条形码技术在涂装生产中的应用
2016-11-22 00:19汪金卡
俪人·教师版 2016年14期
汪金卡
【摘要】条形码技术是一种成熟的信息管理系统,至今在工业生产现场还得到广泛的使用。本文从工程实用的角度,通过一些实例形象地讲述了在生产现场条形码实际应用的方法。
【关键词】条形码 存储 分流 车身信息 先进先出
一、前言
条形码是用特殊的图形来表示数字、字母和某些符号的一种信息代码,它通过专用阅读器译成。、1序列的二进制编码。条形码技术是在计算机的应用实践中产生和发展起来的一种自动识别技术。它具有输人速度快、准确度高、成本低、可靠性强的特点。目前,条形码技术已广泛应用于我国商场POS系统、图书情报管理、边贸海关、医药卫生、邮电等多种领域。在国际上,条形码已成为商业领域信息化、电子化的先决条件。没有条形码的商品,因无法利用计算机识别,并进行库存、营销管理,无论品质优劣,只能在某些小商店和地摊上出售。条形码技术在一定程度上改变了物资流通领域内的传统营销和物资管理方式,提高了流通效率,加快了计算机管理、网络交易、电子贸易等的实现。
二、条形码技术的定义、分类与应用。
1.条形码的定义和分类
条形码是将宽度不等的多个黑条和空白,按照一定的编码规则排列,用以表达一组信息的图形标识符。条形码技术是运用条形码进行自动识别的技术,它是随着计算机技术的发展而发展起来的。因其具有输入速度快、准确度高、可靠性强、操作方便、成本低等优点,因而获得日益广泛的应用。条形码应用系统就是将条形码技术应用于某一系统中,充分发挥条形码技术的优点,使应用系统更加完善。条形码应用系统一般由数据源、条码识读器、计算机、应用软件和输出设备几部分组成。
条形码按维数可分为:一维条码、二维条码和多维条码等。目前运用较多的是一维条码和二维条码
2.条形码编码方式的标准化、规范化
目前,条形码主要采用美国的UPC码和欧洲的EAN码,我国于1988年成立中国物品编码中心,由国家技术监督局领导。但物资系统尚缺少统一规范,最好是由各大单位物资技术监督部门直辖市,在符合国家标准,尽量和国际标准接轨的基础上,制订一套物资专用编码标准,详细规定条形码的符号标准、质量标准、产权图表数据存储标准和产权图表应用标准等,使条形码技术在物资工作中的应用做到标准化、规范化。
3.合理选择扫描器
扫描器的分辨率不是越高越好。这是因为提高扫描器的分辨率直接关系到光学系统的加工技术,分辨率高就会使产品成本增加。另外,如果光点的直径比条形码符号中最窄元素要小得多时,由于印刷质量的原因,而使符号中产生污点、孔隙和粗糙不匀边缘等缺陷,在扫描时被误识为条或空,这将影响扫描器的首读率和误码率。
4.使用条形码技术应结合生产实际,注意设备的防爆安全
