全自动化汽车仪表盘指针帽头压制系统探索
2016-12-07 07:03蓝伟铭
广西教育·C版 2016年10期
【摘 要】本文分析针对汽车仪表指针半自动压制中人工参与物料的配送以及指针帽体的人工放置难以保证生产节拍和帽头放置的位置差别影响质量的不足,提出一种由工业机器人进行快速准确的汽车仪表指针上下料,实现整个汽车仪表指针压制过程的全自动化。
【关键词】全自动化 汽车仪表盘指针 工业机器人 PLC 上料
【中图分类号】G 【文献标识码】A
【文章编号】0450-9889(2016)10C-0188-03
汽车仪表是用来显示汽车的各种性能状态,汽车常规的组合仪表包括里程表、发动机转速表、机油压力表、水温表、燃油表、蓄电池电量表。传统的汽车组合仪表主要采用指针式仪表来显示各种性能状态,指针式仪表主要部件是小型步进电机和指针。在生产时,传统仪表指针的压装方法主要采用特别定制的专用压装设备,通过手动控制气动气缸,驱动多个压装头一次性压装完成。当前某款仪表指针压制系统对仪表指针的压装使得压力更加平稳,提高了产品的质量并缩短了制造周期,可在一定程度上降低制造成本。但上述的压装方法存在的缺点是:指针帽头水平放置由人工操作,极易因为帽头与电机轴放置不水平而倾斜,在压制时容易压坏指针帽头或步进电机轴,直接造成产品的不合格或者报废;在仪表盘的上下料的过程中对人工有绝对的依赖,没有自动上下料功能。随着自动化生产的不断发展,全自动化的装配过程是企业未来发展的需求方向。
一、全自动化汽车仪表盘指针帽头压制系统的理论设计思路和系统组成
全自动化汽车仪表盘指针帽头压制系统采用了合理的流程控制,将在原有的汽车仪表指针压装设备前加装皮带输送带,用以输送仪表盘,增加伺服电机控制的直线导轨滑台,滑台上安装6自由度机器人用以对仪表盘和指针的自动上下料,可通过触摸屏监控系统,实现各个坐标点设定及存储、伺服驱动速度调节、报警等功能,提高了产品的制造周期,从而大大降低了制造成本。
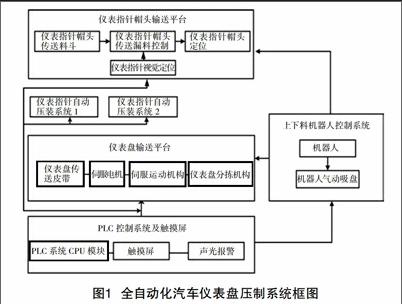
汽车仪表盘指针帽头压制系统由仪表指针帽头输送平台、仪表指针自动压装系统、仪表盘输送平台、PLC控制系统及触摸屏、上下料机器人控制系统五大部分组成。
仪表指针帽头输送平台主要完成指针帽头的自动落料,机器人抓取帽头,利用视觉进行拍照,实现X、Y轴伺服定位,机器人放置帽头,实现一系列帽头放置工作。
仪表指针自动压装系统实现两套压装系统共用一个工业机器人进行错时交替工作,提高工业机器人的使用效率。
仪表盘输送平台由传送带与分拣机构组成,传送带为了实现精确定位,采用伺服电机进行控制,主要实现对仪表盘的输送以及将压制完成的仪表盘进行分拣,实现对合格及不合格品的自动分拣。
上下料机器人控制系统主要对工业机器人实现对仪表盘的吸取及上下料,以及对帽头的吸取及上料工作。
PLC控制系统及触摸屏实现对整个系统的控制,包括对仪表指针的上下料、帽头的放置、传送带的控制、工业机器人的控制,以及显示当前工作状态。如图1所示。
图1 全自动化汽车仪表盘压制系统框图
二、全自动化汽车仪表盘指针帽头压制系统结构
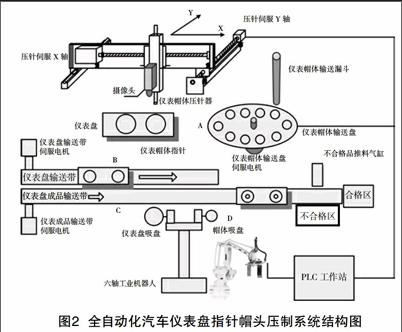
