
提高JUCENTER 6L磨床开动率改进
2016-09-10 08:38李兆亮辛建豪
装备制造技术 2016年5期
李兆亮,辛建豪
(上汽通用五菱汽车股份有限公司青岛分公司,山东青岛266555)
提高JUCENTER 6L磨床开动率改进
李兆亮,辛建豪
(上汽通用五菱汽车股份有限公司青岛分公司,山东青岛266555)
新生产线增加了一台JUCENTER 6L磨削设备,运行过程中出现开动率较低的问题,未达到预期效果。现对JUCENTER 6L磨床停线率数据进行统计分析,从设备密封设计、夹具设计、工装夹紧方式等方面阐述了影响磨床开动率的主要因素,制定了JUCENTER 6L磨床开动率改进的方案,将方案实施至当前磨床中,从而有效解决了开动率低的问题,提高了生产效率。
JUCENTER 6L磨床;开动率;生产效率
JUNKER磨床普遍应用于发动机曲轴、凸轮轴的磨削。本文围绕青岛发动机厂应用JUCENTER 6L磨削曲轴的实际案例,通过分析2015年该磨床所有的停线问题记录,梳理出主要停线问题,结合现有的技术及现场经验应用,提出改进方案,旨在提高JUCENTER 6L磨床的可靠性运行[1]。
图1展示了JUCENTER 6L磨床结构示意图。图2汇总分类JUCENTER 6L磨床所有故障类别的停线率,图3汇总分类影响设备开动率低下最主要故障类型夹爪(占比41%)部分的细分。图4为JUCENTER 6L内部机械手示意图。本文将对影响JUCENTER 6L磨床开动率较低的主要故障类型夹爪部分进行分析解决,其它类型后续再讨论。从汇总的故障分析:
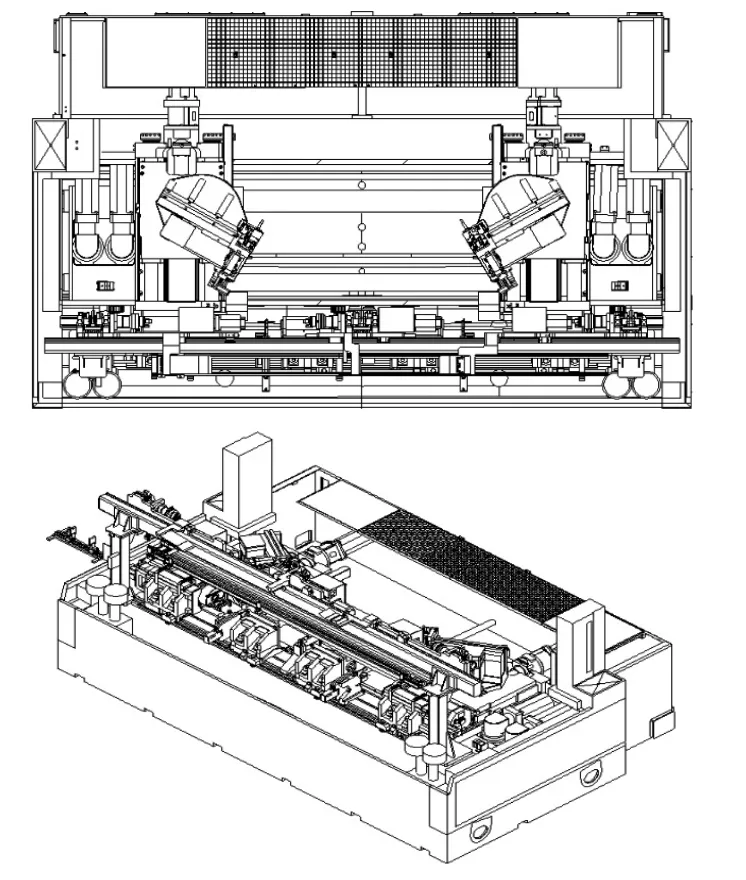
图1 JUNKER 6L磨床结构示意图

图2 JUCENTER 6L磨床故障类型分布

图3 JUCENTER 6L磨床影响最严重类型夹爪细分
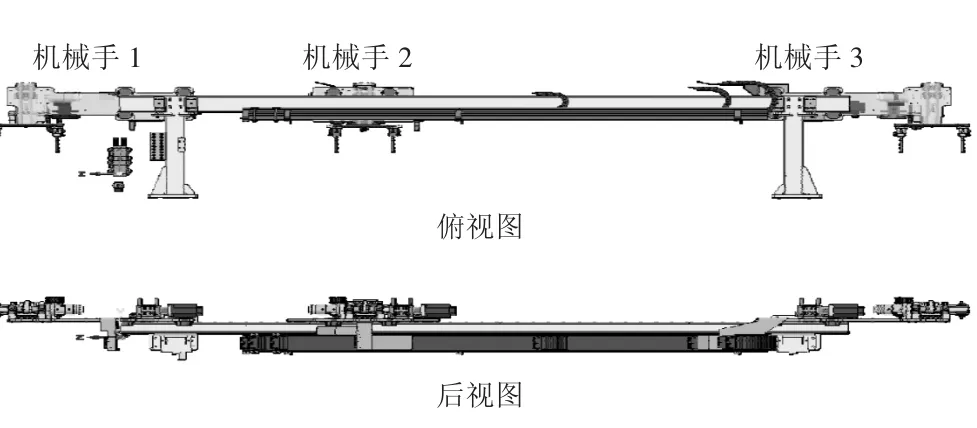
图4 JUCENTER 6L内部机械手示意图
