
振动测量技术在风机故障诊断方面的应用
2016-09-10 08:38李俊峰陈晓峰韩克鸿衣晨光
装备制造技术 2016年5期
李俊峰,李 超,陈晓峰,韩克鸿,衣晨光
(鞍钢股份公司冷轧厂,辽宁鞍山114021)
振动测量技术在风机故障诊断方面的应用
李俊峰,李超,陈晓峰,韩克鸿,衣晨光
(鞍钢股份公司冷轧厂,辽宁鞍山114021)
介绍了酸洗除尘风机在冷轧生产工艺的作用,设备维护人员定期对风机振动测量,及时发现设备隐患。根据风机基本参数、时域波形和频谱,对风机故障进行分析诊断,判断出故障类型并及时处理故障,最后对故障形成的原因进行分析,为今后设备改进优化提供依据。不仅保障了设备正常稳定运行,而且为类似风机的振动诊断和处理提供参考。
风机;振动;不平衡
风机作为一种旋转机械,在冶金、化工、电力等行业应用广泛。由于风机的转动速度较高,导致振动和噪声较大,容易发生故障。风机发生故障后,经常会造成生产线上主要设备停机,甚至造成整个生产线停产,从而发生严重经济损失。工厂的除尘风机和排烟风机如果停机损坏没有及时发现,会发生厂区环境污染;如果高速旋转的风机发生故障,有时会对周围的人员安全造成很大威胁。因此使用振动测量仪器按周期对风机振动测量点进行数据采集,再将测量数据上传至计算机,然后使用专用的振动分析软件对测量数据进行统计分析,判断风机运行状态,掌握风机劣化的趋势,保障风机可靠运行,可以获得很大的经济效益和社会效益[1]。
酸洗除尘风机是冷轧厂的关键设备,它在运转过程中不断地将酸洗七辊矫直机和拉矫机矫直钢板过程中产生的铁粉抽出,在生产过程中此风机一旦发生异常停机,会导致矫直过程中大量的铁粉吸附在钢板表面,严重影响钢板外观质量,产生大量废品。因此,为掌控风机运转状态,避免钢板大批量质量事故出现,降低废品率,设备人员需要按周期对风机振动进行测量分析,及时发现并查找设备隐患部位,避免发生重大质量事故。本文对风机故障进行了详细的诊断分析,判断出风机故障类型及部位,及时处理并避免事故发生,最后对故障形成的原因进行分析,为今后设备改进优化提供依据。
1 振动故障原因分析
风机在转动过程中都会发生振动,造成风机振动的原因大致有不平衡、不对中、松动等等,具体原因很多也很复杂,有时是几种原因导致风机振动加剧,因此分析现场风机故障时不能简单机械地套用风机故障特征波形和频谱来判断,必须具体原因具体分析,综合各方面故障信息特征,多方面验证具体故障原因。风机不平衡是风机振动的主要原因,风机转子系统约有30%的振动来源于不平衡。风机不平衡会引起风机转子的弯曲应力,这种反复弯曲应力会导致转子疲劳破坏[2]。冷轧厂设备人员每月使用振动分析仪对除尘风机进行振动测量,发现风机振动值异常增大,因此对除尘风机振动异常的原因进行了详细的故障诊断分析。
1.1风机基本结构及参数
酸洗除尘风机属于离心式通风机,主要由主轴、叶轮、叶片、前盘、后盘、集流器、轴向导流器及外壳等组成[3]。某酸洗除尘风机基本结构见图1,风机由电机、联轴器、轴承箱、风机转轴、叶片、风机底座和减震弹簧构成。在风机工作过程中电机转子通过联轴器带动风机转轴和叶片旋转,从而不断将含有铁粉的空气排出。其电机参数为:运转速度1 500 r/min,功率315 kW.风机参数为:轴承类型3624,风机叶轮10个叶片。

图1 酸洗除尘风机结构示意图
1.2风机振动测量点振动值分析
为确定该风机振动部位,分析风机振动类型及原因,在风机上共选取了5个测量部位(见图1),在风机工作中使用振动测量仪器对5个测量部位的径向振动速度有效值进行测量,振动测量传感器采用加速度传感器,传感器通过磁性吸座牢固吸附在测量部位。测量结果见表1.

