CO2气提法尿素装置高压管线腐蚀原因分析
2016-12-12 05:24宋文明
石油化工腐蚀与防护 2016年2期
宋文明
(中国石油天然气股份有限公司大庆石化分公司化肥厂,黑龙江 大庆 163714)
CO2气提法尿素装置高压管线腐蚀原因分析
宋文明
(中国石油天然气股份有限公司大庆石化分公司化肥厂,黑龙江 大庆 163714)
对CO2气提法尿素装置316L-Mod材质高压系统管线的弯头及部分直管内壁的腐蚀坑洞进行了原因分析和研究。对试样进行宏观检查、化学成分分析、拉伸试验、晶间腐蚀试验、点腐蚀试验、金相分析、能谱分析和衍射分析等检测,并对检验结果和尿素甲铵溶液腐蚀机理进行了讨论。从腐蚀速率和腐蚀坑的分布、形貌及表面腐蚀产物等方面进一步分析,对比尿素装置新旧气提塔设备结构的差异,结合1976年至今气提塔设备及管线实际运行工况,最终得出结论:尿素高压管线腐蚀为长期在尿素和甲铵介质中服役发生的电化学腐蚀,局部腐蚀坑起始于点蚀,同时管线内介质的流速增加和气液夹带现象,加剧了介质对管壁的冲刷腐蚀,进一步破坏管内壁氧化物保护层,最终导致管内壁出现局部腐蚀坑。
尿素装置 高压管线 弯头 腐蚀原因分析
中国石油天然气股份有限公司大庆石化分公司化肥厂尿素装置是20世纪70年代从荷兰STAMICARBON公司引进的CO2气提法尿素生产工艺技术,于1976年建成投产,2005年通过引进荷兰STAMICARBON公司的并联中压技术对尿素装置进行了扩能改造,使装置的生产能力由原设计1 620 t/d提高至2 300 t/d,生产能力提高至0.759 Mt/a。
尿素高压系统管线自建厂投用以来从未更换过,自2011年开始,高压系统管线检测陆续发现腐蚀减薄和腐蚀坑问题,从历次检修情况看,气相管线比液相管线腐蚀严重。所以,该文对尿素高压气提塔201C至高压甲铵冷凝器202C的气相高压管线的弯头(WT1)及部分直管进行了腐蚀原因分析。
1 工艺概况
1.1 设备及管线工艺流程
气提塔(201C)是直立管壳式加热器,合成塔(201D)反应液在温度180~185 ℃下进入气提塔上部,经装在上部的液体分布器均匀地流入列管内,并以膜状沿管壁向下流动;CO2气体从气提塔底部进入,向上流入管束,将合成反应液中的NH3和CO2分离出来,并从气提塔顶部离开,沿此高压管线进入高压甲铵冷凝器(202C)顶部。
1.2 管线主要技术参数
管线主要工艺参数见表1。

表1 管线主要工艺参数
1.3 弯头及直管尺寸
45度弯头R=4D,长约890 mm,直管长约305 mm。
2 腐蚀原因分析
2.1 宏观检查
直管与弯管内壁宏观形貌和测厚部位见图1。

图1 直管与弯管内壁宏观形貌测厚部位
内外壁宏观检查,外壁未见有明显的腐蚀迹象,而内壁母材腐蚀较严重,有大面积腐蚀,有局部腐蚀。局部腐蚀形貌不一,有呈点状、有呈坑状,还有呈条状,条状剥离基本以轴向为主,见图2。测得局部腐蚀坑的长度与深度:①132.46 mm×5.01 mm;②104.57 mm×4.04 mm;③57.55 mm×5.27 mm;④105.72 mm×5.24 mm。

