层、表面质量等项目做了检测,均符合国标要求。
3 生产流程设计
由于Φ5.5 mm直拔∮0.50 mm和∮0.80 mm钢丝总压缩率分别达到了99.2%和97.9%,已远远超出现有设备能力范畴,且盘条在拉拔过程中会由于冷塑性变形产生的加工硬化现象的积聚而发生断裂。故,在实际生产流程设计时,采用两次拉拔加一次中间热处理的工艺流程较为合理,即:
原料(盘条)→检、试验→酸洗、磷化→一次拉丝→检、试验→在线热处理酸洗磷化→二次拉丝→检、试验→包装→入库。

表1 荣钢80#盘条成分与标准对比 /%
但由于考虑到火线强度要求和道次排布及压缩率受拉丝机型号限制等因素,故对火线做预处理,即:2.0 mm→1.80 mm,3.0 mm→2.60 mm,由17#拉丝机(LZ 4/600)完成,之后进行正式二次拉丝。
具体生产过程如下:
Φ5.5mm(拉丝)→Φ2.0 mm(热处理)→Φ1.80 mm(拉丝)→Φ0.50 mm(拉丝)
Φ5.5 mm(拉丝)→Φ3.0 mm(热处理)→Φ2.60 mm(拉丝)→Φ0.80 mm(拉丝)
4 实际生产
4.1 一次拉丝
见表2,见图1图2。

表2 拉丝机型号及一次拉丝工艺排布

图1 拉拔2.0 mm钢丝的道次压缩率曲线图
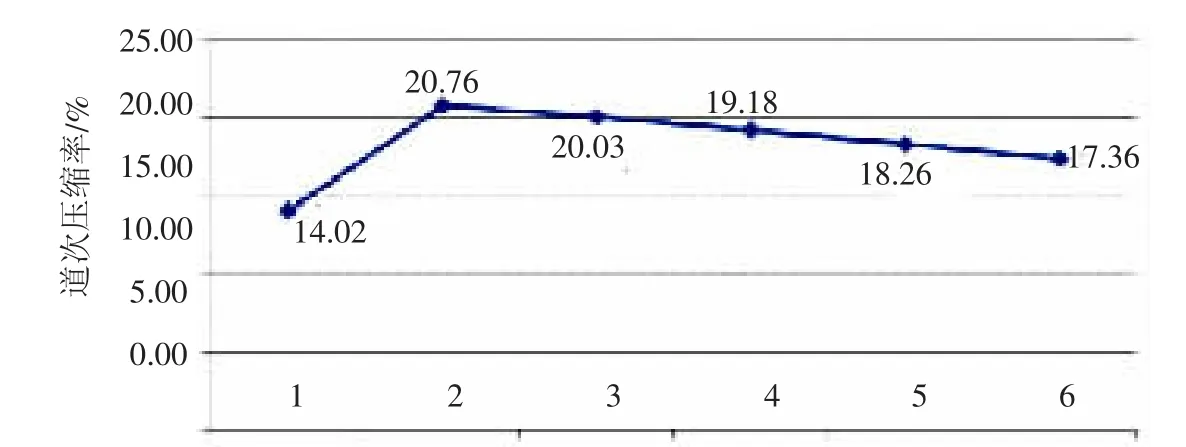
图2 拉拔3.0 mm钢丝的道次压缩率曲线图

按照以上工艺及生产流程进行实际试生产,并根据抗拉强度计算的经验公式[3],对比理论强化系数与实际强化系数的差别:式中,Rn为拉拔后钢丝的抗拉强度,MPa;k为与拉拔条件(润滑、冷却)有关的强化系数;R0为盘条的原始抗拉强度,MPa;d0为盘条拉拔前的直径,mm;dn为拉拔后钢丝的直径,mm。
由以上公式可计算得到:
光线理论强度:P2.0,理论=(5.5÷2)1/2×1 130=1 874 MPa(强化系数K=1);
总压缩率:L2.0=86.8%,道次平均压缩率:L2.0= 20.1
P3.0,理论=(5.5÷3)1/2×1 130=1 530 MPa(强化系数k=1);
总压缩率:L3.0=70.2%,道次平均压缩率:L3.0= 18.3%;
光线实际强度:
6#:P2.0,实际=1 968 MPa(线径2.01 mm),实际强化系数k=1.05;
6#:P3.0,实际=1 806 MPa(线径2.99mm),实际强化系数k=1.18。
光线强化系数与原料成分、拉丝机型号、工艺设定、拉拔冷却状况、车速等因素有关,只做参考。
4.2 钢丝热处理
由客户要求标准强度反推,可得到要想满足要求,热处理后钢丝的强度就必须达到1 280 MPa,且晶粒度细密,索失体化率要达到98%。故根据钢丝热处理原理,设定热处理工艺,炉温:930~980℃之间(四段连续加热),铅温550~570℃,车速V2.0= 35 m/min(DV=70),V3.0=18 m/min(DV=54)。
热处理后钢丝强度:P2.0,热=1 344 MPa(实际线径1.99 mm);
P3.0,热=1 294 MPa(实际线径2.99 mm);
金相组织状况较好,晶粒较细密,索氏体化率均达到99%以上,见图3、图4。
4.3 二次拉丝
由于道次及压缩率排布受拉丝机型号限制,故对火线做预处理,2.0→1.80 mm,3.0→2.60 mm,由17#拉丝机(LZ 4/600)完成,之后进行正式二次拉丝。P1.8,光=1 418MPa,P2.60,光=1 390 MPa,见表3,图5、图6。

