基于薄板烘丝机自动控制系统中的PLC技术研究
2016-11-29 05:06李国冀李峥鸣
环球市场 2016年16期
李国冀 李峥鸣
中核新能核工业工程有限责任公司
基于薄板烘丝机自动控制系统中的PLC技术研究
李国冀 李峥鸣
中核新能核工业工程有限责任公司
薄板烘丝机时卷烟厂车间生产线当中比较重要的生产设备之一,利用薄板烘丝机能够确保在烘丝机出口的烟丝达到卷烟工艺的要求,进而提高烟丝的填充值的成丝率,使产品质量更高。薄板烘丝机当中的自动控制系统,主要由管道系统、电气系统、传动系统和热风系统共同组成。就其电气系统而言,主要通过PLC技术予以了自动化支持。为了对薄板烘丝机自动控制系统当中的PLC技术进行分析与研究,本文主要阐述了薄板烘丝机自动控制系统与PLC技术。在此基础上,本文从硬件、软件以及控制变量三个方面对薄板烘丝机自动控制系统中的PLC技术应用作出了探究。
薄板烘丝机;自动控制系统;PLC技术
前言:卷烟厂在制烟的过程当中,为了能够促使烟丝具有更加纯正的口味和更加优良的质量,必须要提高烟丝的成丝率,使烟丝的含水率与工艺要求均达标。薄板烘丝机在此方面能够起到良好的效果,因而其当前已经成为了卷烟厂制丝车间比较重要的生产设备。为了促使薄板烘丝机更加精确的运行与生产,保证经过薄板烘丝机处理的烟丝均能够达到标准要求,卷烟厂一般均会对薄板烘丝机进行自动化控制。在薄板烘丝机的自动化控制系统当中,PLC技术属于比较典型且应用较广泛的技术,对于促使薄板烘丝机的各项性能指标均达到生产工艺要求具有重要积极作用。本文对给予薄板烘丝机自动控制系统中的PLC技术进行研究,希望能够促使卷烟厂在制丝生产当中更加良好的应用薄板烘丝机自动控制系统。
一、薄板烘丝机自动控制系统
在薄板烘丝机自动控制系统当中主要包含了传动系统、管道系统、热风系统分和电气系统[1]。其中,传统系统会利用传动电机,通过变频器给定相应的频率形成相应的输送转速,继而实现烟丝生产的传动。管道系统是通过压缩空气管路以及蒸气和除潮管路的相互组合促使烟丝在规定的范围内完成输送。热风系统当中包含了散热器、热风风机、角执行器等,能够有效的提高烟丝干燥的速度。电气系统的自动化控制则主要应用了PLC技术。整个薄板烘丝机自动控制系统基本如图1所示。
二、PLC技术概述
PLC即是指可编程逻辑控制器,采用了可编程的存储器,设定内部的存储程序,通过定时、逻辑运算、顺序控制与算数等操作直接向用户发送指令,继而通过数字以及模拟式的输入或者输出对多种类型的生产过程以及机械进行自动化控制[2]。PLC可以说是传统的继电接触控制技术与微机技术相互结合的新型产物,能够充分的利用微处理器的特点,具有较高可靠性、较低耗能,灵活性与通用性亦比较高,机械触点的接线亦比较简单等特点。在薄板烘丝机自动控制系统所应用的PLC技术一般有三个阶段的工作原理,即采样输入、执行程度和系统输出并刷新[3]。通过PLC进行自动化控制时,必须要对控制器的参数进行设置,并且通过控制器向执行设备传达指令,以通过执行设备控制对象的动作运行。整个控制过程当中,检测设备可以对控制过程量进行采集并且发挥到PLC当中,便于控制器对控制过程量进行测量,保证控制的合理性与有效性。
三、基于薄板烘丝机自动控制系统中的PLC技术应用
基于薄板烘丝机自动控制系统的PLC技术,在具体的自动控制过程当中,需要工作人员在PLC设置相应的参数,通过PLC向烘丝段的设备传到运行与处理指令,而后将处理的各项指标返回到PLC当中,便于PLC作出分析,确保烟丝的处理达到标准要求。在此过程中,基于薄板烘丝机自动控制系统中PLC技术的应用主要包含了硬件配置、软件设计和控制变量三个方面。
(一)硬件配置
卷烟厂的薄板烘丝机自动控制系统当中包含了诸多硬件设备,包括操作终端、烘丝段设备、现场总线子站、现场总线网络、测量仪器和称重设备等[4]。PLC技术在薄板烘丝机自动控制系统当中的硬件配置则为PLC,即可编程逻辑控制器。
(二)软件设计