(1)由于加工工艺设计该机床为双站式加工机床,使得JUCENTER 6L需在内部增加内部机械手便于ST1站与ST2站间工件的传递工作,并且由此设计的工件在夹紧过程中需曲轴两中心孔对中度与机床两顶尖对中度的精度要求非常严格且存在不可调整性,而内部机械手无法正常满足精度要求,装夹过程中,机械手需要夹紧工件保持位置不变,右顶尖推动工件贴靠左顶尖,长期在此工况下,驱动机构磨损明显,驱动机构的磨损又使得中心线夹角进一步恶化,造成设备修复产生了大量的停机时间,运行数据表明内部机械手工装造成的停机占该设备主要故障类型夹爪(占所有停机时间的41%)停机时间的77%,大大降低了设备运行的可靠性;
(2)由于增加使用了内部机械手,增加了不少电气元件如DP子站、电磁阀、传感器,由于该部分元器件安装在加工仓内部,受冷却液冲击、腐蚀等影响,成为故障易发区。运行数据表明内部机械手造成的停机占主要故障类型夹爪停机时间的19%.由于电气故障的复杂性,这将大大降低设备的可靠性和可维护性;
(3)内部机械手设计夹爪材质为铜质,工件在ST1站与ST2站夹紧过程中,夹爪位置相对工件存在相对移动,造成工件表面产生划伤,从而造成工件质量问题,在解决过程中,需多次尝试修改设备参数,更换夹爪,调整夹爪位置等,这将大大降低设备开动率。
因此,在当前设计大局不能改变的情况下,基于以上工装、夹具、密封等方面对工艺、设备的设计重新更改,综合制定防范措施,势在必行。
1 工件夹紧过程方式改进
当前的工件夹紧过程:内部机械手从外部机械手上料位置处取工件,运行至ST1站与ST2站处,将工件放置到最低端,然后将工件法兰端顶入顶尖内,此时头架在油缸的驱动下,顶紧工件,此夹紧方式需曲轴两中心孔对中度与机床两顶尖对中度的精度要求非常严格,否则夹爪驱动气缸将受到外力而无法正常打开关闭;
更改后的工件夹紧过程:内部机械手从外部机械手上料位置处取工件,运行至ST1站与ST2站处,将工件放置到最低端,然后将工件放置在增加的V型架上面,夹爪打开上升到位,此时头架在油缸的驱动下,顶紧工件,此夹紧方式对曲轴两中心孔对中度与机床两顶尖对中度的精度要求没有任何关联,彻底消除由于曲轴两中心孔对中度与机床两顶尖对中度的精度误差造成夹爪无法打开关闭的故障发生。生产效率提高了5.5%如图5.
