
功能量规设计实例
2016-09-10 08:38何宁珍
装备制造技术 2016年5期
何宁珍
(柳州五菱柳机动力有限公司,广西柳州545007)
检测与测试
功能量规设计实例
何宁珍
(柳州五菱柳机动力有限公司,广西柳州545007)
介绍了如何使用功能量规来检测孔系类型零件,利用功能量规独特的优越性,实现综合检测验收,保证检验准确度的同时,提高检验效率,节省检验成本,适用于批量生产。
位置度公差;功能量规;工作部位尺寸计算
在生产实际中,孔系类型零件非常多见并应用广泛,孔系分布有沿圆周分布、矩阵分布、任意分布等不同表现形式,但设计上对孔系的位置度一般作出一定要求以满足零件的安装需要。如在检验工作中接触到的某一法兰类部件,几个安装孔沿圆周均匀分布,设计规定孔系对基准的位置度要求。若采用传统的平台、方箱和常规量具测量,或三坐标测量设备进行测量验收,工作效率低,费时费力,不能满足快节奏的生产状况要求。如果采用功能量规就可以很好地解决了这个问题,实现快速而准确地验收。本文列举一简例,浅析孔系零件功能量规的设计思路。
1 功能量规概述
功能量规是当最大实体要求应用于被测要素和(或)基准要素时,用来确定它们的实际轮廓是否超出边界(最大实体实效边界或最大实体边界)的全形通规。功能量规有整体型、组合型、插入型和活动型几种型式,其工作部位包括检验部位、定位部位和导向部位[1],生产中根据零件的图纸设计要求可设计制作相应的功能量规用于生产检验,实现综合检测验收。
2 零件简图与设计要求
孔系零件设计简图如图1所示,零件安装孔系分布是按圆周均匀分布的常见分布格局,基准孔采用包容原则,安装孔在Ф50理想圆周上均匀分布,各孔位置度为遵循最大实体原则。位置度的具体公差带含义如图2所示,当零件为最大实体状态时,要求6个安装孔的实际轴线必须分别位于直径为Ф0.20 mm的6个圆柱形公差带内,各公差带的轴线位于Ф50 mm的理想圆周上,并按60°均匀分布在Ф50 mm的理想圆上,Ф50 mm的圆心与孔Ф20mm的轴线(基准轴线)A同轴。

图1 孔系零件设计简图
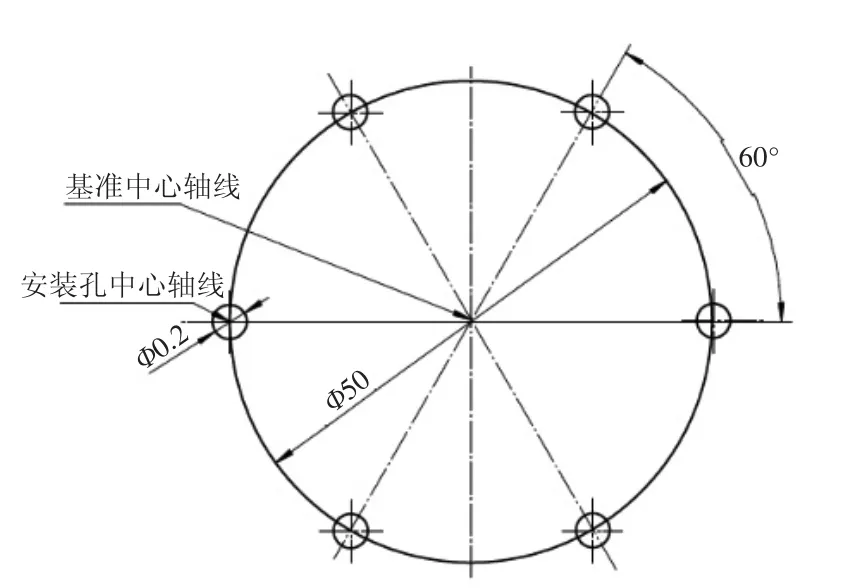
图2 安装孔位置度公差带含义
(1)最大实体原则。当被测要素的实际尺寸偏离最大实体尺寸时,形位公差可以获得补偿值的一种公差原则。即图纸上标注的形位公差值是被测要素在最大实体状态下给定的,当被测要素直径偏离最大实体直径时,形位公差值可得到一个补偿值,该补偿值是最大实体直径和实际直径之差的绝对值。最大实体状态时无论对于轴类还是孔类,此时的状态是最难安装状态,当要素偏离最大实体状态时,形位公差值得到一个补偿值,最小状态时形位公差值获得的补偿最大,只要仍可满足安装要求即可[2]。所以在装配中,常常用到最大实体原则,安装选配方便,同时利于提高零件加工的经济性。当基准要素偏离最大实体状态时,孔的位置公差获得补偿量只能补偿给成组要素而不能分别补偿给各个被测要素。