图3 2.0 mm钢丝热处理后的金相组织图X500

图4 3.0 mm钢丝热处理后的金相组织图X500
光线理论强度及压缩率:
P1.8→0.5,理论(1.8÷0.5)1/2×1 418=2 690 MPa(强化系数K=1);

表3 拉丝机型号及二次拉丝工艺排布
图5 拉拔0.50 mm钢丝的道次压缩率曲线图

图6 拉拔0.80 mm钢丝的道次压缩率曲线图
总压缩率:L1.8→0.5=92.3%,道次平均压缩率:L1.8→0.5=10.1%;
P2.6→0.8,理论=(2.6÷0.8)1/2×1 390=2 506 MPa(强化系数K=1)
总压缩率:L2.6→0.8=92.9%,道次平均压缩率:L2.6→0.8=9.4
经过实际生产验证,Φ0.50 mm和Φ0.80 mm细规格钢丝的各项性能指标均达到客户标准要求,具体数据如表4所示。

表4 ∮0.50 mm和∮0.80 mm细规格钢丝试制数据
5 结语
通过本次生产试制,初步摸索了0.50~0.80 mm规格区间光面钢丝的生产,检验了拉丝机生产能力尤其是LZ 4/450+8/400的极限值,基本达到了预期效果,得到的结论和经验:
0.50 mm及0.80 mm高强度光面钢丝可由现有设备进行生产,但过程中仍有需要控制的细化点和巩固的点,如:拉丝机罐体间摆臂的张力调整;调制器对0.80 mm以下光线的压下量及调制轮的直径是否合适(解决圈径问题和翘起问题);光面钢丝的表面质量控制,不出现划痕或其他表面缺陷(模具及过程的控制)。
通过拉丝的跟踪可以看出,总得压缩率越大,道次排列越多,拉丝的强化系数K越小,越有利于钢丝的韧性指标(扭转、弯曲值)的提高,也越有利于钢丝使用寿命的提高。故,在设计光面产品工艺时在兼顾产品技术标的前提下,应尽量增加钢丝总得压缩率和拉拔道次。
[1]陈贤忠,伍玉娇.半成品总压缩率对成品钢丝力学性能的影响[J].贵州工业大学学报(自然科学版),2006(2):1-35.
[2]王利明,杨恒.拉拔变形对中碳钢丝显微组织及性能的影响[J],金属制品,2010,36(3):12-14.
[3]罗素梅.钢丝拉拔生产技术浅析[J]新疆有色金属,2008,31(4):77-80.
Trail of Small Sized High Strength Carbon Steel Wire for Wire Rope Application
YANG Zhi-qiang
(Tianjin Metallurgy Group Zhongxing Shengda Steel Industry Co.,Ltd.,Tianjin 301616,China)
In order to produce 0.50~0.80 mm small sized high strength carbon steel wire for wire rope application,the company,taking∮5.5 mm wire rod of 80 grade steel as raw material,utilized existing equipment and designed its process flow and process parameters.Inspection showed the wire strength reached 2 400~2 800 MPa,higher than 1 960 MPa,the wire strength required by YB/T5343-2015 Steel Wire for Wire Rope and the torsion and bending values for the index of wire toughness were not reduced.The indices of the strength and toughness of small sized steel wire made for high strength and high fatigue wire rope maintained at a satisfying level,meeting the requirement of wire properties at subsequent process.
small size wire;high strength;wire rope manufacture;carbon steel wire
10.3969/j.issn.1006-110X.2016.02.003
2015-10-13
2015-11-02
杨志强(1985—),男,本科,主要从事钢丝热处理工艺及产品质量控制工作。
猜你喜欢
金属世界(2022年3期)2022-05-30
昆钢科技(2022年1期)2022-04-19
光学仪器(2020年5期)2020-12-08
机械制造文摘·焊接分册(2020年1期)2020-04-20
小学生作文辅导(2018年26期)2018-11-28
中北大学学报(自然科学版)(2018年2期)2018-05-07
导航定位与授时(2016年6期)2016-03-16
鞍钢技术(2015年2期)2015-09-24
航空材料学报(2014年6期)2014-11-18
天津冶金(2014年4期)2014-02-28