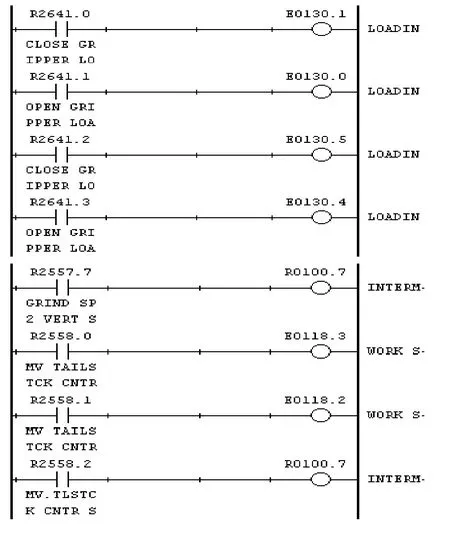
图5 JUCENTER 6L内部机械手夹爪夹紧方式PLC简图
2 内部机械手DP子站模块防水方式改进
当前内部机械手DP子站模块防水方式:将DP子站放置在一箱体内部,外部增加一小门,由于箱体门缝存在间隙及DP子站所有传感器线路连接接头处长时间使用存在冷却液顺着进入DP子站内部,长时间堆积对DP子站造成腐蚀,个别线路接头针脚存在腐蚀断裂现象。
改进后内部机械手DP子站模块防水方式:增加0.05 MPa压力的气压在DP子站箱体内部,使设备运行过程中一直有一股气压一直往内部充气,使内部始终保持一个较高的正压;在箱体外部增加卡箍,加强对箱体门缝的二次加压,避免由于长时间使用硬件老化带来的缝隙。通过上面两个方式,彻底消除冷却液进入内部机械手DP子站模块造成其腐蚀断裂的情况,生产效率提高了6.55%,如图6.
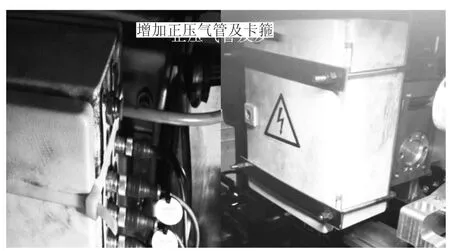
图6 JUCENTER 6L增加正压气管及卡箍
3 夹爪材质改进
当前内部机械手设计夹爪材质为铜质(如图7),工件在ST1站与ST2站夹紧过程中,夹爪位置相对工件存在相对移动,从而造成工件表面产生划伤,从而造成工件质量问题,在解决过程中,需多次尝试修改设备参数,更换夹爪,调整夹爪位置等,这将大大降低设备开动率。

图7 原装夹爪为铜质
更改后内部机械手夹爪材质为塑钢(如图8),在运行过程中未发现工件划伤的质量发生,彻底消除铜质材质对工件加工质量带来的影响,避免停机检查设备进行调整,生产效率提高了1.1%.

图8 更改后夹爪为塑钢
4 结束语
在生产线设计不能改变的情况下,将上述磨削工件夹紧方式、DP子站防水改进及夹爪材质三项改进纳入到当前设计,措施实施后经过近3个月的运行,JUCENTER 6L磨床在排除其他差异的条件下,同期停线率下降了4.5%,达到了预期效果,显著提高了设备的开动率,提高了生产效率。
[1]王印,池文慧.浅析Junker磨床可靠性改进[J].装备制造技术,2015,(5):40-43.
Im prove Running Efficiency of JUCENTER 6LGrinder
LIZhao-liang,XIN Jian-hao
(SAICGM Wuling Automobile Limited by Share Ltd Qingdao branch,Qingdao Shandong 266555,China)
We imported a JUCENTER 6L grinder for the new production line,but its running efficiency is too low to achieve the desired effect.Based on the downtime rate statistical analysis and considering from seal design,fixture design,tooling clampingmode etc.,we developed a plan to improve the running efficiency.After the plan completed,we effectively solved the problem and improved the production efficiency.
junker grinder;downtime rate;production efficiency
TG74
B
1672-545X(2016)05-0143-03
2016-02-12
李兆亮(1988-),男,山东滨州人,机械工程师,本科,研究方向为数控加工;辛建豪(1988-),男,山东烟台人,电控工程师,本科,研究方向为数字集成化。
猜你喜欢
小读者(2021年6期)2021-07-22
哈尔滨轴承(2020年3期)2021-01-26
石油库与加油站(2020年2期)2020-11-23
装备制造技术(2019年12期)2019-12-25
制造技术与机床(2019年10期)2019-10-26
制造技术与机床(2017年4期)2017-06-22
科学与财富(2017年16期)2017-06-13
中国眼镜科技杂志(2016年14期)2016-12-08
山东工业技术(2016年15期)2016-12-01
科学家(2016年4期)2016-07-25