图2 内壁宏观形貌
分别对直管和弯头进行测厚,测试结果表明,直管部分在蚀坑部位厚度为17.01 ~18.20 mm,在非蚀坑部位为21.95~22.43 mm;弯管部分在蚀坑部位厚度为16.30~17.32 mm,在非蚀坑部位为21.45~22.56 mm。
显然,非蚀坑的部位的壁厚基本未变化,而有腐蚀坑部位则腐蚀严重,如按公称壁厚来推算,直管最大减薄量约为22.68%;弯头最大减薄量约为25.91%。
2.2 铁素体含量测定
铁素体含量测定结果(见表2)表明,母材和焊缝金属中铁素体均较低(母材最高为0.11%,焊缝最高为0.31%)。
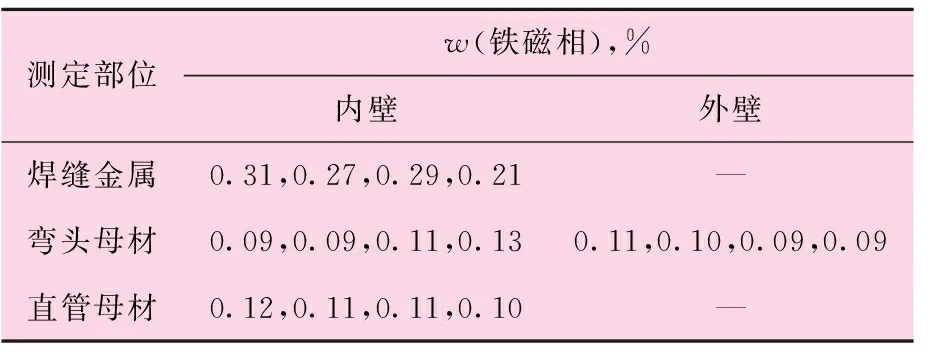
表2 铁磁相含量测定结果
2.3 化学成分分析
分别用直读光谱仪和便携式光谱仪对弯头和直管进行化学成分分析,分析结果(见表3)表明,弯头和直管基本能满足ASME SA312中对TP316LN钢管的化学成分要求,钢管的近内表面和蚀坑底部的主要成分也基本能满足标准的要求,钢管呈黑色的内表面主要合金元素不能满足标准的要求。焊缝金属Cr质量分数高达24.83%,Ni质量分数高达19.24%,Mo质量分数为2.22%,为含Mo的奥氏体不锈钢焊条。

表3 化学成分分析结果 w,%
2.4 拉伸试验
从弯头母材上截取2根拉伸试样,取样方向为轴向,试验结果表明,弯头的抗拉强度、屈服强度和延伸率均能满足ASME SA312中对TP316LN钢管的力学性能要求。
2.5 晶间腐蚀试验
从弯头上截取试样进行晶间腐蚀敏感性试验,试验按GB/T 4334—2008标准中E方法(不锈钢硫酸-硫酸铜腐蚀试验方法)进行,试验结果为“无晶间腐蚀倾向”。晶间腐蚀试验只能对材料在标准溶液中的抗晶间腐蚀能力进行评价,在标准晶间腐蚀试验中没有晶间腐蚀倾向并不代表材料在甲胺溶液中没有晶间腐蚀倾向。
2.6 点腐蚀试验
依据ASTM G48—2011标准对高压管线取样进行FeCl3(质量分数6%)溶液点腐蚀试验,根据高压管线的实际工况选取(50±2)℃的试验温度,实验时间72 h试验后试样表面可见明显点腐蚀坑,点腐蚀试验结果见表4,表明弯头有点腐蚀倾向[1]。

表4 点腐蚀试验结果
2.7 金相分析
从试件上截取含有严重蚀坑部位的弯头进行全厚度金相观察,测得蚀坑深约5 mm。
分别对弯头蚀坑的底部、侧面和弯头内壁边缘部位进行光学和电子金相观察,观察结果见图3至图5,蚀坑底部边缘未见有氧化层(见图3);蚀坑侧面的1/2坑深至坑底部边缘也未见有氧化层,而靠近内壁边缘则有氧化层(见图4)。弯头的内壁边缘基本上被氧化层覆盖(见图5),氧化层的厚度薄厚不均,测得最厚处约0.25 mm。蚀坑底部及内壁边缘处的裂纹全部为沿晶开裂。

图3 蚀坑底部边缘微观形貌

图4 蚀坑侧面边缘微观形貌

图5 内壁边缘微观形貌
2.8 硬度测试
对弯头金相试样进行硬度测试(见表5),弯头硬度基本属正常。

表5 硬度测定结果
2.9 X-射线能谱分析
用X射线能谱仪对金相试样内壁边缘进行微区成分分析。分析结果表明,内壁边缘处的氧化层为氧化铁。
2.10 X-射线衍射分析
壁表面刮取黑色样品进行X-射线衍射分析,分析结果表明,呈黑色状主要为Fe2O3。说明钢管内表面主要为铁的氧化物。
3 分析讨论
3.1 管线开裂原因讨论
尿素合成液对设备的腐蚀性非常强,侵蚀的组分为甲铵溶液,特别是在高温高压下这种腐蚀更为严重。
尿素甲铵溶液的腐蚀机理有以下几种解释:
(1) 氨基甲酸根的腐蚀。氨基甲酸铵在水中离解出的氨基甲酸根(H2NCOO-)呈还原性,能阻止金属表面氧化膜的生成,使金属产生活化腐蚀[2]。介质的腐蚀性随甲铵含量的提高而增大。
(2) 氰氧酸根的腐蚀。在高温高压条件下尿素会产生同素异构物氰氧酸根,例如在100 ℃时可有5%的尿素转化为氰氧酸铵 在有水存在时,氰氧酸铵可离解产生氰氧酸根:
氰氧酸根具有强烈的还原性,使金属不易形成钝化膜,从而产生活化腐蚀。
(3) 氨络合作用引起的腐蚀。不锈钢表面的氧化物被氨络合并溶解到氨液中,同时被水离解。这样形成络合、溶解、离解的循环过程,造成了金属的腐蚀。
(4) 形成羟基物。不锈钢在尿素甲铵溶液中的腐蚀是由于金属与介质发生了羟基化反应,生成了金属羟基物Mm(CO)n。不锈钢中的镍容易生成Ni(CO)4,所以镍最不耐蚀。

