项目管理技术在船舶建造进度控制中的应用
2016-12-14 11:20罗萍萍
船舶标准化工程师 2016年2期
孙 倩,周 宏,罗萍萍
(1.集美大学 轮机工程学院,福建厦门 361021;2.江苏科技大学 船舶与海洋工程学院,江苏镇江 212003)
项目管理技术在船舶建造进度控制中的应用
孙 倩1,周 宏2,罗萍萍2
(1.集美大学 轮机工程学院,福建厦门 361021;2.江苏科技大学 船舶与海洋工程学院,江苏镇江 212003)
以船舶建造过程为研究对象,主要介绍了项目管理技术在船舶进度控制方面的应用背景和研究现状,提出了船舶进度的控制方法及偏差分析,并根据Logistic模型S曲线建立预测模型,实现对船舶建造进度的预测和调整。
项目管理;船舶建造;进度控制
0 引言
船舶建造是涉及面极广的大型系统项目工程。要想取得良好的经济效益,就必须采用先进的管理模式[1]。建造进度项目管理的对象就是船舶建造进度,通过临时的柔性化的专门组织,对项目实行高效计划、领导、控制以及协调,从而使得该项目在整个过程中的所需资源能够得到最优配置,最终实现预期的目标[2,3]。船舶行业在1992年制定了《网络计划技术在项目管理中的应用程序》、1994年制定了《船舶工作分解结构》等纲领性文件,对促进项目管理在船舶行业的应用起到了一定作用,但是应用范围十分有限[4,5]。要想控制船舶的建造进度就必需采用有效的项目管理技术进行项目进度控制。项目进度控制需要严格按照建造合同,层层落实,层层分解,周期跟踪调整,以确保项目能按期保质完成。
近年来我国大量学者对项目管理技术进行了研究。张进[6]对船舶设计中的项目管理模式进行了研究;林辉[7]对项目管理在船舶设计中的运用进行了研究;陈竞飞[8]对船舶设计在矩阵型组织下的项目管理进行了研究;陈刚等[9]从船舶科技创新角度对引进项目管理进行了研究;高绍兴等[10]对船舶与海洋工程项目管理信息系统分析与设计进行了研究。
1 进度控制的方法
船舶生产计划的编制主要是根据项目工作量、
人、场地、设备资源以及历史资源估算出生产周期。这种方法存在一些问题:1)计划的编制依据不充分;2)生产建造前期策划水平有待提升;3)生产技术准备工作不精细;4)资源配置策划的合理性和可行性差;5)现代造船模式要求资源和计划协调统一的强有力的计划管理体系,而公司是资源使用主体多元化、两级计划管理的体制;6)计划的可控性差;7)工程管理中许多关系没有理顺,计划、节点实现率不高;8)数据管理是生产计划中非常重要的环节,是提高管理水平、推动管理进步的基础和依据,但是船厂的数据管理仍是计划管理中的薄弱环节。为了解决这些进度控制中遇到的问题,有效控制船舶建造的进度,就需要对有关项目管理技术进行研究。
1.1 横道图法
图1所示的横道图又称甘特图,是实际计划与原计划比较的一种最直观的工期计划方法。黑色的横道表示作业过程已经完成,灰色实体部分表示作业过程已经完成的部分,非实体部分表示未完成的部分,非常直观地体现出生产的进度,同时还可以与原来的生产计划相比较,得出生产计划的执行情况与原计划的偏差情况。
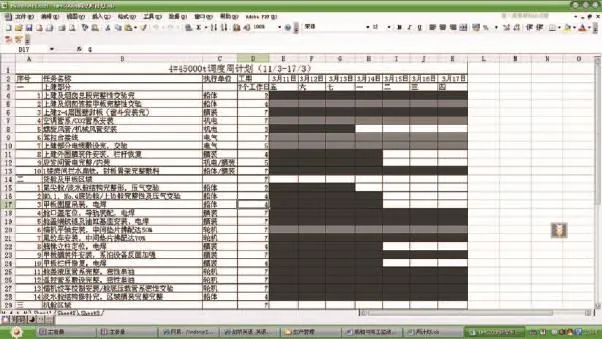
图1 生产进度横道图
1.2 S曲线对比法
S曲线能直观反映工时进度,能描绘出实际工时的累积,也能描绘出计划工时的累积,它对新的同类型船舶的后续计划工作产生积极影响。S形曲线图的横坐标是时间,纵坐标是工作量的完成情况,可以为完成百分比、工时、费用以及物量等指标。图2为系列船下料实际工时S形曲线图,图3为实际进度与计划对比S形曲线。