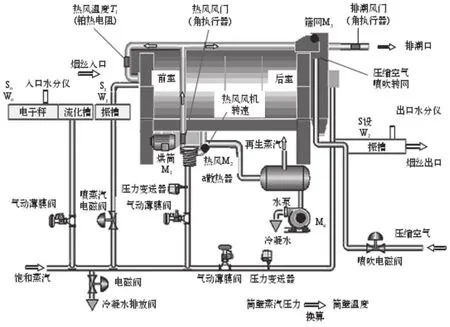
图1 薄板烘丝机自动控制系统
薄板烘丝机自动控制系统所应用的PLC技术是其软件技术当中的核心技术。PLC技术需要将梯形图结构作为控制程序。自动控制时,操作终端对烘丝机出口处的烟丝含水量参数进行设置后,PLC技术需要将该参数转化成为设备能够理解和接受的控制变量,而后向控制变量设备发出指令。具体而言,薄板烘丝机自动控制系统当中的称重仪器对所要处理的烟丝进行程中,而后通过蒸汽压力、烘筒转速以及热风温度的控制,实现烟丝含水量的控制。另外,薄板烘丝机自动控制系统亦可以通过PLC技术的自我诊断功能,对电气设备的电流、热流、安全等多方面因素作出检查和控制,保证自动控制系统的顺畅运行[5]。
(三)控制变量
薄板烘丝机自动控制系统当中所包含的控制变量主要有传动烘筒的转速、热风温度、排潮风门开度以及蒸气压力。应用PLC技术进行薄板烘丝机自动控制系统的电气系统控制时,需要对薄板烘丝机出口处的烟丝含水量进行参数的设置,而后通过PLC对该参数进行分析,继而对上述控制变量作出恰当的转换:(1)传动烘筒转速的控制。传动烘筒的转速对传动烘筒当中烟丝的滞留时间能够起到决定作用。长时间的传动会使得烟丝的水分挥发比较多。但是,卷烟厂在进行烟丝的烘烤时会发现,烟丝能够出现一定的化学反应,对烟丝的化学性质会产生影响,恰当的烘烤能够促使烟丝的质量得到有效提高。因此,必须通过PLC技术恰当的控制传统烘筒的转速,避免在烟丝烘烤当中发生不良的化学反应,影响烟丝的质量。(2)热风温度的控制。基于薄板烘丝机自动控制系统当中的热风温度控制,主要通过PLC技术当中的角执行器进行。通过角执行器能够恰当的改变空气当中冷热两种成分的比例,继而影响系统当中热风的温度,通过热风对烟丝的含水量作出改变。(3)排潮风门开度的控制。排潮风门在一定程度上会决定热风流动的速度。若排潮风门的开度比较大,则热风的流动速度便会比较快,烟丝的水分蒸发自然比较快。反之,则烟丝的水分蒸发比较慢。(4)蒸气压力的控制。薄板烘丝机烘烤烟丝时,需要通过水蒸气与热交换板传递热量。烟丝当中的水分在烘丝机当中受热后蒸发,达到干燥的效果。若烟丝的受热程度不足,其自身的水分蒸发不充分却有吸收了大量的水蒸气,则烟丝便会比较潮湿。自动控制系统当中水蒸气所传递的热量主要由蒸汽压力所控制。因而,薄板烘丝机自动控制系统当中必须要应用PLC技术对蒸汽压力这一变量做好控制。
结论:
综上所述,薄板烘丝机自动控制系统应用PLC技术的最终目的在于促使处理后的烟丝含水量、填充值、成丝率等均达到标准要求。在薄板烘丝机自动控制系统当中,电气系统主要通过PLC技术进行自动控制。在此方面,卷烟厂必须要能够恰当的应用PLC技术进行严格的自我诊断处理,凭借PLC技术的较高可靠度与较强的抗干扰性能,实现烘丝机自动控制系统当中良好的硬件配置、软件设计与变量控制,继而提高所处理烟丝的质量。
[1]朱存行.薄板烘丝机散热器蒸汽压力自动控制研究及应用[J].科技传播,2014,01(05):172-173.
[2]迟海燕,马海良.西门子PLC技术在烧结自动控制系统设计中的应用分析[J].科技与企业,2015,24(03):95.
[3]赵阳,孟祥印,王鸿雁,等.基于PLC的自动焊接设备控制系统设计[J].煤矿机械,2016,08(04):167-169.
猜你喜欢
南方农业(2022年13期)2022-08-03
数学物理学报(2021年3期)2021-07-19
阅读与作文(英语高中版)(2021年3期)2021-04-19
科技创新导报(2021年33期)2021-04-17
重型机械(2020年2期)2020-07-24
烟草科技(2020年3期)2020-05-19
江西农业学报(2019年6期)2019-06-26
消费导刊(2018年8期)2018-05-25
科技创新与应用(2017年6期)2017-03-23
焊接(2016年5期)2016-02-27