条形码识别设备目前采用的扫描器属弱电设备,未进行防爆处理,易产生微量电火花。在使用中,应结合实际,如要在油漆车间等防爆危险等级场所使用,必须对它进行处理,使之达到防爆要求。计算机系统则一般置于技术区门卫处或办公室,如有多台计算机,建议采用网络技术联结,可以加快数据的汇总、查询、处理。
三、条形码系统控制应用实例。
1.武汉一厂涂装S1线/S2线条形码分流系统。
(一)问题的提出
在改造前油漆S1线/S2线分流点使用ECEMOS系统指挥分流,但是系统可靠性差而
且速度慢,影响了生产的节拍,所以在此基础上增加了一套条形码系统分流,并在电柜中作了系统切换旋钮,可以在两套系统之间任意切换,一套系统出现问题可以马上切换到另外一套系统运行,减少停线时间。
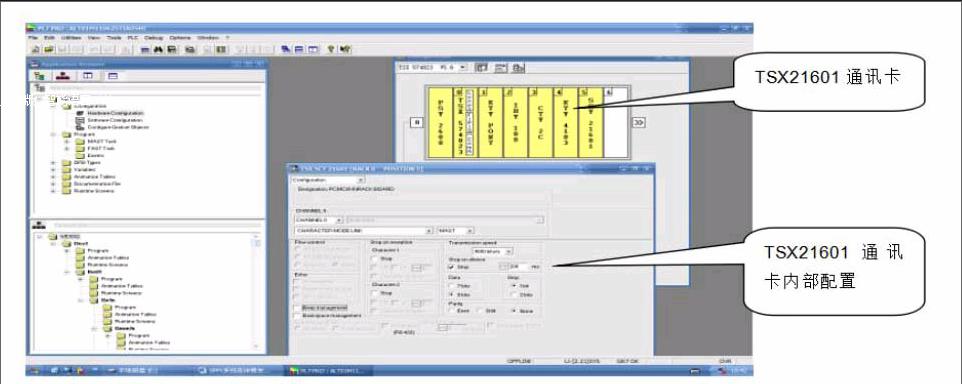
(二)条形码系统和PLC之间的通讯
条形码系统PC和PLC之间的通讯进行了很多转换,从PLC到RS485/ RS232转换器,再从RS485/ RS232到条形码系统PC的COM口。并且在PLC硬件配置中增加了一块TSX21610通讯卡,并在卡中配置为数字链路通讯模式。如下图所示:
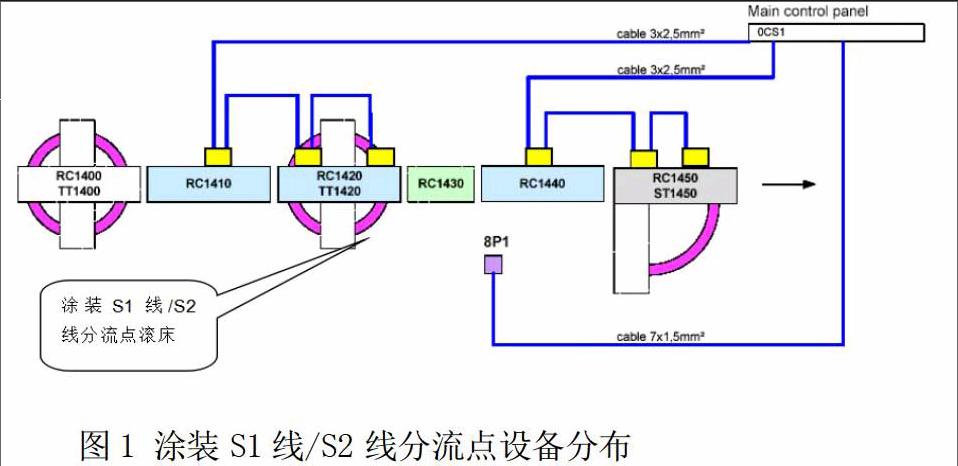
(三)条形码分流系统
如图1所示,油漆S1/S2分流点滚床为RB1420,在RB1410滚床尾端装有SICK430扫描枪,车身条码信息通过扫描枪传入条形码系统,条形码系统根据实际的排产信息把收到的信息和分道信息组合后传到输送设备的PLC中,PLC根据收到的车身信息在滚床RB1420处进行车身分流,在车身在RB1420滚床上完全占位之前就可以把信息处理完毕,比之前的ECEMOS系统每台车节约3S左右的处理时间,如果PLC没有收到信息车身会停在RB1420等待,等待30S后报警。车身在RB1420滚床排空时会清空PLC中存储的车身信息以免对下一台车身造成影响,如果白车身存储S2线车身功能启用,则车身在RB1420滚床排空时所有的车身信息会传到下一滚床RB1440对应的信息字中。
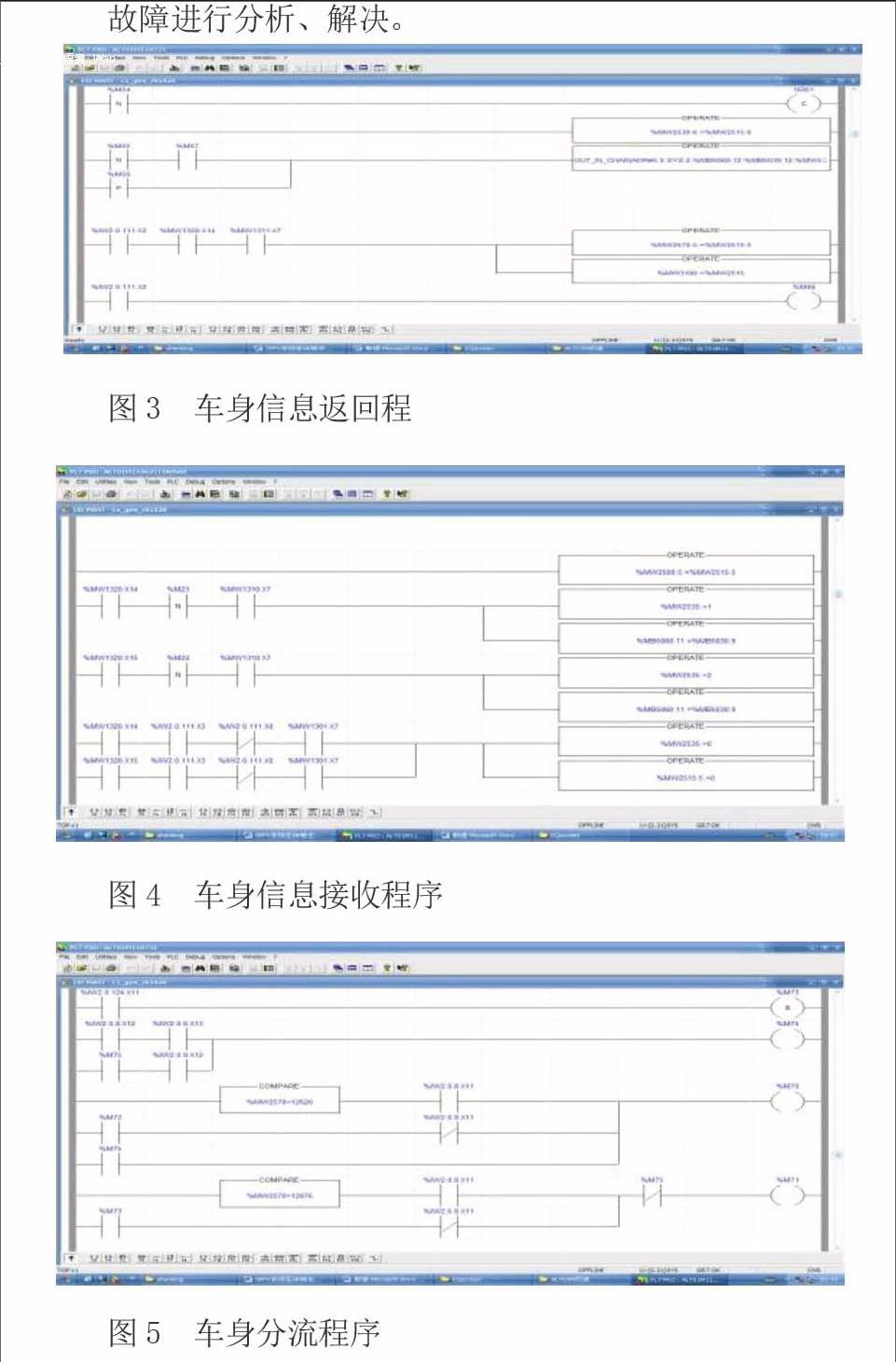
条形码系统应用了重发机制,在PLC接收到条形码系统传过来的信号后会把接收到的信息返回,如果条形码系统没有收到返回信息会重新发送直到收到返回信息或者条形码系统内部收到了下一台车身的扫描信息。在车身发往油漆S1线或者油漆S2线之后PLC会把车身的实际去向信息返回给条形码系统,以上所有信息都会在条形码系统指定文件
中分类保存,以便于在分流或者通讯出现问题时可以在历史记录中查看,方便对出现的
故障进行分析、解决。
2.白车身存储功能改进
(1)改造背景