图3所示的对比S形曲线可用于工程进度状态分析:工程进度点在计划进度点左侧,表明此刻实际进度比计度进度超前,工程进度点在计划进度点右侧,表明此刻实际进度比计度进度落后。
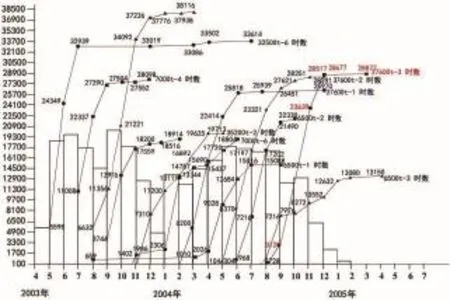
图2 各船下料工时S曲线
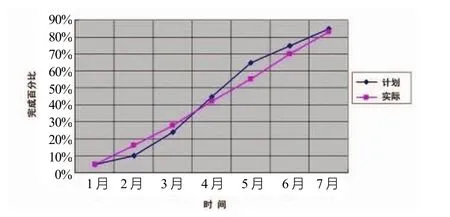
图3 对比S形曲线
S曲线对比法还可用于进度偏差分析、动态分析和总工期分析等。
1.3 “香蕉”线比较法
在计划中,除大节点活动外,其它节点都存在着最早和最晚可能开始时间。按最早可能开始时间和最晚必须开始时间安排进度来绘制可得到两条S曲线:TES、TLS曲线,如图4所示。它们有相同的开始时间和相同的结束时间。按生产实际进度设绘的曲线为R曲线。
曲线使用方法:
1)R曲线如果在TES上方表示实际进度超前,在TLS下方表示实际进度落后,位于两者之间则表示正常;
2)可根据R曲线实际生产进度推测未完成的趋势;
3)进度偏差值定量分析a点的Δya、Δta;4)动态分析某点的进度状态;
5)分析实际曲线终点与TES、TLS曲线终点之间的偏差为整体工期偏差。
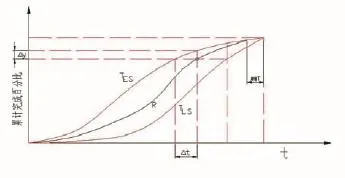
图4 香蕉S曲线
1.4 前锋线比较法
前锋线比较法是在时标网络计划上,从检查日期的坐标点出发,用线条顺序连接相关工作实际进度的前端点,最后连接到另一时间轴上的检查时间点,从而形成一条折线,如图5所示。
绘制方法如下:
1)在网络图中设检查日期;
2)设置检查,连接上下时间坐标的检查日期;
3)根据完成工作量的百分比,按适当比例标注在各活动的矢线上,就可以得到检查日所进行的各项活动实际进度前锋点;
4)将检查点与前锋点连接,可得到实际进度的前锋线。
前锋线在检查线左边表示进度落后于计划,前锋线在检查线右边表示进度超前。
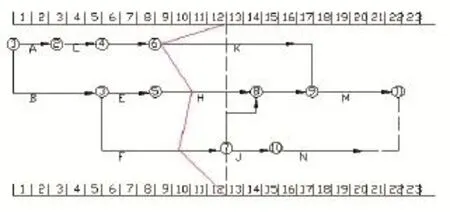
图5 前锋线
2 生产进度控制的偏差分析
2.1 偏差产生的原因
1)船厂材料采购原因
(1)与钢厂签订的材料供货没有提前;
(2)船厂没有付清钢厂的款项,导致钢厂不发货;
(3)采购的钢板不符合规范要求,不能使用于当前建造的船舶。
2)船东方面的原因
(1)船东方面未按合同付款;
(2)船东提供的技术准备不足;
(3)船东自订的材料和设备不到位。
3)技术设计原因
(1)技术方案没有最终确定;
(2)详细设计图纸退审缓慢;
(3)详细设计图纸修改过量。
4)生产设计原因
(1)生产施工图图纸错误太多;
(2)生产工艺不适合施工;
(3)生产图纸没有提前量。
5)施工原因
(1)生产管理混乱,没有6S管理;
(2)施工现场未按正确的工艺施工;
(3)施工现场所用的焊材不合标准;
(4)施工人员素质差;
(5)生产与技术、质量、采购等部门协调差。
6)船东代表原因
(1)船东不配合工作;
(2)船东要求超标;
(3)船东重视质量,不重视进度;
(4)船东提出的整改方案未及时反映到船厂。
2.2 偏差技术方法应用
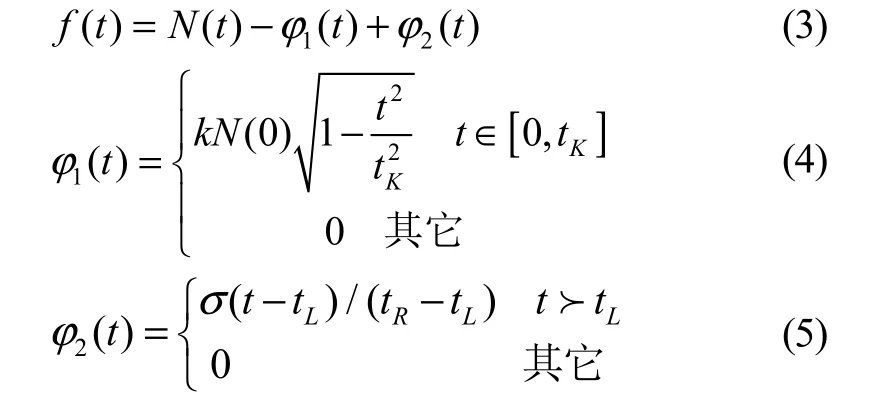
前面介绍了很多种方法,其中S形曲线是建造工时统计常用的方法之一。它一般都是以时间为横坐标,以累积的工作量、工时或百分比为纵坐标。船舶在建造过程中由于多工种作业会产生实际进度与计划进度的偏差。为了预测实际进度与计划进度的偏差,产生了一些实用的预测模型的理论方法,如灰色理论即GM(1,1),它是对系统行为特征值的发展变化进行预测,除此之外还有荷兰 Logistic模型等。GM(1,1)虽然精确但也有一定的局限性,因此本文采用更简洁的Logistic模型进行预测。