表1 酸洗除尘风机振动测量结果
根据ISO10186标准,参考风机电机功率及电机运转速度,振动测量值如果超过18 mm/s,说明此时设备处在危险状态区域。表1中电机轴承部位振动处于良好状态,而测量部位2-5的振动测量值已经远远高于18 mm/s.对风机各测量部位振动值大小比较分析,初步判断风机故障应该发生在机械结构部分。
1.3风机振动测量点时域及频域分析
除尘风机故障频率计算如下:
转子转动频率=转动速度/60=25 Hz
叶片转动频率=转子转动频率*叶片数量=250 Hz.
非传动侧轴承部位时域及频域图如图2及图3所示。
表2中风机非传动侧轴承的峭度指标值小于3,从图3上没有发现风机轴承故障特征频率,判断轴承没有损坏。
观察图2中风机非传动侧轴承测点时域波形,振动波形呈现非常有规律的周期正弦波,正弦波频率25 Hz,与风机转子转动频率完全一致。观察风机非传动侧轴承测点频谱图3及主要频率表3,转子转动频率处具有特别明显的最大幅值,风机叶片故障频率250 Hz峰值没有出现。

图2 风机非传动侧轴承测量点时域波形图

表2 风机非传动侧轴承测量点时域波形指标

图3 风机非传动侧轴承测量点频谱图

表3 风机非传动侧轴承测量点主要幅值对应频率表
对风机传动侧轴承、轴承箱底座、底座支撑架测点部位的频谱图进行分析,频谱图和时域波形与风机非传动侧轴承部位基本相同。
不平衡的频率特征:在频谱图中,谐波能量集中于基频,2倍频、3倍频较小,甚至没有,这也是转子不平衡与基础松动的重要区别。
根据以上综合分析,排除了底座松动、叶片损坏、轴承损伤的可能性。判断风机振动异常增大的原因为转子不平衡故障。
2 风机振动故障处理
根据振动分析诊断结论,酸洗除尘风机振动状态处于危险区域,继续连续运行风机必将使电机负载增大、电流过大导致烧损电机及风机轴承研损等严重事故。因此决定先让风机停止运转,同时组织人员对除尘风机及轴承座装配进行整体更换。
3 故障处理效果验证
更换后立即对风机振动重新进行测量(如图4),振动测量结果如表4所示。

图4 更换转子后风机非传动侧轴承测量点时域波形图

表4 酸洗除尘风机更换转子后振动测量结果
根据以上图表中的数据,表2中更换转子前风机非传动侧轴承振动值为35.78 mm/s,表5中更换转子后振动值下降到6.89 mm/s;表3中更换转子前风机非传动侧轴承转子转动频率25 Hz处的振动值为50.05 mm/s,表6中更换转子后振动值下降到9.38 mm/s.观察图4中时域波形幅值比图2下降3倍以上,图5中频谱幅值比图3下降4倍以上。参照ISO10186标准判定,酸洗除尘风机状态良好。风机经过一周时间运行后对风机上述测量部位重新进行测量分析,发现振动值一直很稳定,说明风机故障已经排除。

表5 更换转子后风机非传动侧轴承测量点时域波形指标
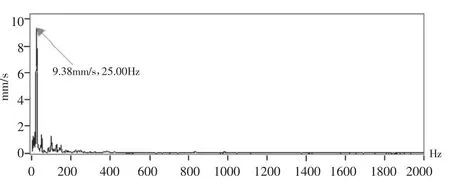
图5 更换转子后风机非传动侧轴承测量点频谱图