因为实际生产需要,原来的白车身存储功能已经不能满足生产。实际生产过程中油漆S2线经常过在分流点滞留,因此需要S1白车身存储区具备存储S2线白车身的能力。
(2)存储功能改进
如下图所示,把S1白车身存储区划分为两块,当S2线饱和时BD,BE链用来存储S2线白车身,其余六条链子用来存储S1线白车身。所有车身信息都通过条形码系统扫描识别,然后车身到分流点滚床RB1420时条形码系统把车身信息传送到PLC。由于车身信息扫描点距离白车身存储区入口PB移行机比较远,所以所有的车身信息要一直保持到白车身存储
区入口,车身信息保持采用一个滚床一个中间字的方法,滚床上的车身对应的信息存在固定的中间字内,车身变化对应的中间字的值也会变化。当白车身行进到白车身存储区
入口PB移行机时,根据中间字里的车身信息对车身进行分类存储,在PLC程序中设定了固定的参数,可以根据实际情况进行修改,如果在信息传送过程中出现丢失,PLC程序会判断出来并把白车身停在PB移行机并报警。如果车身信息准确并判断出是S2线车身则存储到BD、BE链(优先存储到BE链,如果BE链满则存储到BD链),判断是S1线车身则存储到其他链道,所有存储链道排空车身时都遵循先进先出原则。在白车身出口PLC程序会自动判断把BD,BE链道上的白车身发往S2线,把其他六条链道上的白车身发到S1线。
四、条形码系统改造效果
增加条形码系统后涂装车间S1线/S2线分流点处节拍从70辆份/小时提高到78辆份/小时以上,故障率降低50%,新增的白车身存储S2线车身功能减少了因为生产不均衡造成的堵线时间,每天至少保证了一个多小时的生产时间,给实际的生产带来了很大的经济效益。
五、结束语
条形码设备属于高技术产品,它最大的好处是非接触式,避免了由于接触造成对设备的硬伤害。但并不是说不需要维护,灰尘的堆积、电路的损坏等,都将直接影响数据的准确读人。所以,我们也要制定相应操作规程和维护办法,使条形码设备在实际生产中最大限度地发挥作用。
【参考文献】
[1]龚中华等编著.用友ERP培训教程:财务核算/供应链管理/物料需求计划.人民邮电出版社.
[2]刘志海,曾庆良,朱由锋编著.条形码技术与程序设计.清华大学出版社.
[3]中国物品编码中心编著.物流领域条码技术应用指南.中国计量出版社.
猜你喜欢
预防青少年犯罪研究(2022年1期)2022-08-15
少年文艺·开心阅读作文(2021年8期)2021-09-05
小学科学(学生版)(2019年5期)2019-05-21
少儿美术(快乐历史地理)(2019年11期)2019-04-20
电信科学(2017年6期)2017-07-01
小学生导刊(2017年13期)2017-06-15
科学与财富(2016年26期)2016-12-01
肝胆胰外科杂志(2015年1期)2015-02-27