2.2.1 Logistic模型
Logistic模型是荷兰生物数学家Verhulst在研究自然增长问题时提出的,其微分方程为:

式中,r0为生命系数,当时间t→∞,如果给定总工时 Nm,以及基准分段上船台时所完成工时与总工时之比u1和时间tK,则该方程的微积分解[11]为:

再给出下水时所完成的工时与总工时之比 u2和时间tL可求出r0。现设定Nm=811 kh,u1=27.6%,u2=81.82%,tK=4,tL=8。图6为实际曲线WH(t)与Logistic模型S曲线N(t)。这两条曲线非常接近。由于目前大多数船厂对日常工时、实用工时统计汇总标准工时不完善,建立标准的S形曲线比较困难,故可采用预测模型先建立标准S形曲线,再根据生产状态进行调整。本文就是用该方法建立了46 000 DWT级散货船的预测模型。

图6 Logistic和建造工累积S形曲线
2.2.2 S型曲线预测模型应用
1)模型分析
从图6的比较曲线可以看出,实际S曲线与Logistic模型S曲线N(t)在tK和tL之间非常接近,为此对函数进行调整,工时累积的近似预测函数取为:
预测模型与实际工时值见表1,表中数据基本相近,对于不同的船厂可以采用不同的k和u1、u2、tK、tL、Nm,可得到真实的S曲线。
2)46 000 DWT散货船S形曲线
目前在江苏东部地区的船厂,上船台时工时完成率一般在20%~30%,船舶下水时工时完成率为68%~80%,建造大节点时间如表2所示。确定u1、u2、tK、tL、Nm和造船总周期T,建立模型。

表1 预测模型与实际工时值

表2 建造大节点时间
设船厂u1=25%,u2=76%,tK=3.36,tL=6.13,则可得到工时累积S形曲线。如果船厂有基础数据,可用历史S曲线,若船厂数据不全,则在u1、u2、tK、tL、Nm已知的条件下可确定初始S形曲线,作为预测手段。
3)用S形曲线分析散货船建造的长期计划
(1)计划线表
因船厂是先开工三条船,之后还有三条船开工。现排定造船的主计划,同样以工时累积计划进行平衡。以时限计划列出表3,基准时间为第四条船开工。
(2)六条船的S形曲线族图
根据表3的相关数据可绘制出这六条船的S形曲线族图,如图7所示。
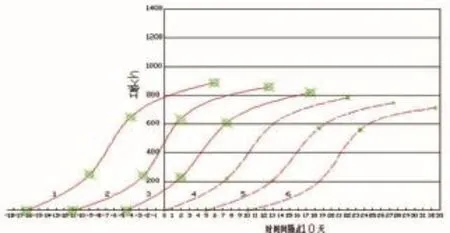
图7 S形曲线族
(3)计划控制
从六条船的工时累积曲线,可以统计得出某一时间段的工时需求量。分析所需工时随时间的变化,从图7可以看出在100 d~170 d是需求量的高峰,可以根据累加作出工时需求曲线与船厂实际可用工时对比,进而能够改进生产计划。
3 结论
通过工时需求曲线与船厂实际可用工时对比,可以得出如下结论:
1)如果可用工时小于需求工时 15%以内,不需考虑调整生产节点计划,可仅通过增加劳动力的方式解决;
2)如果可用工时小于需求工时量超过 15%且完工时间不能更改,则也必须通过增加劳动力或外包工程的方法来调整;
3)如果可用工时小于需求量超过 15%且可用工时有限、船厂资源有限,则只能通过调整大节点计划,为保证船台周期以及交船时间不变,必须提早开工时间,并考虑减少u1和u2;
4)通过采用新设备、新工艺降低总工时能使S曲线变化率减少。
[1]刘胜.大船重工造船生产技术准备管理研究[D].辽宁大连: 大连理工大学, 2014.
[2]秦雪平.试论项目管理在图书馆中的应用[J].内蒙古科技与经济, 2010(3): 122-123.
[3]S.Andersen E.Are we getting any better? Comparing project management in the years 2000 and 2008[J].Project Management Journal, 2010, 41(4): 4-16.