综合各项试验结果分析认为,该高压管道处于CO2汽提塔至甲铵冷凝器之间,已在尿素(甲铵)腐蚀环境下服役近40 a,最大腐蚀深度约为5.5 mm(与公称壁厚比较),腐蚀速率约为0.14 mm/a,腐蚀程度基本属于正常情况。
3.2 气提塔及管线实际运行情况分析
现在用气提塔(201C)为2001年更换,原气提塔设备中气提管根数为2 597根[3];新气提塔设备中气提管根数为2 875根。由于新气提塔管束数量增加,因此自2001年开始,尿素装置产量最高可达1 740 t/d,进入气提塔的CO2气体由建厂时26 800 m3/h增加至28 785 M3/h。2005年尿素装置扩能改造后,产量达到2300 t/d,虽然并联了一个中压系统,但进入气提塔的CO2气体量仍增加至32 300 m3/h,而201C气提管数量未增加,管内介质的流速加快,设备顶部原有分离空间不足,导致CO2介质由顶部离开设备进入管线后存在少量的气液夹带现象。
管线运行至2013年从未更换,管内介质流量由26 800 m3/h增加至32 300 m3/h,介质流速增加,对管线内壁冲刷加剧。
4 结 论
通过检测与分析,结合设备及管线实际使用情况,可以得出以下结论:尿素高压管线腐蚀为长期在尿素和甲铵介质中服役发生的正常电化学腐蚀,起始于点蚀的局部腐蚀,同时管线内介质的流速增加和气液夹带现象,加剧了介质对管壁的冲刷腐蚀,进一步造成管内壁氧化物保护层的不完整,最终导致管线内壁出现局部腐蚀特征的形态。
[1] 王志文,徐宏,关凯书,等.化工设备失效原理及案例分析[M].上海:华东理工大学出版社,2010:267-290.
[2] 沈大节.汽提法尿素高压设备汽相区腐蚀机理初探[J].石油化工腐蚀与防护,1990,7(3):1-7.
[3] 胡锡章,张素岑,卞一民,等.设备维护检修规程:第五分册 大氮肥部分[M].北京:化学工业出版社,1993:665-690.
(编辑 王维宗)
Corrosion Analysis of High-pressure Pipelines in Urea Plant of CO2Gas-stripping Process
SongWenming
(FertilizerPlantofPetroChinaDaqingPetrochemicalCompany,Daqing,Helongjiang163714,China)
The causes of corrosion of corrosion pits in the high-pressure 316L-Mod pipelines and the internal wall of straight pipelines in the Urea Plant of CO2Gas-stripping Process are studied.The coupons are analyzed by the macrography inspection,composition analysis,tensile test,intergranular corrosion test,pitting corrosion test,metallographic analysis,energy spectrum analysis and diffraction of test samples,and the analysis results and the corrosion mechanisms of methylamine in urea are discussed,and further studied in respect of corrosion rate,distribution and corrosion pits,corrosion form and surface corrosion products,etc.Compared with the old stripping tower and actual operation conditions from 1976,it is finally concluded that the corrosion in urea and methylamine aqueous services is electrochemical corrosion and the local corrosion pit starts from pit corrosion.While at the same time,the increasing flow velocity of media in the pipeline and liquid carry-over have accelerated impingement corrosion of pipeline wall and damaged the oxidized protection layer of internal wall of pipeline.The local corrosion of inner tube line is occurring.
urea plant,high-pressure pipeline,elbows,corrosion analysis
2015-11-09;修改稿收到日期:2016-02-01。
宋文明(1981-),工程师,大学本科学历,2004年毕业于辽宁石油化工大学过程装备与控制工程专业,现在该厂机动科任静设备主管。E-mail:hfswm@petrochina.com.cn
猜你喜欢
文物季刊(2021年1期)2021-03-23
铝加工(2020年2期)2020-05-12
商品与质量(2019年12期)2019-07-24
中国临床医学影像杂志(2019年5期)2019-01-07
河南科技(2018年9期)2018-09-10
河南科技(2018年3期)2018-09-10
河南科技(2018年12期)2018-09-10
制造技术与机床(2017年10期)2017-11-28
焊接(2016年1期)2016-02-27
中国水利(2015年16期)2015-02-28