(2)包容原则。是尺寸公差与形位公差相互有关的一种相关要求,当要素在最大实体状态时,允许的形位公差为零,此设计相当于位置度公差为零的最大实体原则即。图1设计是最大实体原则同时应用于被测要素和基准要素的实例,当安装孔和基准孔A均处于最大实体状态,即实际要素在给定长度上处处位于极限尺寸之内,并具有允许的材料量最多的状态时(安装孔为Ф15.0,基准孔为Ф20.0时),被测孔的位置公差带位于直径Ф0.20 mm的圆柱面内,如图2所示。当基准要素偏离最大实体状态时,孔的位置公差获得补偿量,补偿给成组要素而不是分别补偿给各个被测要素。
3 功能量规设计思路
根据此孔系类零件设计要求,按GB/T 8069-1998《功能量规》进行功能量规设计,检验零件关联被测要素的实际轮廓是否超越规定边界,功能量规相当于模拟被测件的装配极限(实效边界)情况下的一种标准匹配件。功能量规简图如图3所示,量规由底板、定位销、测量销组成。功能量规各工作部位尺寸按后附的相对应的计算尺寸值设计,另外各个销的长度、高度、底板厚度与零件匹配,手柄长度考虑插取方便设计。
功能量规测量要素的形状采用与被测孔的实效边界相一致的固定销和活动销。底平面需要限制三个自由度,一个基准定位圆柱销限制了两个自由度,为了防止过定位,另一个测量固定销制成削边销。零件的被测要素和基准要素均为中心要素,因而功能量规的测量部位和定位部位的尺寸、形状、方向和位置与零件上相应的被测要素和基准要素的实效边界的尺寸、形状、方向和位置相同。导向部位兼做测量部位,制作成无台阶式,其尺寸、形状方向和位置应按测量部位确定。检验时,首先确定基准孔和安装孔尺寸检验合格,再用功能量规综合检具进行检验,若功能量规能自由通过,则表示被测轮廓未超越规定边界,零件合格。
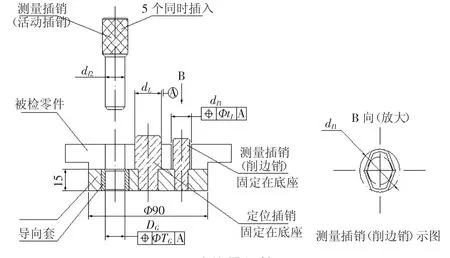
图3 功能量规简图
3.1功能量规各工作部位尺寸计算[3]
根据《GB/T 8069-1998功能量规》相关要求,进行综合检具各个量规的测量部位、定位部位及导向部位的尺寸计算。《GB/T 8069-1998功能量规》附表1.

表1 功能量规各工作部位的尺寸公差、形位公差、允许磨损量及最小间隙的数值单位:μm
(1)确定功能量规各工作部位公差
1)中心孔定位部位综合公差Tt=0.025,按GB/T 8069-1998查表1得:
尺寸公差TL=0.002,允许最小磨损量WL=0.002
2)测量部位综合公差Tt=0.18+0.20=0.38,按GB/T 8069-1998查表1得:
尺寸公差TI=0.008,允许最小磨损量WI=0.008,位置公差tI=0.012
3)测量部位的基本偏差,根据Tt=0.18+0.20=0.38,按GB/T 8069-1998查表2得:
FI1=0.025(固定销),FI2=0.036(活动销)
4)导向部位由综合公差Tt=0.18+0.20=0.38,按GB/T 8069-1998查表1得:
尺寸公差TG=0.005,允许最小磨损量WG=0.005,最小间隙Smin=0.004.