[4]张明华.精益造船模式研究[D].哈尔滨: 哈尔滨工程大学, 2005.
[5]陈刚.基于数字化的船舶设计项目管理体系研究[D].武汉: 武汉理工大学, 2012.
[6]张进.船舶设计中的项目管理模式探讨[J].船舶, 2007(1): 52-56.
[7]林辉.探索项目管理在船舶设计中的运用[J].船舶, 2006(4): 49-52.
[8]陈竞飞.船舶科研单位矩阵制管理模式下项目管理初探[J].江苏船舶, 2006, 23(4): 36-38.
[9]陈刚, 孙鹏才, 易华军.项目管理在船舶科技创新中的应用研究[J].舰船科学技术, 2009, 31(12): 139-141.
[10]高绍新, 纪卓尚, 林焰.船舶与海洋工程项目管理信息系统分析与初步设计[J].大连理工大学学报, 2001, 41(2): 207-211.
[11]刘建峰, 应长春, 秦士元.时限计划的预测模型和分析[J].中国造船, 2002, 43(1): 8-14.
Application of Project Management Technology in Ship Construction Schedule Control
Sun Qian1, Zhou Hong2, Luo Ping-ping2
(1.Marine Engineering Institute, Jimei University, Fujian Xiamen 361021, China; 2.Naval Architecture and Ocean Engineering Institute, Jiangsu University of Science and Technology, Jiangsu Zhenjiang 212003, China)
The research object of the paper is ship construction process.The paper mainly introduces the background and the research status of project management in the ship schedule control.It puts forward the control method and the analysis of deviation for the ship schedule.The prediction model is built according to the Logistic model S curve to forecast and adjust the ship construction schedule.
project management; shipbuilding; schedule control
U673.2
A
10.14141/j.31-1981.2016.02.002
孙倩(1974—),女,副教授,研究方向:船舶与海洋结构物设计制造。
猜你喜欢
军民两用技术与产品(2021年6期)2021-10-14
鸭绿江(2021年17期)2021-10-13
进出口经理人(2021年8期)2021-02-12
船舶标准化工程师(2020年1期)2020-06-12
职工法律天地·上半月(2020年1期)2020-03-02
人大建设(2019年7期)2019-11-18
艺术评论(2018年11期)2019-01-15
航运交易公报(2016年9期)2016-03-19