表6 更换转子后风机非传动侧轴承测量点主要幅值对应频率表
4 风机转子不平衡原因分析
风机故障排除后,为查找转子不平衡具体原因,对损坏后下线的风机叶轮进行仔细检查,发现辐板与叶片焊接部位之间焊肉存在很多裂缝,造成叶轮外形尺寸产生一定变化,除尘风机运转后导致转子不平衡现象,证明对除尘风机振动故障诊断分析和处理方案是正确的(如图6所示)。
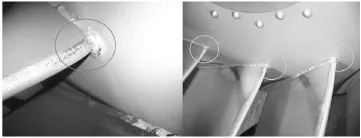
图6 叶轮叶片与辐板部位焊肉开裂照片
根据故障部位现象并结合风机实际使用环境进行分析,得出风机叶轮辐板焊接部位焊肉开裂的原因:风机叶轮辐板与叶片完成焊接后,没有对叶轮进行去除应力工序处理,造成焊肉部分焊接应力很大;焊接人员在选择焊条进行焊接时,没有考虑焊条材质要与叶片和辐板材质匹配,直接造成焊接部位连接不牢固;除尘风机使用环境恶劣,叶轮在高速旋转过程中长期受到氧化铁粉和空气动力不断冲击,叶片和焊肉部分磨损严重。以上几种原因最终会造成焊肉开裂故障发生。
5 避免故障创造的效益
对酸洗除尘风机按周期进行振动数据采集分析,及时发现风机振动异常,根据专业分析软件对振动数据时域及频域的统计结果,正确分析出风机故障类型、部位及原因,及时采取措施排除事故隐患,防止了电机烧损、轴承损坏、叶轮变形等重大事故。创造的效益:修复叶轮节约费用50 000元。
6 结束语
使用振动测量仪器对风机定期定点进行振动状态监测,当振动值发生异常后,首先要正确选择测量点和测量参数,根据测量点的振动值大小判断振动产生的部位,然后根据振动的时域波形、波形指标、频谱峰值等多种测量特征值综合分析判断风机故障类型和原因。每台风机由于设备工艺、工作环境、运行条件不完全相同,并且由于风机振动原因各不相同,有的是一种故障原因造成风机振动,有的是两种以上故障原因造成风机振动,所以在进行风机振动监测和故障诊断时,应该具体情况具体分析,综合各方面故障信息多角度求证[4]。
[1]汪光阳,周义莲.风机振动故障诊断综述[J].机械工程学报,2006,23(1):64-68.
[2]王瑾辉,孔建益,孔平,等.风机不平衡研究[J].冶金设备,2006,(2):40-42.
[3]陈虹微,王荣杰.风机振动分析与处理[J].噪声与振动控制,2007,27(2):49-52.
[4]王军.浅谈大型风机振动状态监测与故障诊断[J].建筑工程技术与设计,2015,(6):1373-1377.
The App lication of Vibration Measurement Technology in the FaultDiagnosis of Fan
LIJun-feng,LIChao,CHEN Xiao-feng,HAN Ke-hong,YIChen-guang
(The Cold Rolling Plant of Ansteel Co.,Ltd.,Anshan Liaoning 114021,China)
The effect of acid cleaning and dust removing fan in cold rolling process is introduced in this paper. Equipmentmaintainersmeasured the vibration on a regular cycle for fans,and discovered the hidden trouble of equipment in time.They analyzed and diagnosed the fault of fan according to the basic parameters of fan,timedomain waveform and spectrum.They determined the type of fault and dealt with the fault in time,and finally analyzed the reasons for the failure,and provided the basis for the improvement of the equipment in the future.It not only ensures the normal and stable operation of the equipment,but also provides reference for vibration diagnosis and treatment of similar fans.
fan;vibration;unbalance
TH432.1
A
1672-545X(2016)05-0191-04
2016-02-14
李俊峰(1971-),男,辽宁长海人,工学硕士,工程师,从事冶金设备维护工作。
猜你喜欢
再生资源与循环经济(2022年1期)2023-01-04
航空学报(2022年5期)2022-07-04
石材(2020年10期)2021-01-08
商品与质量(2020年31期)2020-11-26
模具制造(2019年10期)2020-01-06
科学导报·科学工程与电力(2019年5期)2019-10-20
军事运筹与系统工程(2019年4期)2019-09-11
自动化与仪表(2019年2期)2019-03-06
中国港湾建设(2017年11期)2017-12-19
雷达学报(2017年6期)2017-03-26