(2)功能量规各工作部位尺寸计算
1)定位部位尺寸(定位插销)
定位部位基本尺寸:dLB=DMMC=Ф20.0mm
定位部位磨损极限尺寸:dLW=dLB-(TL+WL)=Ф20.0-0.002-0.002-0.002=Ф19.996 mm
2)测量部位尺寸(测量插销削边销)
测量部位基本尺寸:dIB1=DMMC-t=Ф15.0-0.20=14.80mm
测量部位磨损极限尺寸:dIW1=(dIB1+FI1)-(TI+WI)=Ф14.8+0.025-0.008-0.008=Ф14.809mm
3)测量部位尺寸(活动插销)
测量部位基本尺寸:dIB2=DMMC-t=Ф15.0-0.20=14.80mm
测量部位磨损极限尺寸:dIW2=(dIB2+FI2)-(TI+WI)=Ф14.8+0.036-0.008-0.008=Ф14.820 mm
4)导向部位尺寸(活动插销的导向孔)
导向部位基本尺寸:DGB=dI2max=Ф14.836mm
导向部位磨损极限尺寸:DGW=(DGB+Smin)+(TG+WG)=Ф14.836+0.004+0.005+0.005=Ф14.850mm. 3.2功能量规相关的技术要求及使用保养
功能量规辅助生产经常使用,所以首先要耐磨损,其次要有长期的稳定性,测量部位和定位部位都有磨损极限,工作部位一旦超出磨损极限则功能量规不能继续使用。因此为了保证检验准确度,各个部位选材及热处理要求如下:底板45#钢,硬度不高,易切削加工,同时具有良好的耐磨性、铸造性和切削性。底板调质HB270-300,调制处理后底板具有良好的综合机械性能。导向套、定位销和检测销的材质:T8,热处理:淬火HRC58-62.同时功能量规表面经过发蓝Fe/Ct.o处理,防止使用过程容易产生锈蚀。
综合检具注意日常的保养,进行定期涂油防锈。检具工作表面不得有锈迹、锈蚀,无毛刺、黑斑、划痕、裂纹等明显影响外观和使用质量的缺陷,其余表面不得有锈蚀和裂纹。检具的各部位连接牢固可靠,在使用过程中不得有松动现象。我公司规定检具使用要周期检验,综合检具检验周期为六个月,定位销、检测销、导向套的尺寸不能超过磨损极限,在接近磨损极限时就要注意及时更换了[1]。
检验时,首先零件的基准孔和安装孔尺寸检验合格,再用功能量规综合检具检验,若功能量规能顺利通过,则表示被测轮廓未超越规定边界,表示零件合格,否则为不合格。
4 结束语
功能量规作为一种定性检验的量规,缺点是不能测量各具体数值。但是功能量规精度可靠,结构设计满足操作简单、使用方便,替代传统的方箱、平台、常规量具检测方法或三坐标测量机检测方法,比常规量具更能体现出优越性,既保证了检验准确度,又大大提高检验效率,节省了检验成本,质量控制效果非常好,在批量生产中起着举足轻重的作用,生产实际中应该学会应用。
[1]梁国民.质量检验员手册[M].北京:机械工业出版社,1993.
[2]甘永立.几何量公差与检测[M].第九版.上海:上海科学技术出版社.
[3]GB/T8069-1998,功能量规[S].
The Function ofGauge Design Exam ples
HE Ning-zhen
(Liuzhou Wuling Limited Company,Liuzhow Guangxi 545007,China)
The function of the gauge,detection hole type parts.The functional gauges unique superiority,realize the comprehensive inspection and acceptance,inspection to ensure accuracy at the same time,improve the inspection efficiency,save test cost,suitable formass production.
true position;functional gauge;working position size calculation
TG815
B
1672-545X(2016)05-0206-03
2016-02-17
何宁珍(1975-),女,广西柳州人,工程师,本科,主要研究方向:装配与测量。
猜你喜欢
河北青年管理干部学院学报(2022年6期)2022-12-06
中国信息技术教育(2022年19期)2022-10-12
重型机械(2020年3期)2020-08-24
中国外汇(2019年18期)2019-11-25
山东工业技术(2017年20期)2017-10-17
哲学评论(2017年1期)2017-07-31
领导决策信息(2017年9期)2017-05-04
领导决策信息(2017年9期)2017-05-04
综合智慧能源(2017年10期)2017-01-18
综合智慧能源(2016年1期)2016-02-03