全自动化汽车仪表盘压制系统,其特征在于:该方法包括将平台、压装气缸复位到位,检测平台有无仪表盘,如果没有则控制仪表盘伺服电机控制皮带传送未加工仪表盘到指定位置B,工业机器人吸盘夹具旋转至1号仪表盘吸盘,然后吸取皮带输送带上的未加工仪表盘,吸取仪表盘后将其放置在汽车组合仪表指针自动压装装置的工装位置,检测到有仪表盘工位有仪表盘放置信号后,夹具自动夹紧。位于压针压头旁的视觉摄像头拍照仪表盘工位电机轴,将电机轴坐标发回PLC,由PLC处理坐标信号后通过工业以太网发给工业机器人,工业机器人第六轴吸盘夹具旋转至2号帽体吸盘,吸取A位置的指针帽头,由工业机器人自动完成水平放置在仪表盘需要压制指针处,并下压0.5mm,继续完成其他点的帽头放置,然后机器人回退至D位置完成该工位的自动上料。
当机器人回到D位置后,仪表指针压制系统即可进入压制工位,执行压制过程,当所有仪表指针帽体都压制完成后,摄像头拍照识别所有指针位置是否都已经压制,且压制压力合格后,发送信号至PLC。
当汽车仪表指针自动压装装置完成压制过程后,PLC将控制仪表盘推出至工装伸出状态并打开夹具,控制器控制机器人选择1号仪表盘吸盘吸取加工完成的仪表盘成品放置仪表盘成品传送带,完成工件的下料过程。
第一个压装工位上料后,机器人可以移动至下一个压装工位的坐标;完成下一工位的上料过程,由此循环工作。当第一个仪表指针自动压装装置完成压制过程后发出完成信号,机器人根据节拍回到该工位完成下料过程。如图2所示。
图2 全自动化汽车仪表盘指针帽头压制系统结构图
三、汽车仪表盘压制系统的控制方法
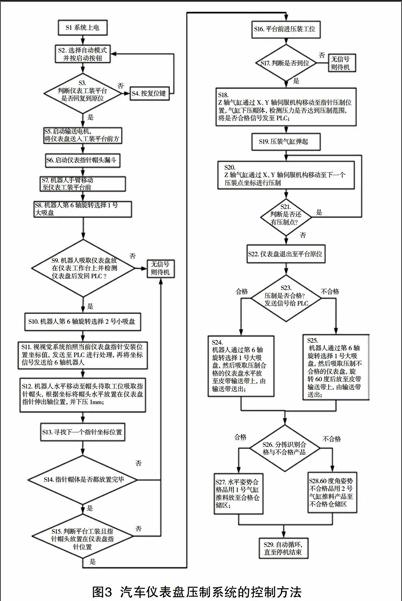
全自动化汽车仪表盘指针帽头压制方法,将平台、压装气缸复位到位,检测平台有无仪表盘,如果没有则控制指针帽头落料1个,控制仪表盘皮带输送仪表盘到指定位置,机器人沿X轴运动,人选择1号吸盘,然后吸取皮带输送带上的仪表盘,吸取仪表盘后将其放置在汽车组合仪表指针自动压装装置的工装位置,检测到有仪表盘信号后,机器人选择2号吸盘,吸取指针帽头动作,水平放置在仪表盘需要压制指针处,并下压1mm,继续完成其他点的帽头放置,然后机器人回退完成该工位的自动上料。然后仪表盘工装平台前进压装工位,判断是否到位,Z轴气缸通过X、Y轴伺服机构移动至指针压制位置,气缸下压帽体,检测压力是否达到压制范围,将是否合格信号发至PLC,压装气缸弹起,Z轴气缸通过X、Y轴伺服机构移动至下一个压装点坐标进行压制;判断是否还有压制点,有则继续完成所有点压制;仪表盘退出至平台原位;如果都压制合格发送合格信号给PLC;机器人通过第6轴旋转选择1号大吸盘,然后吸取压制合格的仪表盘水平放至皮带输送带上,由输送带送出;如果不合格的产品则机器人通过第6轴旋转选择1号大吸盘,然后吸取压制不合格的仪表盘,旋转60度后放至皮带输送带上,由输送带送出;由分拣系统识别合格与不合格产品,利用传感器检测产品的摆放角度判断是否为合格品,合格品水平姿势合格品用1号气缸推料放至合格仓储区;不合格品60度角姿势用2号气缸推料产品至不合格仓储区。以上步骤自动循环,直至停机结束。如图3所示。
图3 汽车仪表盘压制系统的控制方法
四、汽车仪表盘压制系统的优点
全自动化汽车仪表盘压制系统与现有技术相比,具有以下优势:
1.全自动化仪表指针上下料过程,提高生产效率。本发明在整个压装过程中无人值守,全程都由PLC工作站实时监控压装过程,全自动化上下料过程。指针帽体由帽体输送盘和漏斗自动补料。
2.可保证帽体放置的水平精确定位。由于本发明工业机器人在压装过程中,机器人是通过示教预置点运动去精确寻找压装的坐标点,因此,本发明可保证帽体的精确定位,从而可提高指针的放置精度和速度,进一步提高产品的合格率。此外,本发明还可通过预先设定有机器人定位压装的指针放置水平位置,并能自动下压,位置与下压距离可以通过机器人示教进行灵活修改,适应不同仪表盘压装位置要求。能实现一个仪表多个指针帽头的任意连续放置。
3.可保证帽体与指针放置的精确定位。由于本发明采用视觉定位方法,通过对仪表盘的拍照进行分辨每次仪表盘的细微误差,可以及时校正坐标值,使得放置的仪表帽体与电机轴能精确放置无偏差。
4.对合格与不合格产品进行机器人差别放置,智能分拣。由于本发明在仪表压制完成时,即马上判断仪表指针压装是否合格,还通过视觉判断所有指针上是否都已经压制帽体,如果压装合格且无遗漏,则用机器人取出放置传送平台送出;如果不合格,则发出警报,机器人取走不合格仪表,水平角度以45度放至仪表盘成品输送带上,由输送带输出,由分拣系统识别不合格产品放至不合格仓储区。因此,本发明下料时可自动分拣合格品和废品,从而提高生产效率。
5.方法简单,操作便捷,节省人力。该工位仪表指针压制系统操作简单,无人值守,大大节省了人力成本。如果有多台工位同时使用,一台机器人还可以同时负责两个工位的上料下料,协调工作,更加有利于节约人力成本。
6.本发明可对仪表压制过程及上下料过程进行全程监控。
总之,汽车仪表盘压制系统给企业实现全自动化生产提供了有力的支持,也在工业机器人技术与原有设备的改造升级上提供了一个技术发展的方向,能对企业进行类似改造提供一个新的思路及方向。本系统已申请了实用新型专利(申请号CN201610145762.X)及发明专利(申请号CN201610145774.2)。
【参考文献】
[1]邓其贵,杨连凯,蓝伟铭,等.汽车组合仪表指针自动压装系统[P].广西:CN102756356A,2012-10-31
[2]周俊伍.一种基于机器视觉的机器人型材搬运装置及其方法[P].广东:CN104476552A,2015-04-01
[3]王振华,秦磊,禹鑫燚,等.一种工业机器人自动化仓储系统[P].江苏:CN205087427U,2016-03-16
【作者简介】蓝伟铭(1982— ),男,壮族,广西忻城人,硕士,柳州职业技术学院机电工程系工程师,研究方向:工业电气自动化、机电一体化技术。
(责编 黎 原)
猜你喜欢
橡塑技术与装备(2021年24期)2021-12-30
橡塑技术与装备(2021年12期)2021-06-24
橡塑技术与装备(2021年1期)2021-01-05
河北省科学院学报(2020年4期)2020-03-19
科技创新导报(2016年21期)2016-12-17
中小企业管理与科技·下旬刊(2016年10期)2016-11-18
科技视界(2016年18期)2016-11-03
企业导报(2016年13期)2016-07-19